
转化炉管变径管铸造工艺.pdf

康平****ng

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
转化炉管变径管铸造工艺.pdf
本发明公开了一种转化炉管变径管铸造工艺方法,采用离心铸造工艺,通过检测化学成分、机械性能及宏观金相组织等相关试验进行检测,可有效的保证了转化炉管变径管的质量,该方法投资少,成本低,废件率低,避免了原材料的浪费;离心铸造加工的铸件,抗高温性能好,寿命长。
变径式加热炉辐射炉管.pdf
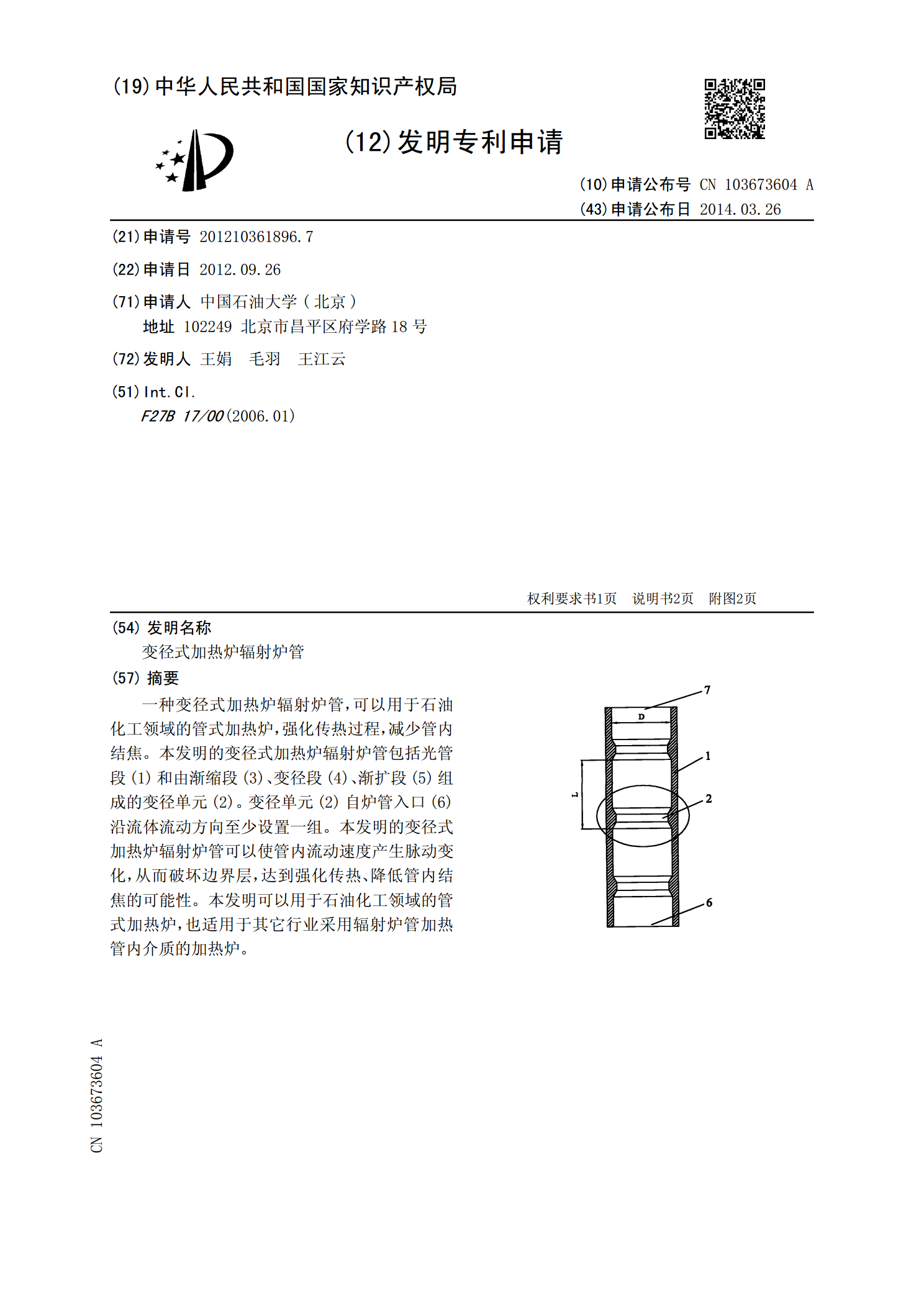
一种变径式加热炉辐射炉管,可以用于石油化工领域的管式加热炉,强化传热过程,减少管内结焦。本发明的变径式加热炉辐射炉管包括光管段(1)和由渐缩段(3)、变径段(4)、渐扩段(5)组成的变径单元(2)。变径单元(2)自炉管入口(6)沿流体流动方向至少设置一组。本发明的变径式加热炉辐射炉管可以使管内流动速度产生脉动变化,从而破坏边界层,达到强化传热、降低管内结焦的可能性。本发明可以用于石油化工领域的管式加热炉,也适用于其它行业采用辐射炉管加热管内介质的加热炉。
