
一种输电角钢塔塔脚腐蚀损伤补强加固方法.pdf

一条****彩妍

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种输电角钢塔塔脚腐蚀损伤补强加固方法.pdf
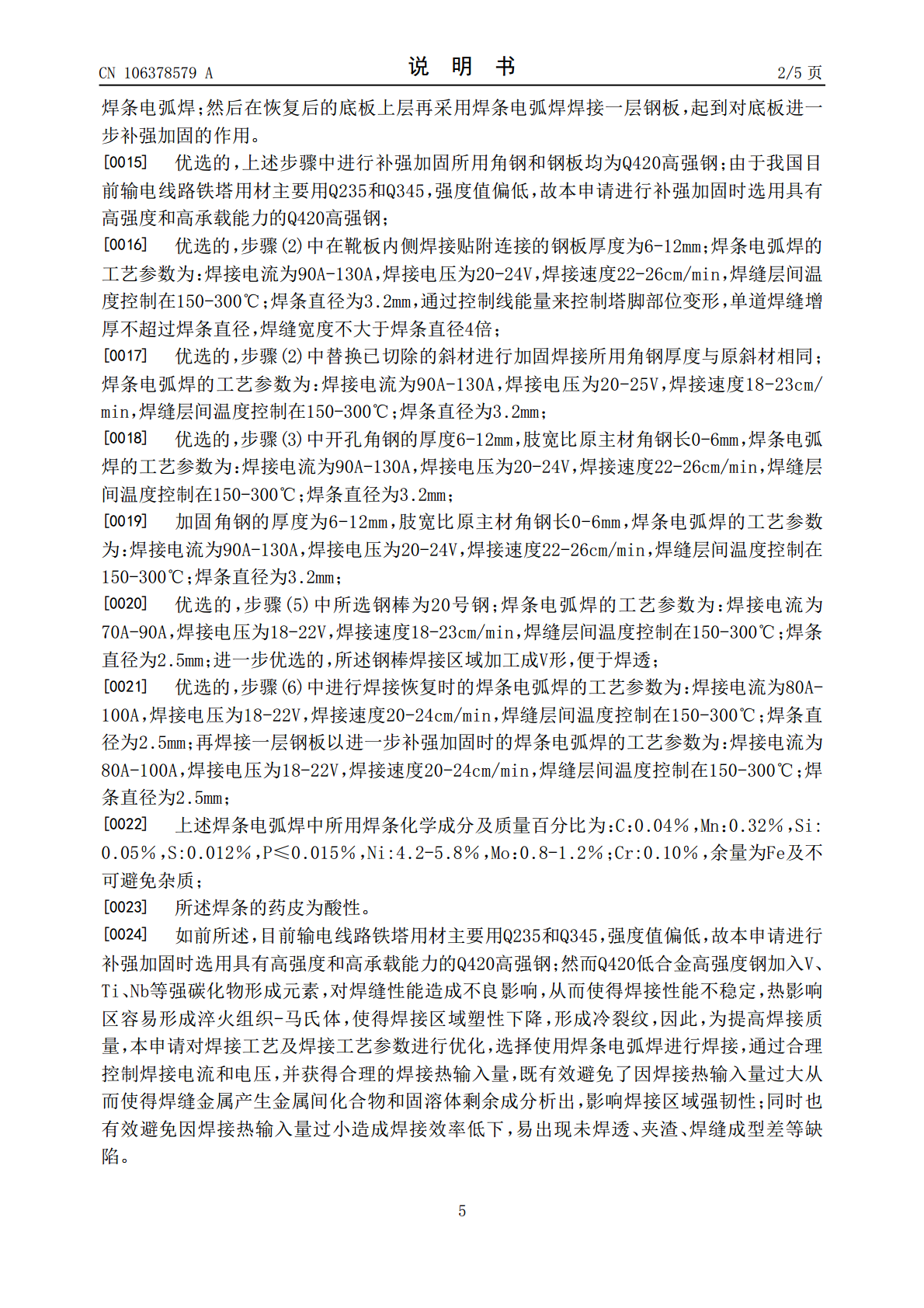
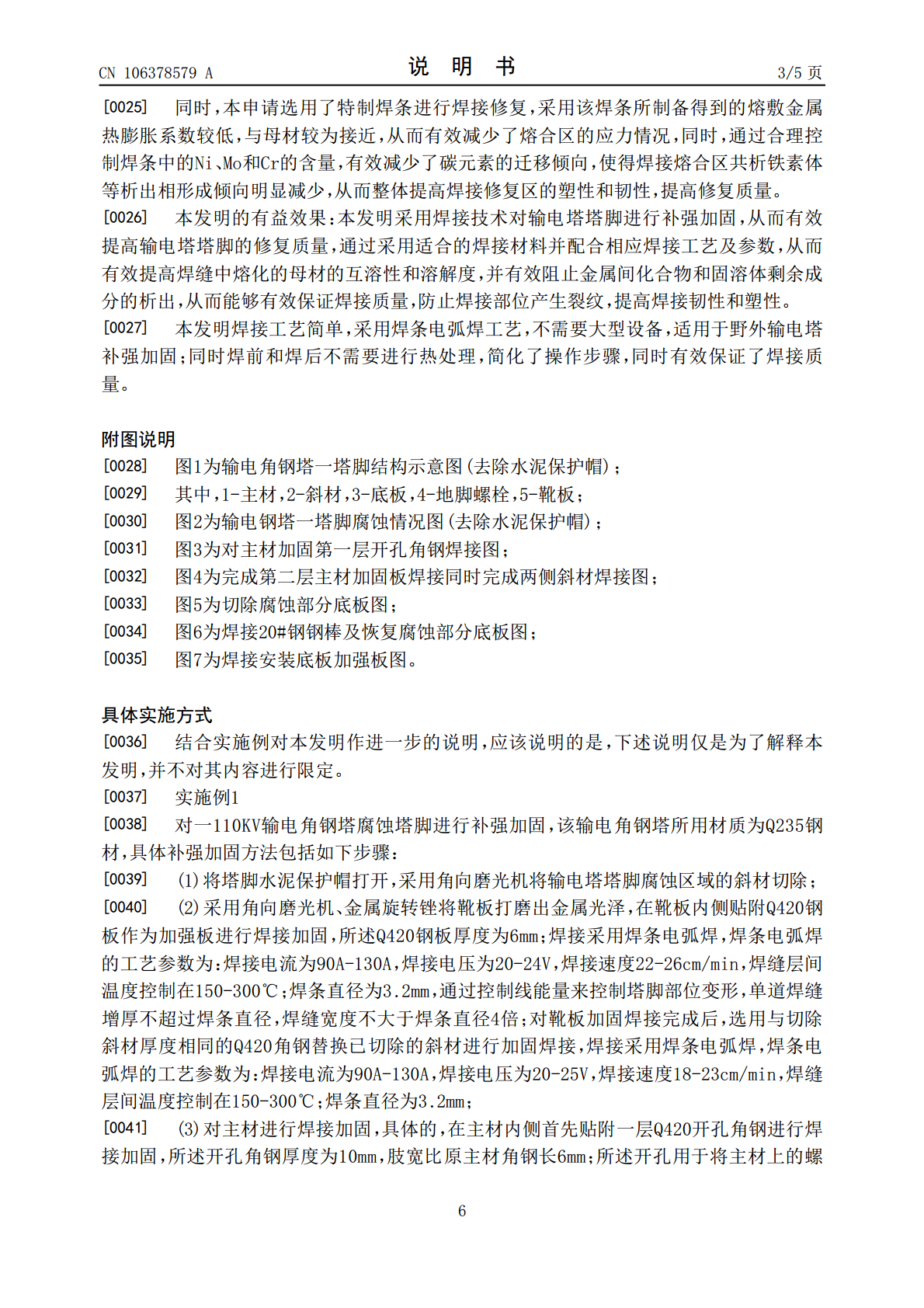
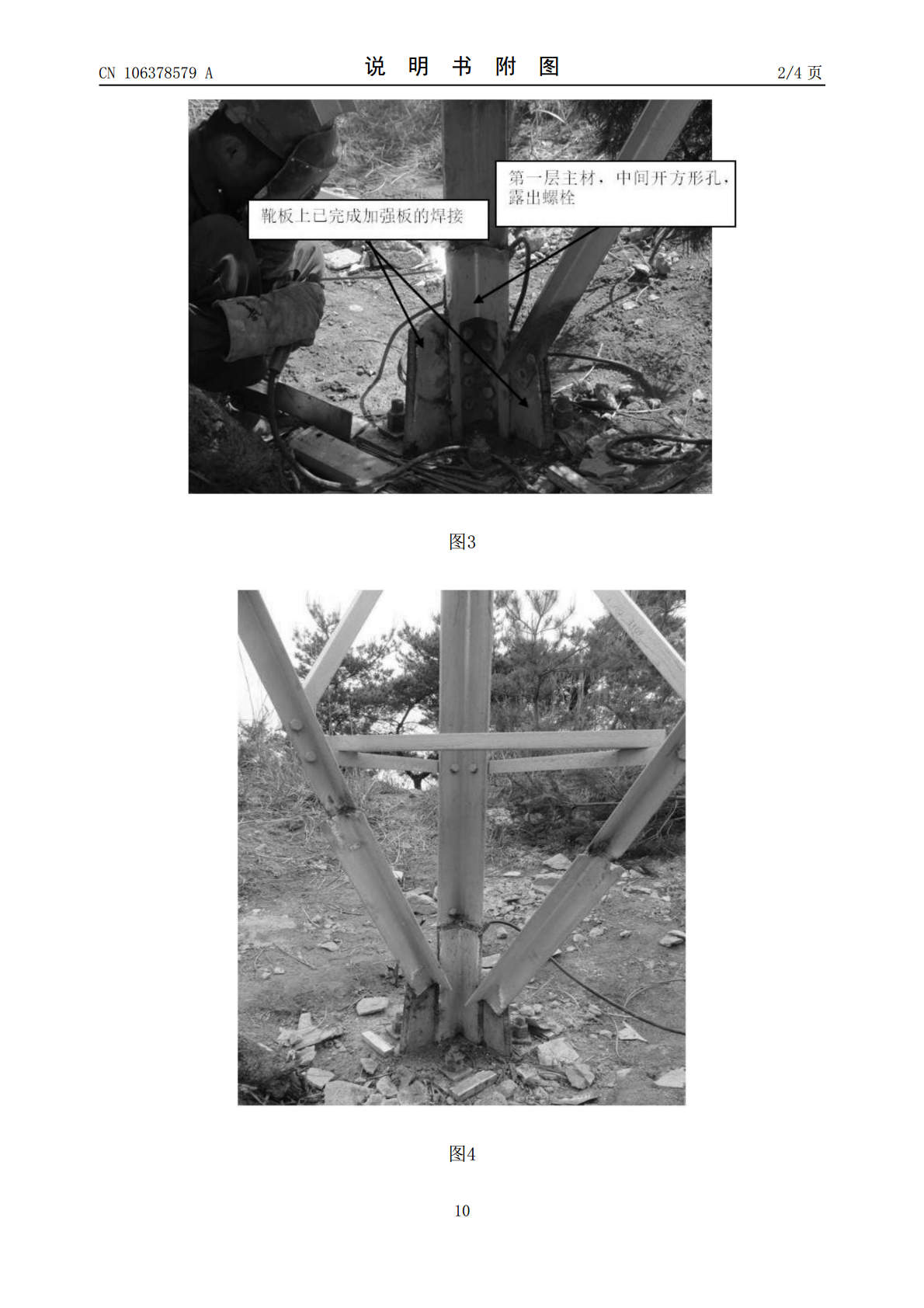
