
一种钛基或锆基金属表面等离子氧碳共渗的方法.pdf

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钛基或锆基金属表面等离子氧碳共渗的方法.pdf
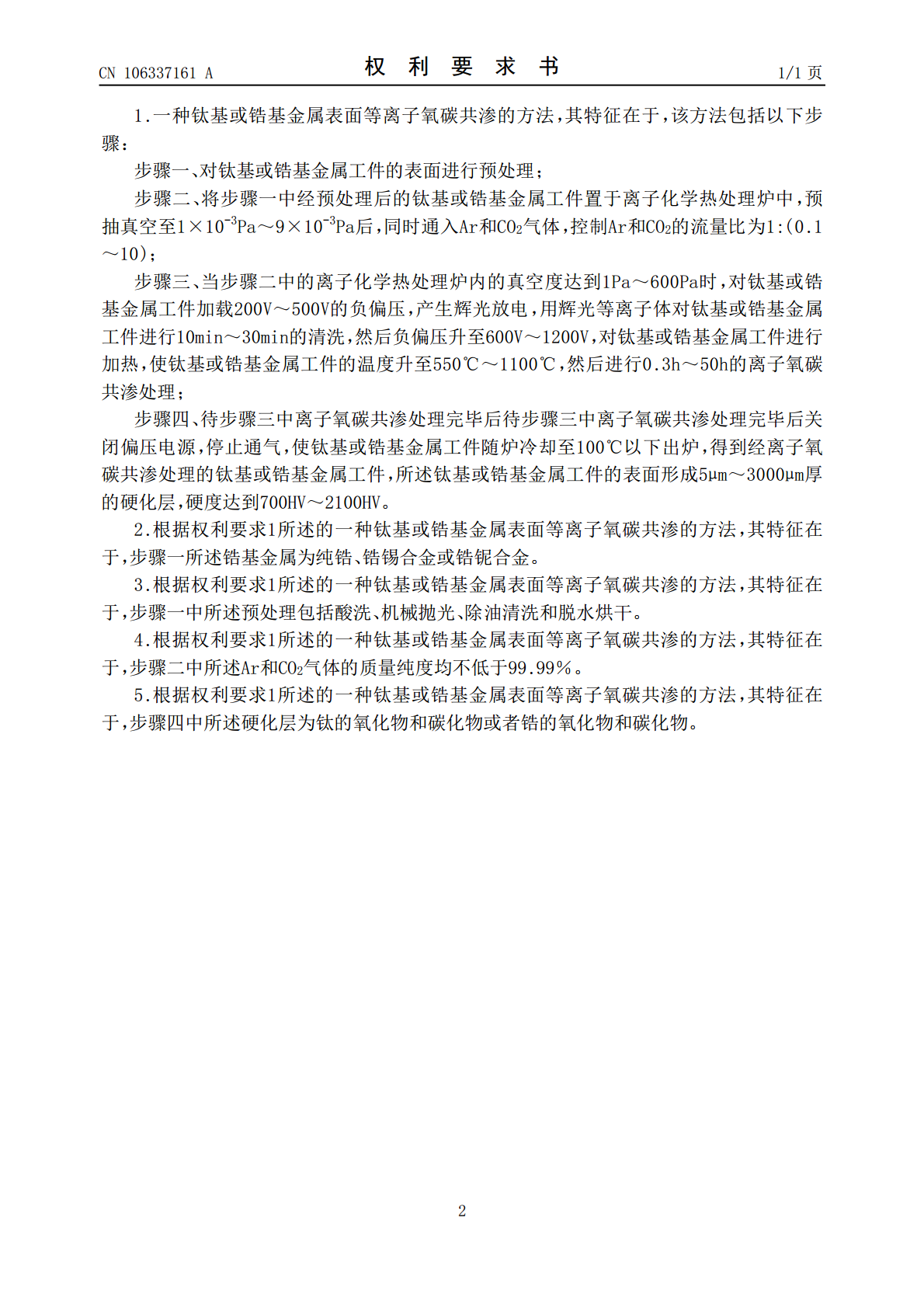
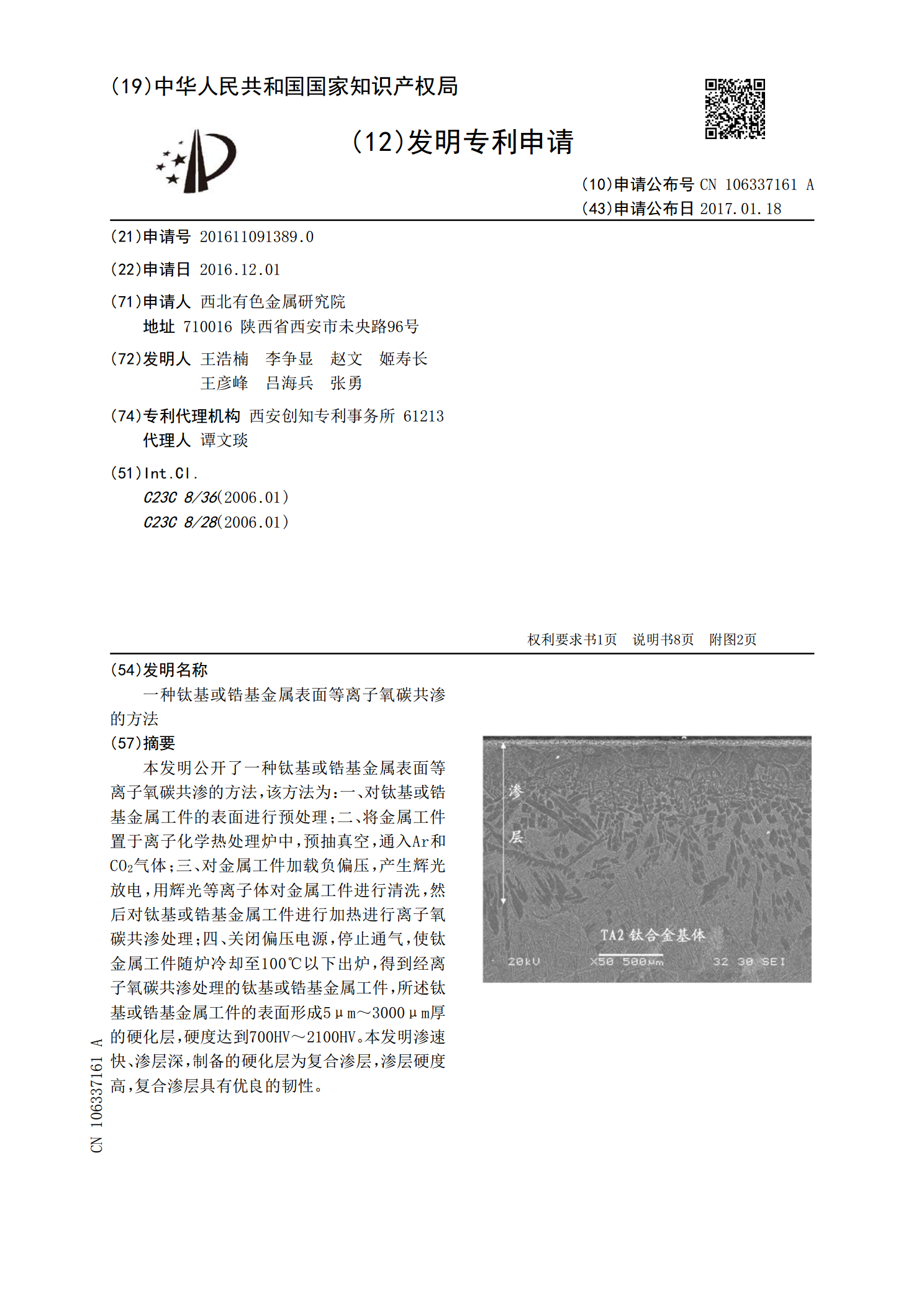
本发明公开了一种钛基或锆基金属表面等离子氧碳共渗的方法,该方法为:一、对钛基或锆基金属工件的表面进行预处理;二、将金属工件置于离子化学热处理炉中,预抽真空,通入Ar和CO
一种锆钛基合金包埋渗铝层的制备方法.pdf
