
一种加热炉炉底辊辊环的激光表面合金化处理工艺.pdf

一条****丹淑


1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加热炉炉底辊辊环的激光表面合金化处理工艺.pdf
一种加热炉炉底辊辊环的激光表面合金化处理工艺,包括以下工艺步骤:采用的铬镍碳合金粉末按重量百分比的成分为:Cr:65%-80%、Ni:17%-28%、C:3%-7%;选用Φ3mm窄带光斑或10×1mm宽带光斑对基体进行扫描;开启CO
辊底加热炉炉辊的辊环.pdf
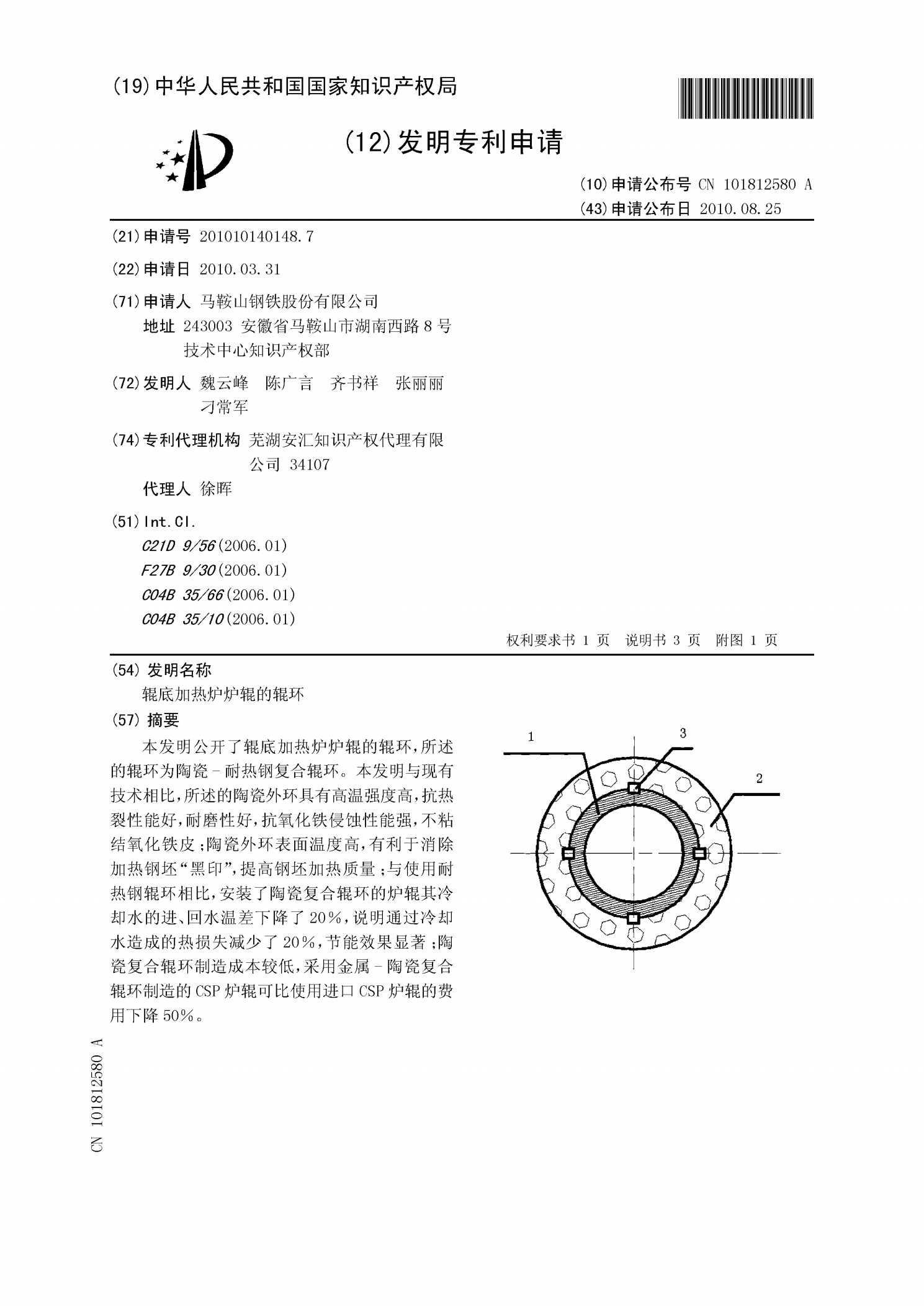
本发明公开了辊底加热炉炉辊的辊环,所述的辊环为陶瓷-耐热钢复合辊环。本发明与现有技术相比,所述的陶瓷外环具有高温强度高,抗热裂性能好,耐磨性好,抗氧化铁侵蚀性能强,不粘结氧化铁皮;陶瓷外环表面温度高,有利于消除加热钢坯“黑印”,提高钢坯加热质量;与使用耐热钢辊环相比,安装了陶瓷复合辊环的炉辊其冷却水的进、回水温差下降了20%,说明通过冷却水造成的热损失减少了20%,节能效果显著;陶瓷复合辊环制造成本较低,采用金属-陶瓷复合辊环制造的CSP炉辊可比使用进口CSP炉辊的费用下降50%。
一种加热炉炉底辊辊环面的激光熔覆处理工艺.pdf
一种加热炉炉底辊辊环面的激光熔覆处理工艺,包括以下工艺步骤:对加热炉炉底辊辊环面进行清洁;采用同轴或旁轴的送粉方式输送Co基合金粉末,窄带或宽带的扫描方式,选用二氧化碳激光器快速扫描清洁好的辊环面,实现加热炉炉底辊辊环面的合金化处理,得到合金化层;进行裂纹探伤检测并判断有误裂纹产生。本发明强化了炉底辊辊环面,提高辊环使用寿命,基本解决了辊环面结瘤的问题,节约了换辊时间和维修时间,提高了加热炉作业效率,降低了生产成本。
一种辊底式加热炉的可调节炉辊.pdf
本发明涉及一种辊底式加热炉的可调节炉辊,其包括辊本体、左端套和右端套,其中左端套和右端套的内端部分别与辊本体的两端部相连接,炉辊还包括分别与左端套和右端套的外端部可拆卸连接的左连接器和右连接器、设置在左连接器下方用于承载并转动支撑左连接器的支撑部、设置在右连接器的右端部的驱动轴、以及用于承载驱动轴且能够使得驱动轴绕自身轴心线转动的轴承和轴承座,其中驱动轴的轴心线与辊本体的中心线共线。本发明一方面能够消除重力与转矩产生的应力或安装误差产生的应力,防止炉辊的断裂;另一方面连接器可以重复利用,且自身的安装或更换
热成型辊底式加热炉的炉辊.pdf
本发明涉及一种热成型辊底式加热炉的炉辊,设置于用于零件热成型的辊底式加热炉中,炉辊包括辊子本体、设置于辊子本体表面上以防止零件的涂层粘附和反应的辊子涂层。辊子涂层包括由基体材料形成的部分填充在辊子本体的表面上的毛孔中、部分覆盖在辊子本体的表面上的基材层以及分布于基材层中的防粘附颗粒。本发明通过设置炉辊涂层,减少零件表面涂层的粘附作用,也能抑制零件表面涂层与炉辊发生化学反应,从而能够有效地保护炉辊。