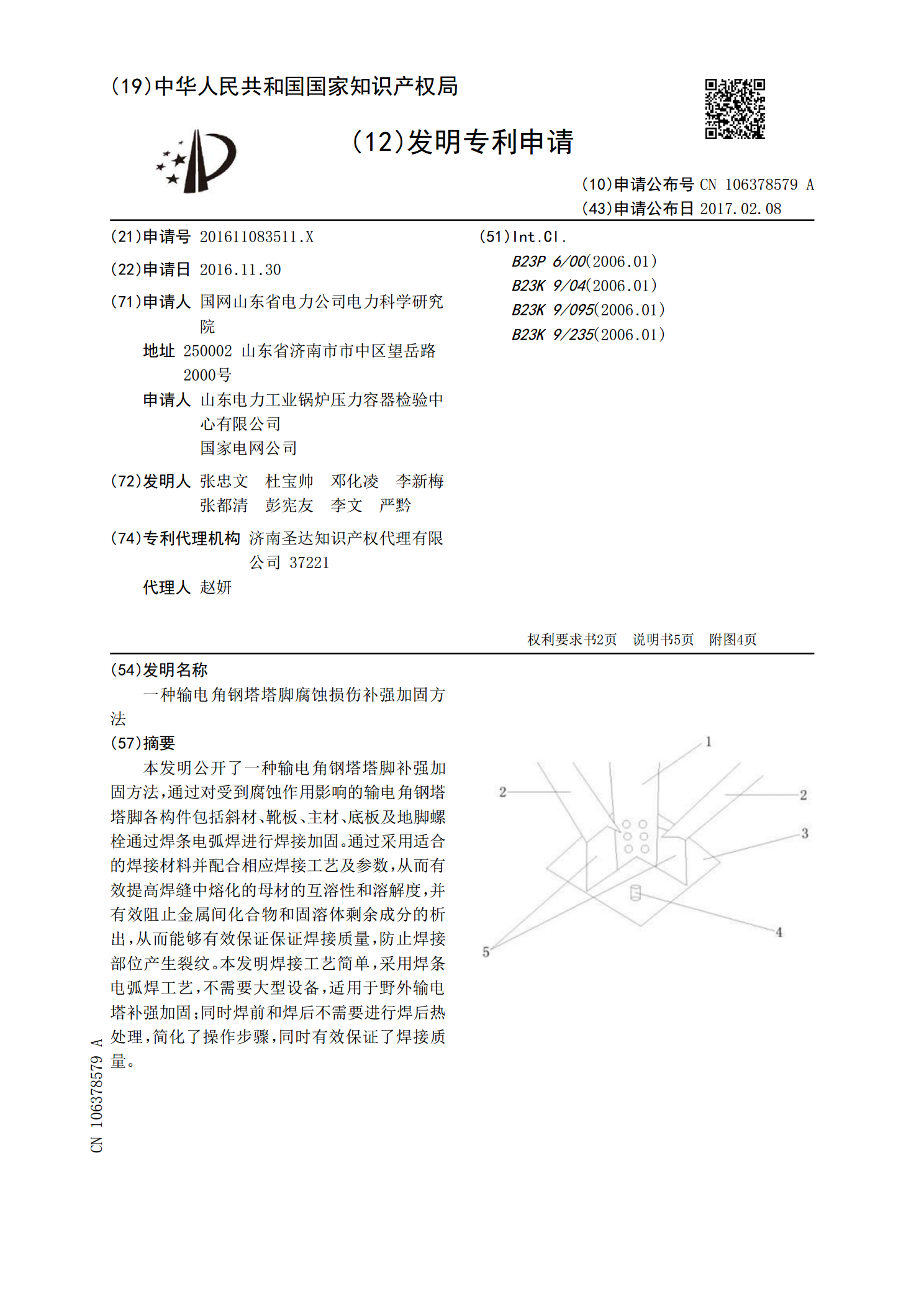
本发明公开了一种输电角钢塔塔脚补强加固方法,通过对受到腐蚀作用影响的输电角钢塔塔脚各构件包括斜材、靴板、主材、底板及地脚螺栓通过焊条电弧焊进行焊接加固。通过采用适合的焊接材料并配合相应焊接工艺及参数,从而有效提高焊缝中熔化的母材的互溶性和溶解度,并有效阻止金属间化合物和固溶体剩余成分的析出,从而能够有效保证保证焊接质量,防止焊接部位产生裂纹。