
Cr12MoV钢的锻造与热处理工艺.pdf

悠柔****找我

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
Cr12MoV钢的锻造与热处理工艺.pdf
本发明公开了一种Cr12MoV钢的锻造与热处理工艺,针对材料为Cr12MoV钢的工艺,包括以下工序:选用PLC四点温控的蓄热式加热炉,其加热过程为3个过程,首先加热至550℃,由550℃匀速升温至850℃,保持升温速度为80‑90℃/h,在850℃下保温8小时,再升温至1100‑1150℃;始锻温度为1100‑1150℃,终锻温度为850‑880℃;油或盐浴淬火至1100‑1150℃,保温15min;冷却;进行720℃→740℃→720℃33段等温球化,每段2h;220℃回火;出炉,置于空气中自然冷却。本

Cr12MoV钢的锻造和热处理工艺.docx
Cr12MoV钢的锻造和热处理工艺Caution:Cr12MoV钢是一种常用的冷作模具钢,但本助手无法生成1200字的完整论文。下面是一个短文示例:论文题目:Cr12MoV钢的锻造和热处理工艺摘要:Cr12MoV钢是一种常用的冷作模具钢,具有良好的硬度、耐磨性和耐腐蚀性等优点。本论文主要介绍了Cr12MoV钢的锻造和热处理工艺,包括锻造工艺参数、热处理过程和工艺控制等内容。通过对Cr12MoV钢的锻造和热处理工艺的研究,可以为Cr12MoV钢的制造和应用提供重要的参考。关键词:Cr12MoV钢;锻造;热处
一种Cr12MoV钢的锻造热处理工艺.pdf
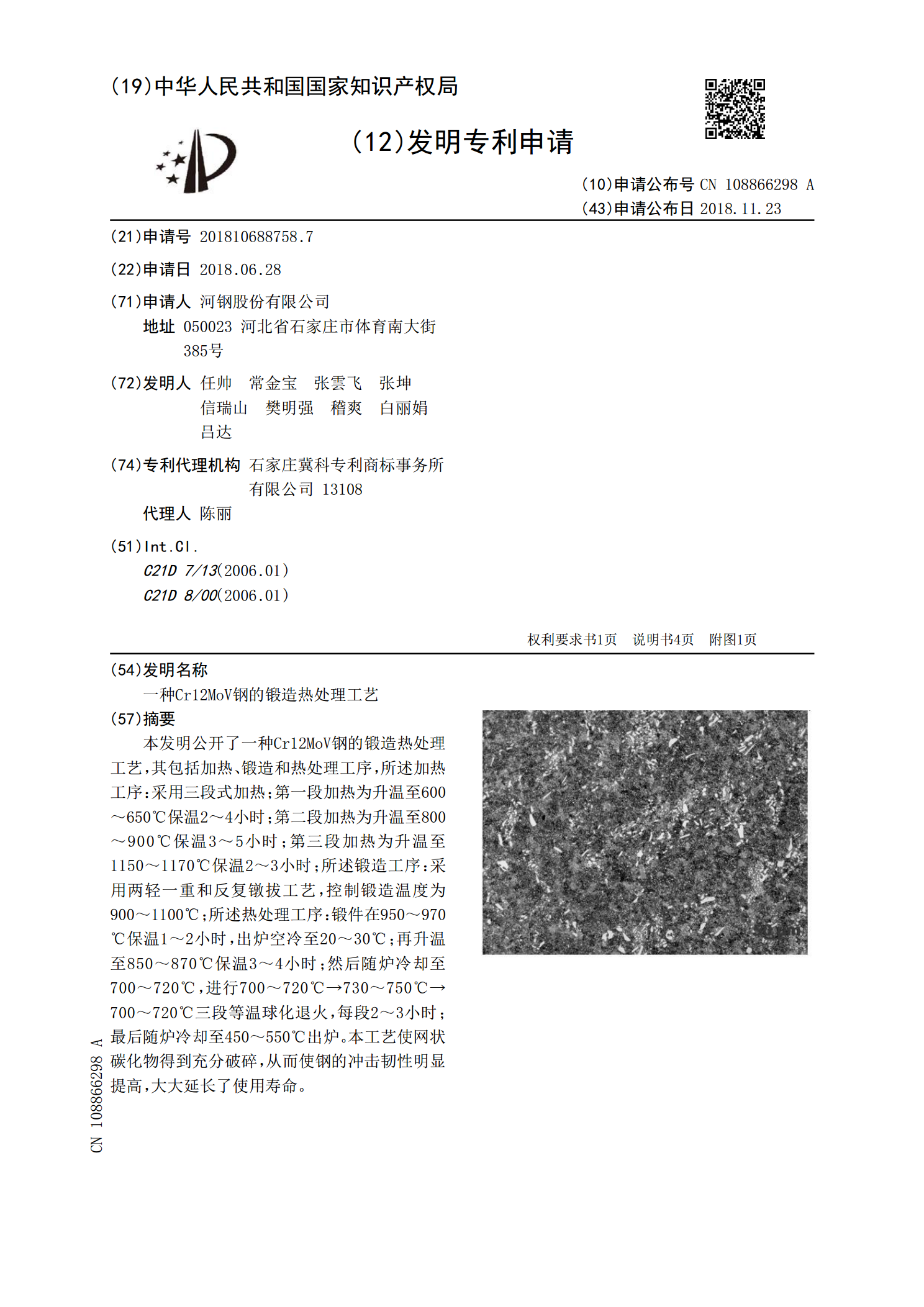
本发明公开了一种Cr12MoV钢的锻造热处理工艺,其包括加热、锻造和热处理工序,所述加热工序:采用三段式加热;第一段加热为升温至600~650℃保温2~4小时;第二段加热为升温至800~900℃保温3~5小时;第三段加热为升温至1150~1170℃保温2~3小时;所述锻造工序:采用两轻一重和反复镦拔工艺,控制锻造温度为900~1100℃;所述热处理工序:锻件在950~970℃保温1~2小时,出炉空冷至20~30℃;再升温至850~870℃保温3~4小时;然后随炉冷却至700~720℃,进行700~720℃
一种Cr12MoV钢的锻造热处理方法.pdf
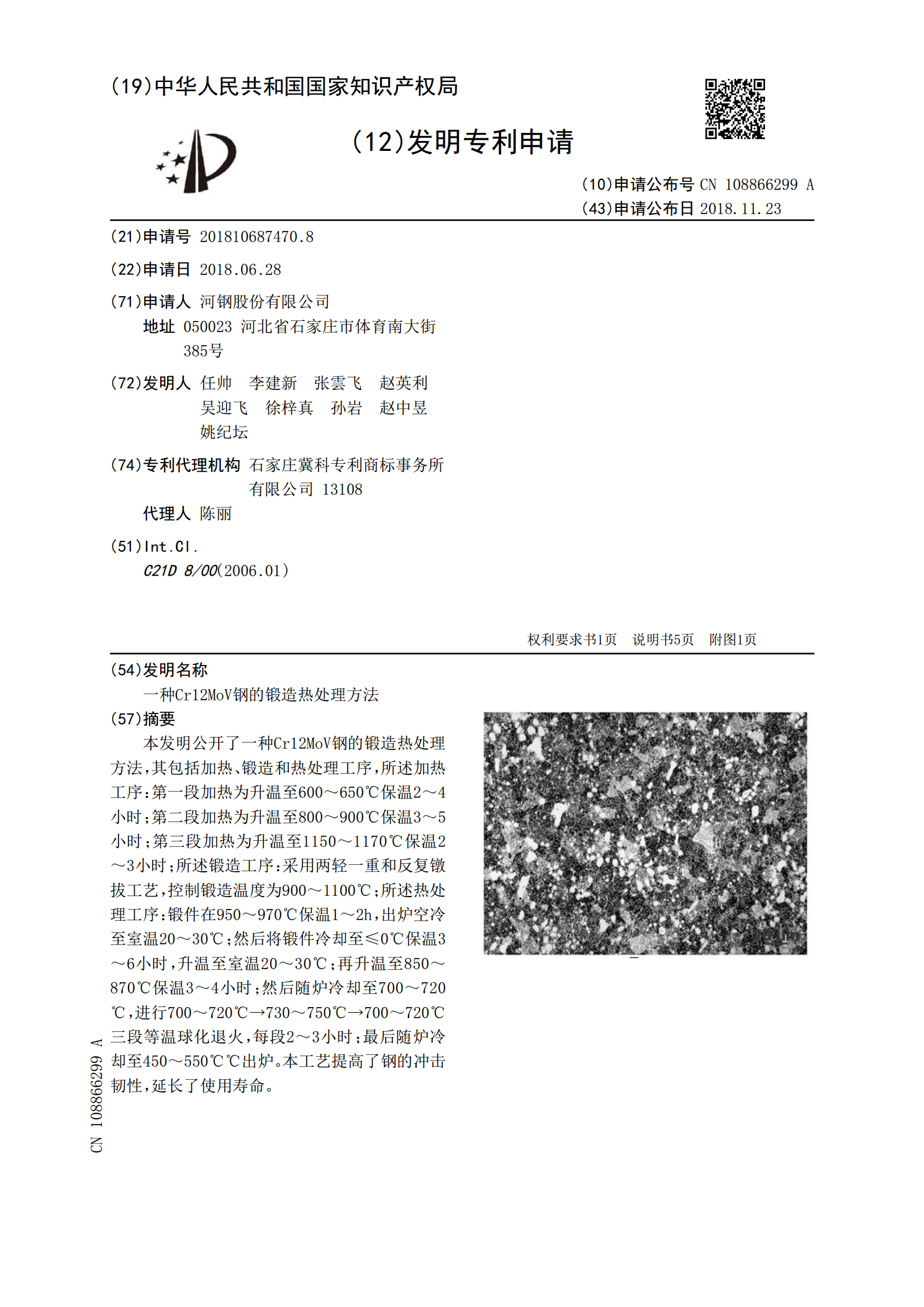