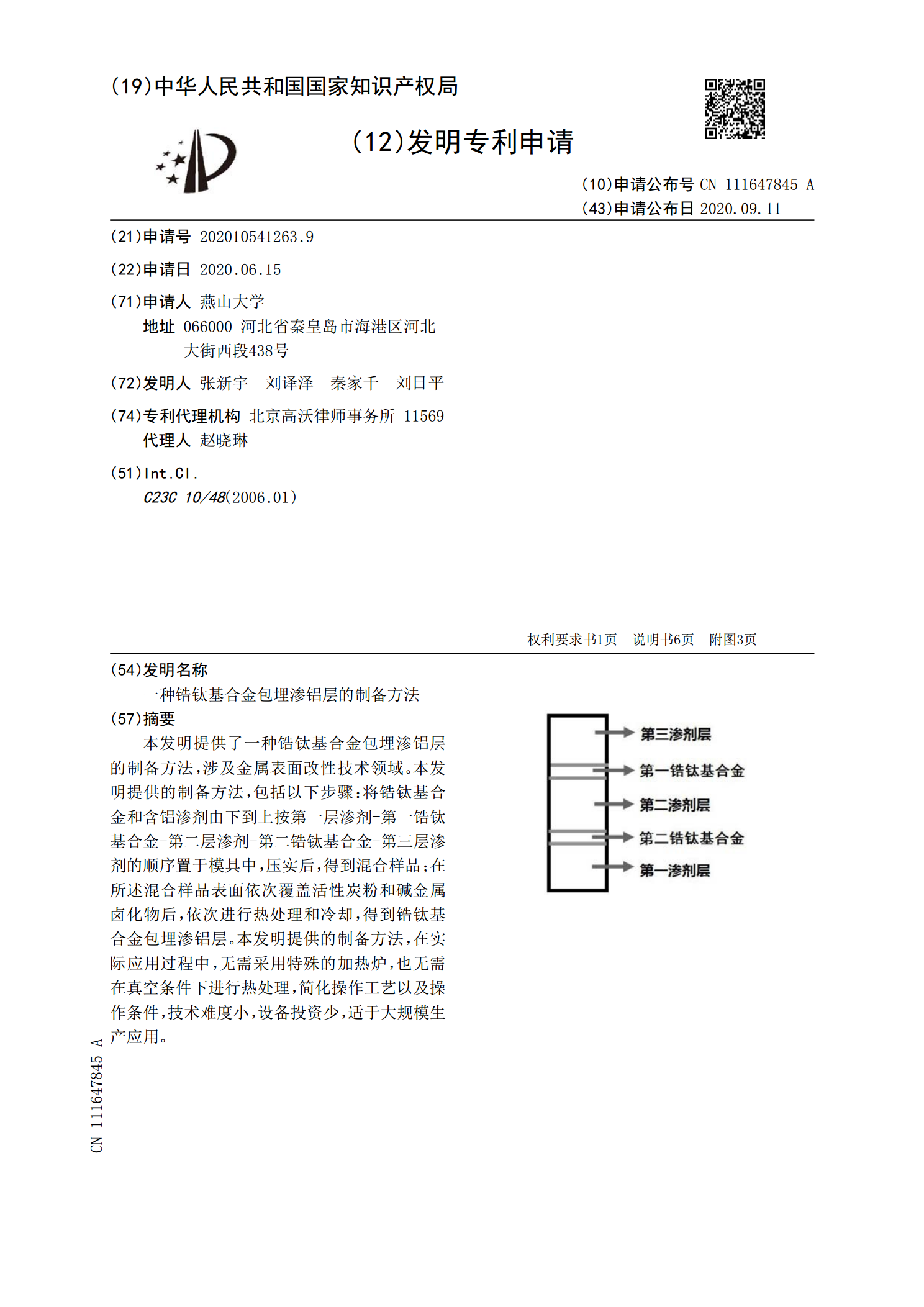
本发明提供了一种锆钛基合金包埋渗铝层的制备方法,涉及金属表面改性技术领域。本发明提供的制备方法,包括以下步骤:将锆钛基合金和含铝渗剂由下到上按第一层渗剂‑第一锆钛基合金‑第二层渗剂‑第二锆钛基合金‑第三层渗剂的顺序置于模具中,压实后,得到混合样品;在所述混合样品表面依次覆盖活性炭粉和碱金属卤化物后,依次进行热处理和冷却,得到锆钛基合金包埋渗铝层。本发明提供的制备方法,在实际应用过程中,无需采用特殊的加热炉,也无需在真空条件下进行热处理,简化操作工艺以及操作条件,技术难度小,设备投资少,适于大规模生产应用。