本发明焊接工艺简单,采用焊条电弧焊工艺,不需要大型设备,适用于野外输电塔补强加固;同时焊前和焊后不需要进行焊后热处理,简化了操作步骤,同时有效保证了焊接质量。
一种输电塔带电加固补强方法.pdf
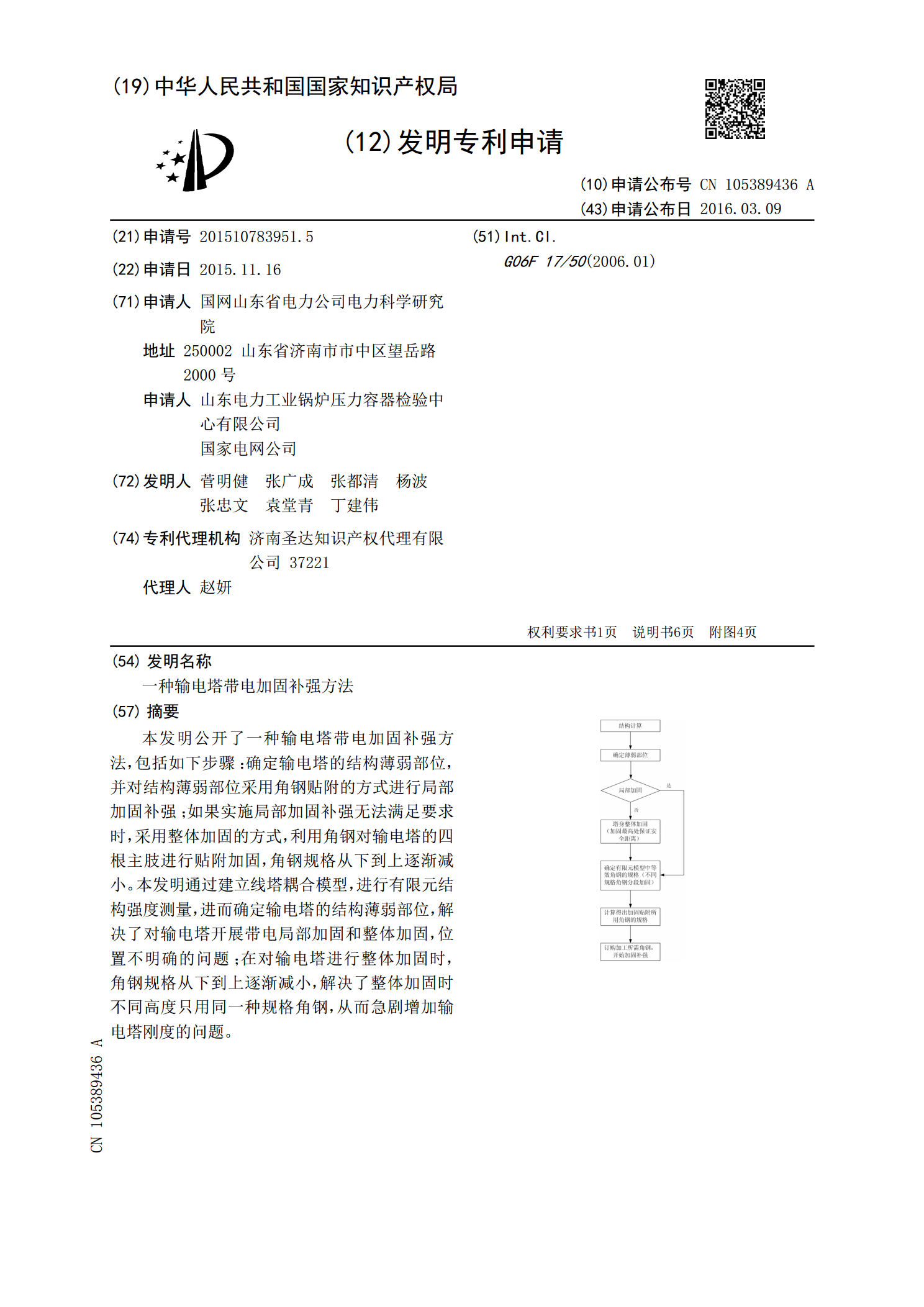
本发明公开了一种输电塔带电加固补强方法,包括如下步骤:确定输电塔的结构薄弱部位,并对结构薄弱部位采用角钢贴附的方式进行局部加固补强;如果实施局部加固补强无法满足要求