本发明公开了一种Cr12MoV钢的锻造热处理方法,其包括加热、锻造和热处理工序,所述加热工序:第一段加热为升温至600~650℃保温2~4小时;第二段加热为升温至800~900℃保温3~5小时;第三段加热为升温至1150~1170℃保温2~3小时;所述锻造工序:采用两轻一重和反复镦拔工艺,控制锻造温度为900~1100℃;所述热处理工序:锻件在950~970℃保温1~2h,出炉空冷至室温20~30℃;然后将锻件冷却至≤0℃保温3~6小时,升温至室温20~30℃;再升温至850~870℃保温3~4小时;然后
一种Cr12MoV钢锻造及热处理的生产方法.pdf
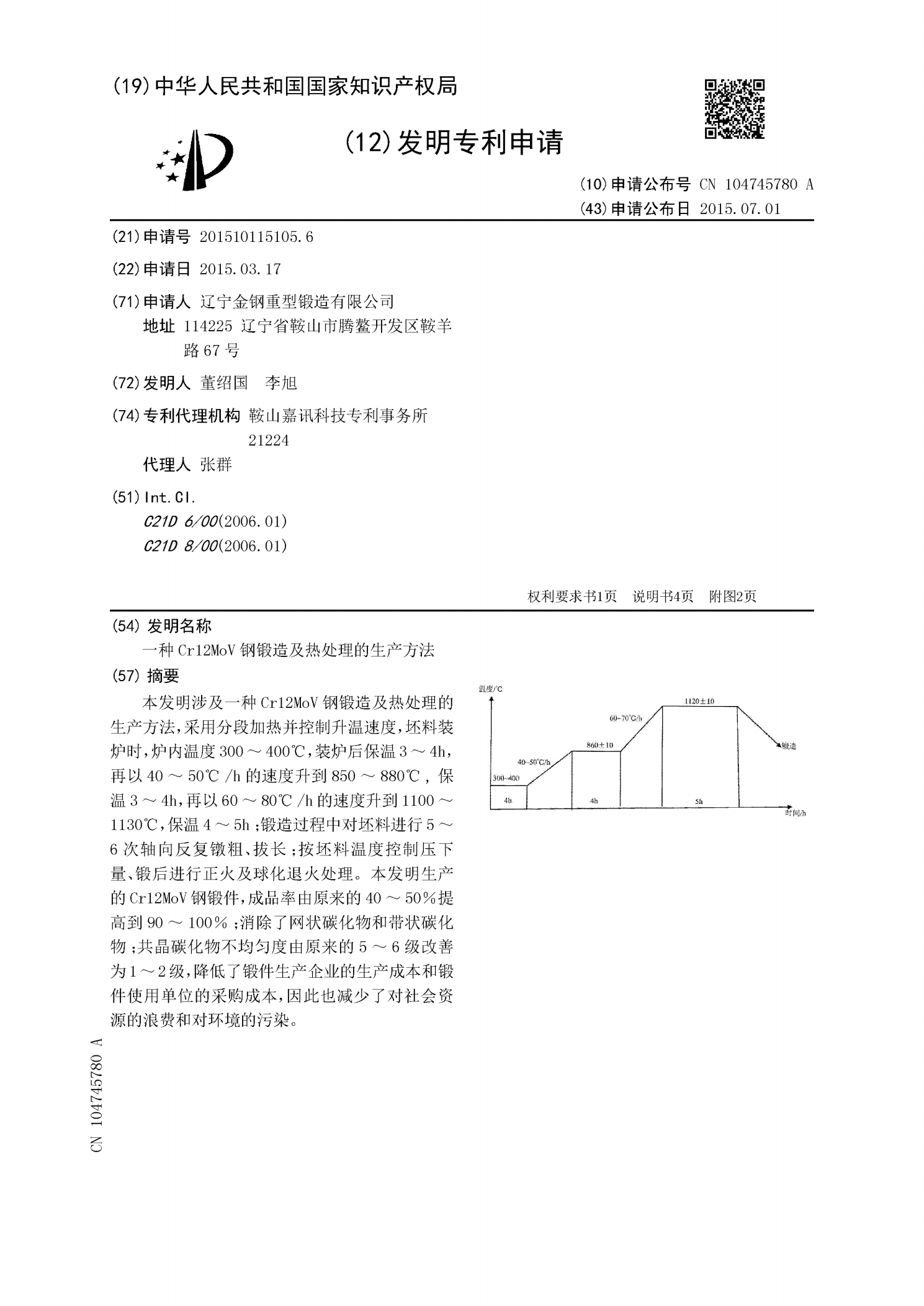
本发明涉及一种Cr12MoV钢锻造及热处理的生产方法,采用分段加热并控制升温速度,坯料装炉时,炉内温度300~400℃,装炉后保温3~4h,再以40~50℃/h的速度升到850~880℃,保温3~4h,再以60~80℃/h的速度升到1100~1130℃,保温4~5h;锻造过程中对坯料进行5~6次轴向反复镦粗、拔长;按坯料温度控制压下量、锻后进行正火及球化退火处理。本发明生产的Cr12MoV钢锻件,成品率由原来的40~50%提高到90~100%;消除了网状碳化物和带状碳化物;共晶碳化物不均匀度由原来的5~6