一种钛锆基合金的制备方法.pdf
一种钛锆基合金的制备方法,其所用钛锆基合金成分的质量百分比为:Ti41~62、Zr30~51、Al5、V3,将各种原料放入非自耗电弧炉,熔炼得到合金铸锭;在其表面涂覆高温抗氧化剂后在炉中加热保温后开坯锻造,获得板状合金,去除其表面的抗氧化剂后置于热处理炉加热至850~870℃,保温1h,水淬冷却;将合金板切割成3~4mm的薄板进行室温轧制变形,轧制应变速率为2.2~3.1s-1,总变形量为80%以上;再进行退火处理,真空度为10-4~10-5Pa,温度为740~760℃,保温1h,然后空冷至室温。本发明获
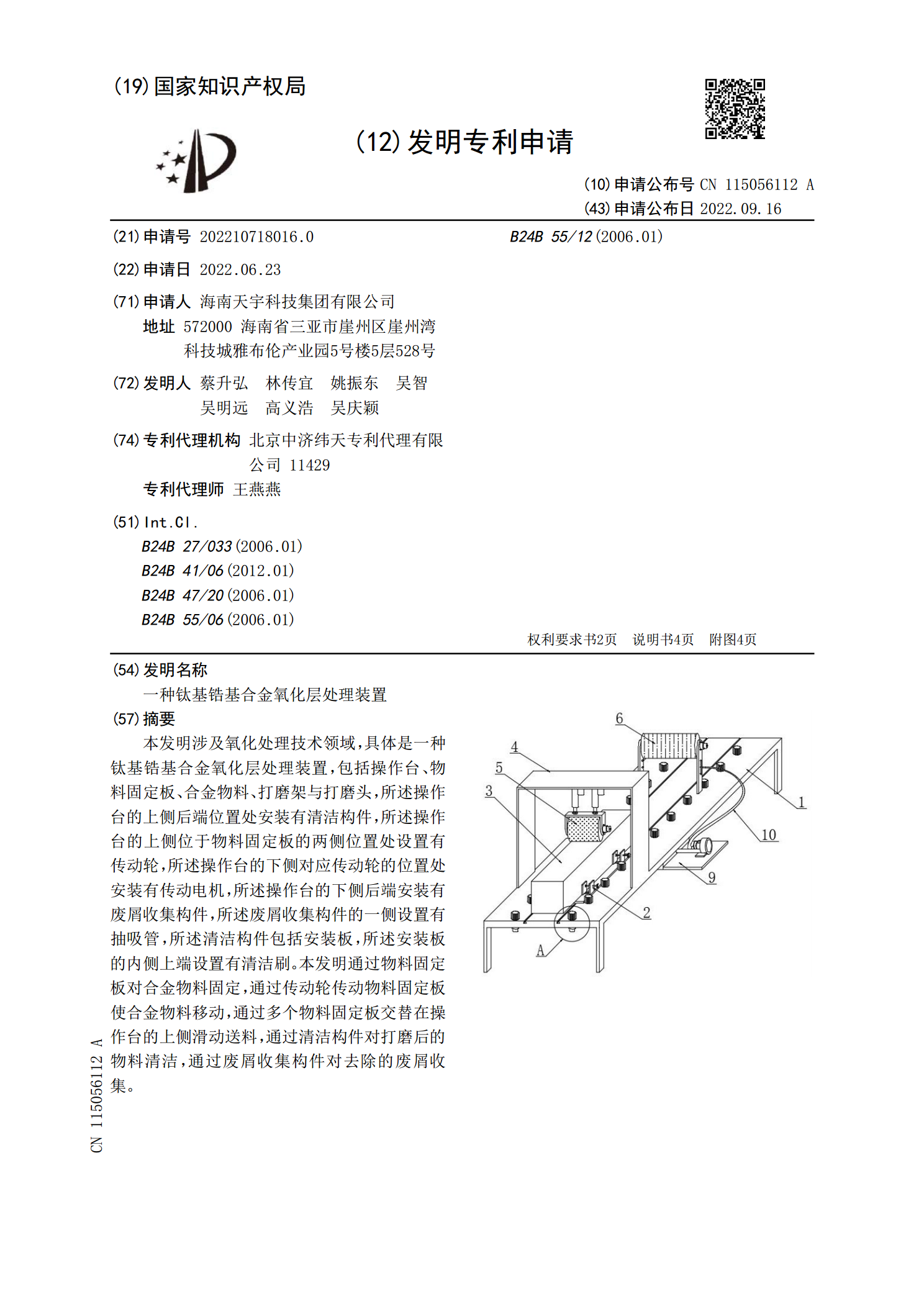