时,采用整体加固的方式,利用角钢对输电塔的四根主肢进行贴附加固,角钢规格从下到上逐渐减小。本发明通过建立线塔耦合模型,进行有限元结构强度测量,进而确定输电塔的结构薄弱部位,解决了对输电塔开展带电局部加固和整体加固,位置不明确的问题;在对输电塔进行整体加固时,角钢规格从下到上逐渐减小,解决了整体加固时不同高度只用同一种规格角钢,从而急剧增加输电塔
一种输电塔角钢加固装置及方法.pdf
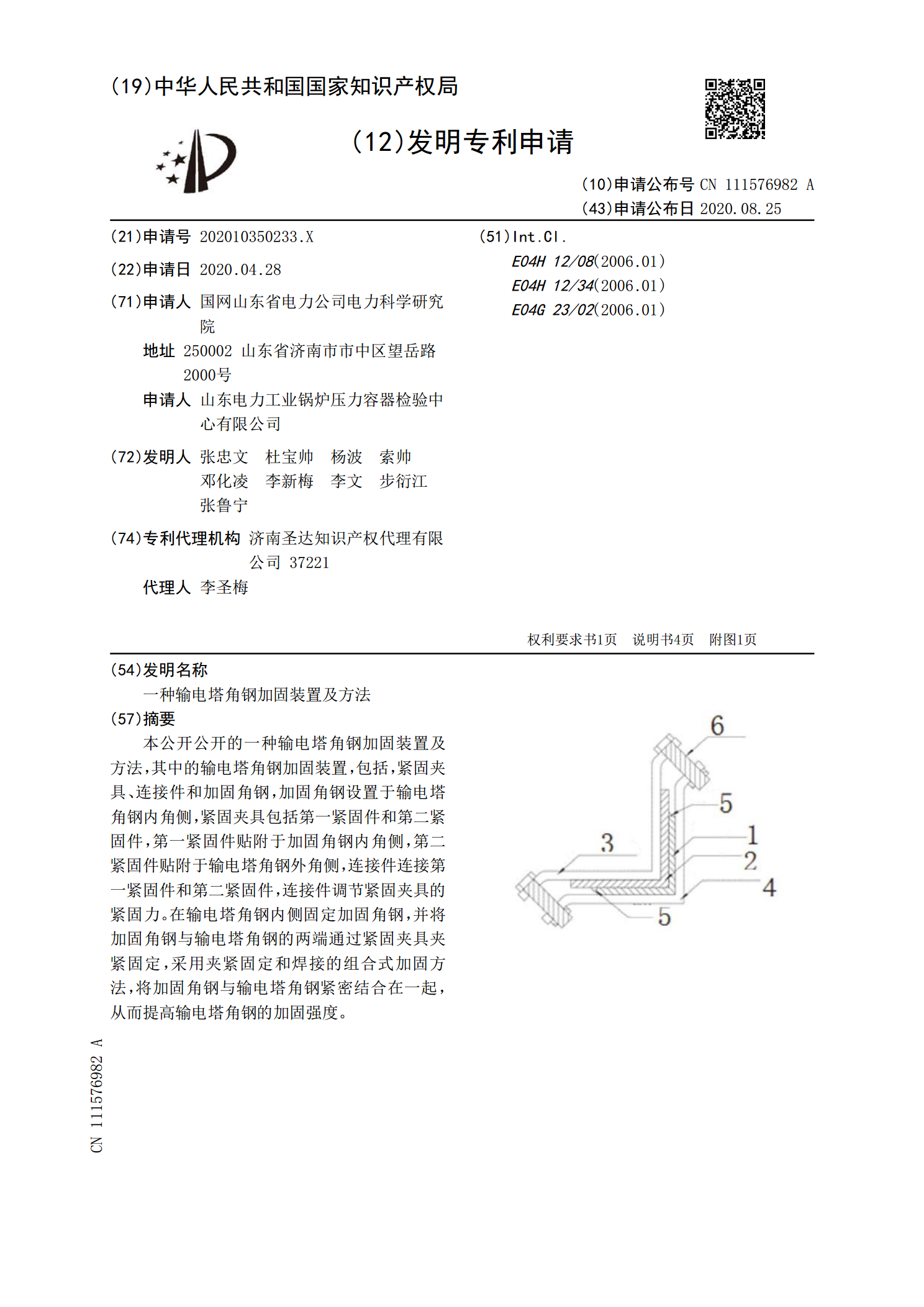
本公开公开的一种输电塔角钢加固装置及方法,其中的输电塔角钢加固装置,包括,紧固夹具、连接件和加固角钢,加固角钢设置于输电塔角钢内角侧,紧固夹具包括第一紧固件和第二紧固件,第一紧固件贴附于加固角钢内角侧,第二紧固件贴附于输电塔角钢外角侧,连接件连接第一紧固件和第二紧固件,连接件调节紧固夹具的紧固力。在输电塔角钢内侧固定加固角钢,并将加固角钢与输电塔角钢的两端通过紧固夹具夹紧固定,采用夹紧固定和焊接的组合式加固方法,将加固角钢与输电塔角钢紧密结合在一起,从而提高输电塔角钢的加固强度。
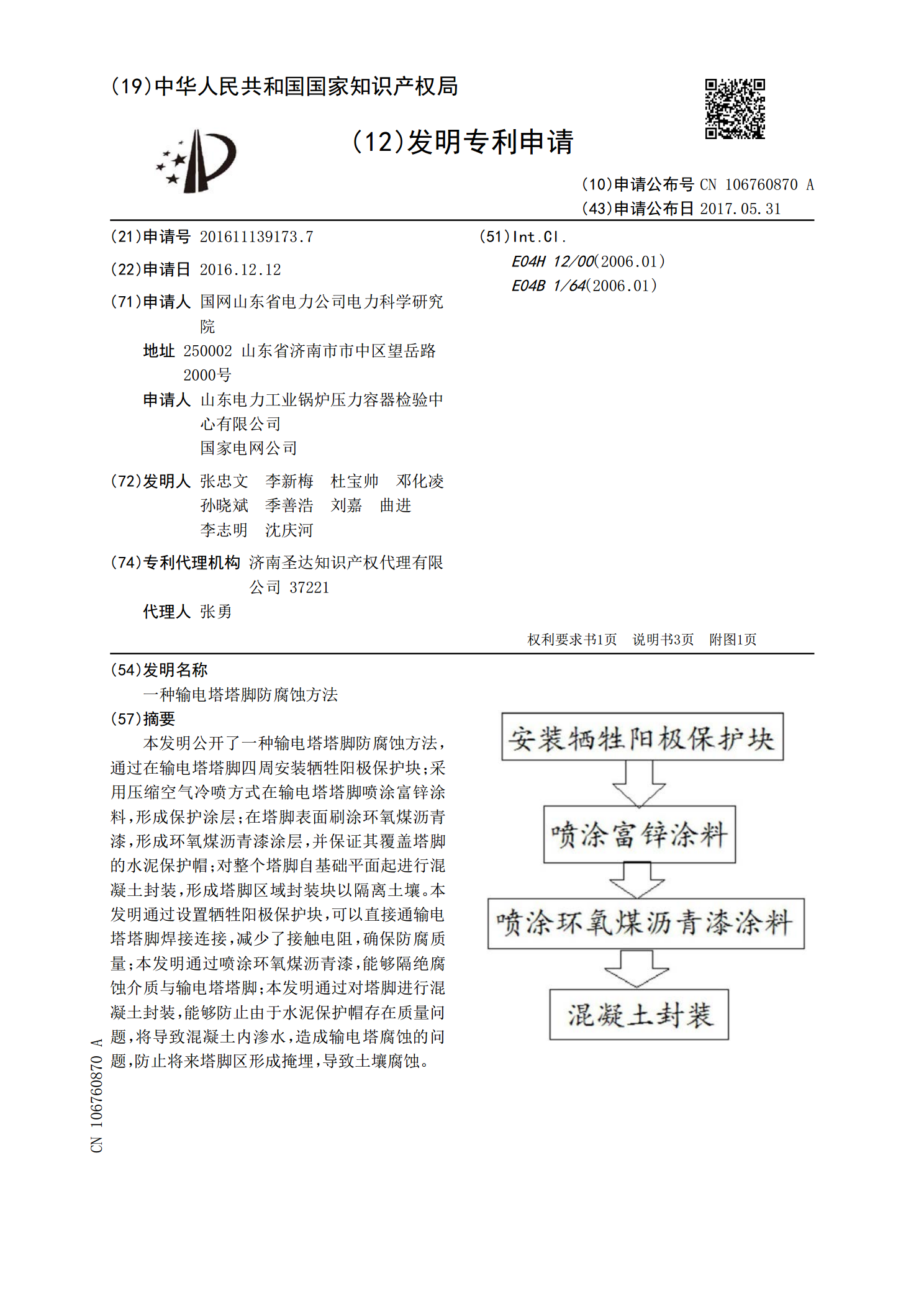
一种输电塔塔脚防腐蚀方法.pdf
本发明公开了一种输电塔塔脚防腐蚀方法,通过在输电塔塔脚四周安装牺牲阳极保护块;采用压缩空气冷喷方式在输电塔塔脚喷涂富锌涂料,形成保护涂层;在塔脚表面刷涂环氧煤沥青漆,形成环氧煤沥青漆涂层,并保证其覆盖塔脚的水泥保护帽;对整个塔脚自基础平面起进行混凝土封装,形成塔脚区域封装块以隔离土壤。