一种钛基锆基合金氧化层处理装置.pdf
本发明涉及氧化处理技术领域,具体是一种钛基锆基合金氧化层处理装置,包括操作台、物料固定板、合金物料、打磨架与打磨头,所述操作台的上侧后端位置处安装有清洁构件,所述操作台的上侧位于物料固定板的两侧位置处设置有传动轮,所述操作台的下侧对应传动轮的位置处安装有传动电机,所述操作台的下侧后端安装有废屑收集构件,所述废屑收集构件的一侧设置有抽吸管,所述清洁构件包括安装板,所述安装板的内侧上端设置有清洁刷。本发明通过物料固定板对合金物料固定,通过传动轮传动物料固定板使合金物料移动,通过多个物料固定板交替在操作台的上侧
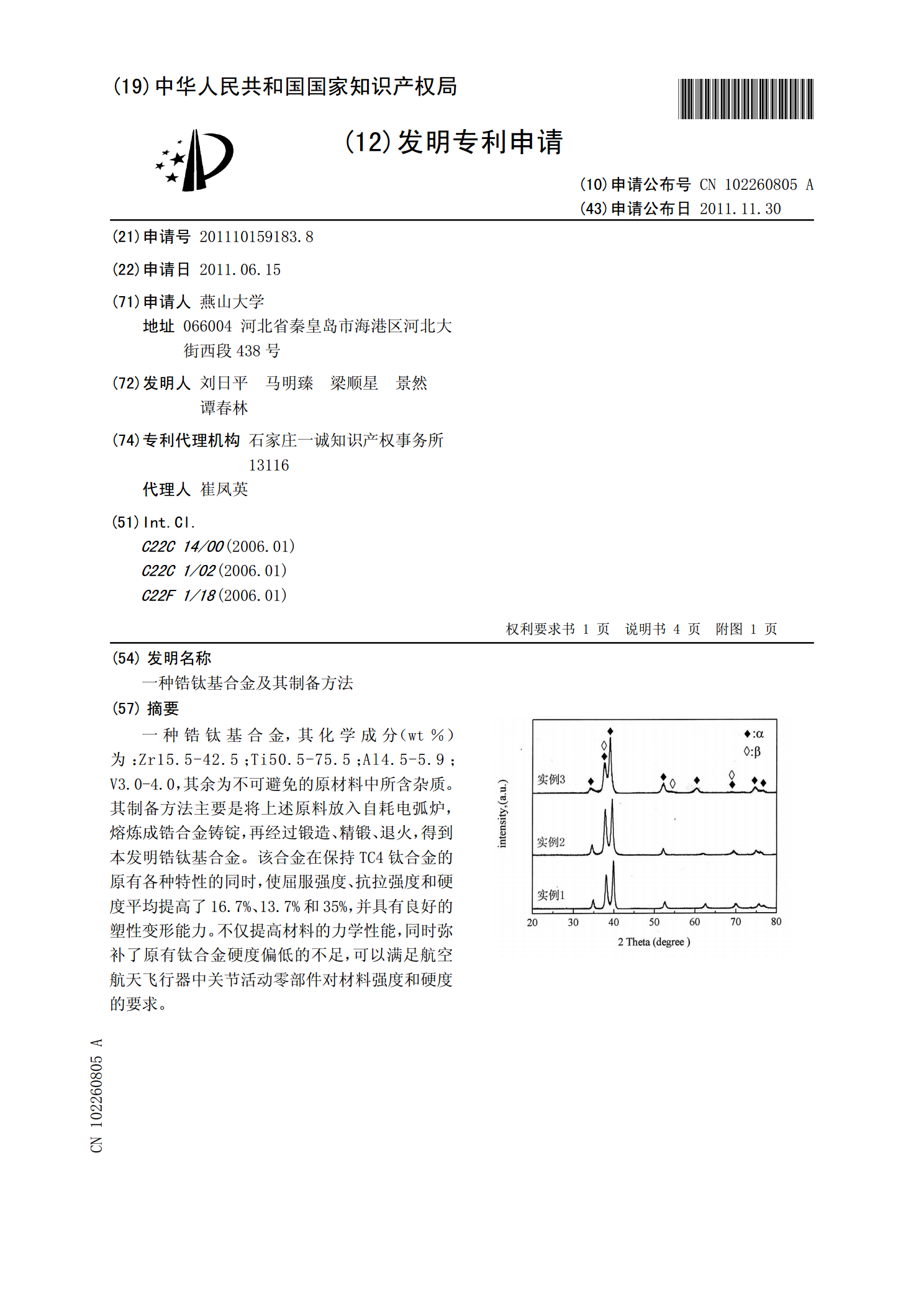
一种锆钛基合金及其制备方法.pdf
一种锆钛基合金,其化学成分(wt%)为:Zr15.5-42.5;Ti50.5-75.5;Al4.5-5.9;V3.0-4.0,其余为不可避免的原材料中所含杂质。其制备方法主要是将上述原料放入自耗电弧炉,熔炼成锆合金铸锭,再经过锻造、精锻、退火,得到本发明锆钛基合金。该合金在保持TC4钛合金的原有各种特性的同时,使屈服强度、抗拉强度和硬度平均提高了16.7%、13.7%和35%,并具有良好的塑性变形能力。不仅提高材料的力学性能,同时弥补了原有钛合金硬度偏低的不足,可以满足航空航天飞行器中关节活动零部件对材料