本发明通过设置牺牲阳极保护块,可以直接通输电塔塔脚焊接连接,减少了接触电阻,确保防腐质量;本发明通过喷涂环氧煤沥青漆,能够隔绝腐蚀介质与输电塔塔脚;本发明通过对塔脚进行混凝土封装,能够防止由于水泥保护帽存在质量问题,将导致混
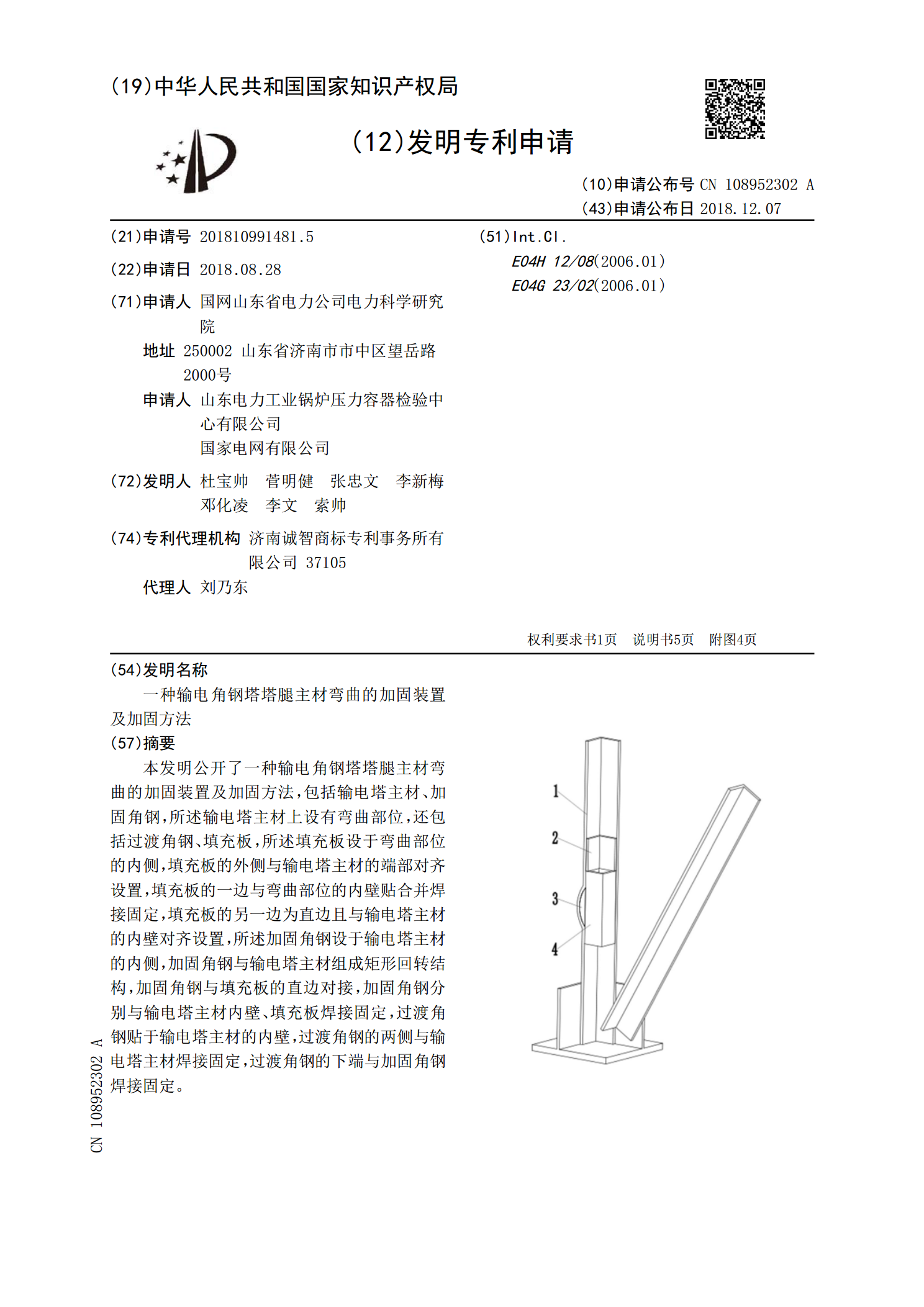
一种输电角钢塔塔腿主材弯曲的加固装置及加固方法.pdf
本发明公开了一种输电角钢塔塔腿主材弯曲的加固装置及加固方法,包括输电塔主材、加固角钢,所述输电塔主材上设有弯曲部位,还包括过渡角钢、填充板,所述填充板设于弯曲部位的内侧,填充板的外侧与输电塔主材的端部对齐设置,填充板的一边与弯曲部位的内壁贴合并焊接固定,填充板的另一边为直边且与输电塔主材的内壁对齐设置,所述加固角钢设于输电塔主材的内侧,加固角钢与输电塔主材组成矩形回转结构,加固角钢与填充板的直边对接,加固角钢分别与输电塔主材内壁、填充板焊接固定,过渡角钢贴于输电塔主材的内壁,过渡角钢的两侧与输电塔主材焊接