变径管收口模具.pdf
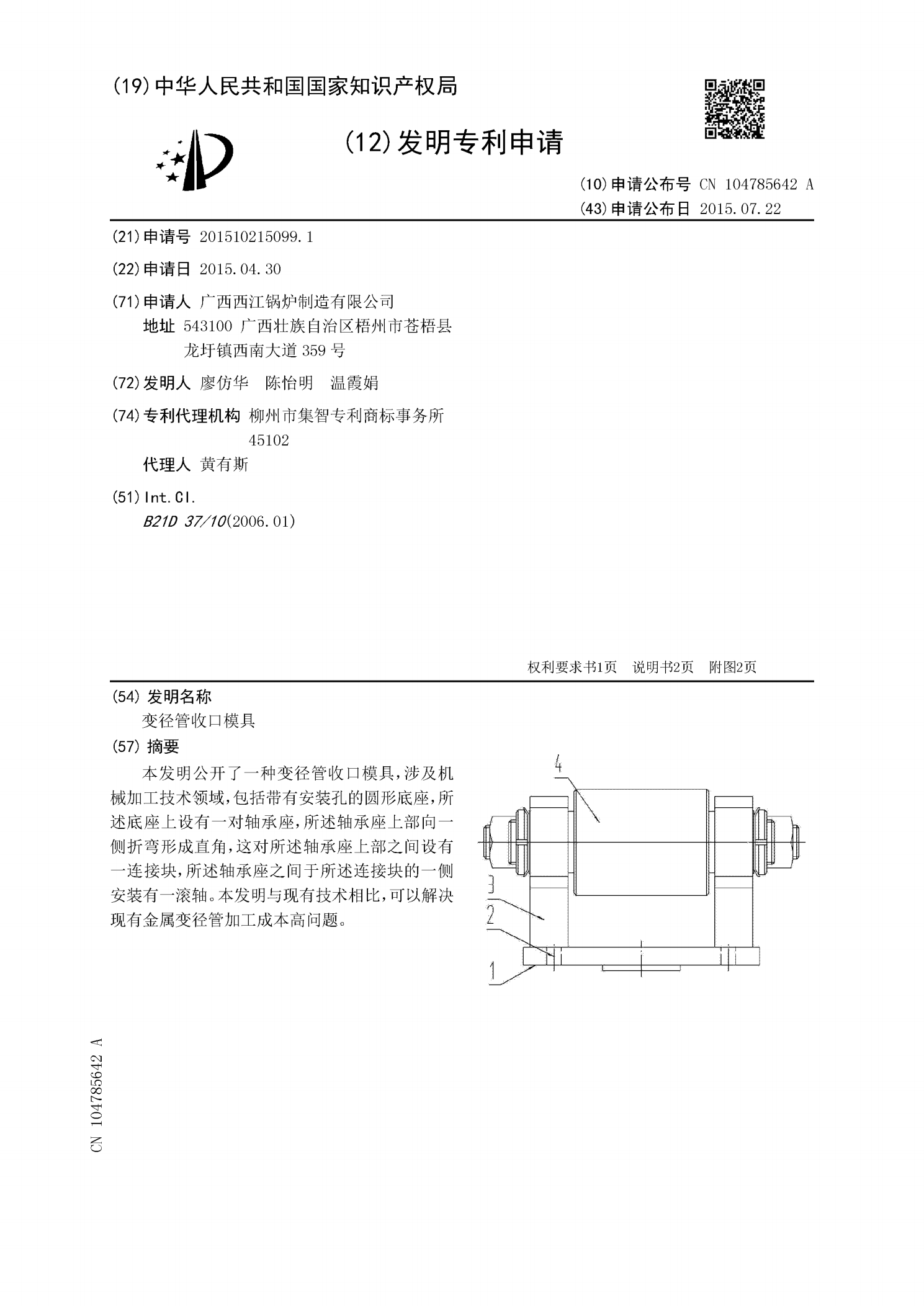
本发明公开了一种变径管收口模具,涉及机械加工技术领域,包括带有安装孔的圆形底座,所述底座上设有一对轴承座,所述轴承座上部向一侧折弯形成直角,这对所述轴承座上部之间设有一连接块,所述轴承座之间于所述连接块的一侧安装有一滚轴。本发明与现有技术相比,可以解决现有金属变径管加工成本高问题。
展开变径管0.ppt
变径管圆变径管的制作B.样板法c.三角形法运用上述三种展开方法将变径管展开后,再在展开图的两侧放出单平咬口留量;展开图上下放出相应留量(若不需要采取措施套法兰,只分别放出法兰的翻边留量;需要加设直管,则应分别放出单立咬口的单双边留量)。矩形变径管变径管的展开可以是一块板料、两块板料也可以是四块板料组成。实践中往往需要根据风管口径、板料的规格来作决定。方圆变径管的制作展开放样1。若为正心方圆变径管,只需1/4圆的等分与连线2。若是一个方向的偏心方圆变径管,仍有1/2的对称面,此时只需1/2圆的等分与连线。3
变径缓冲耐酸输送管.pdf
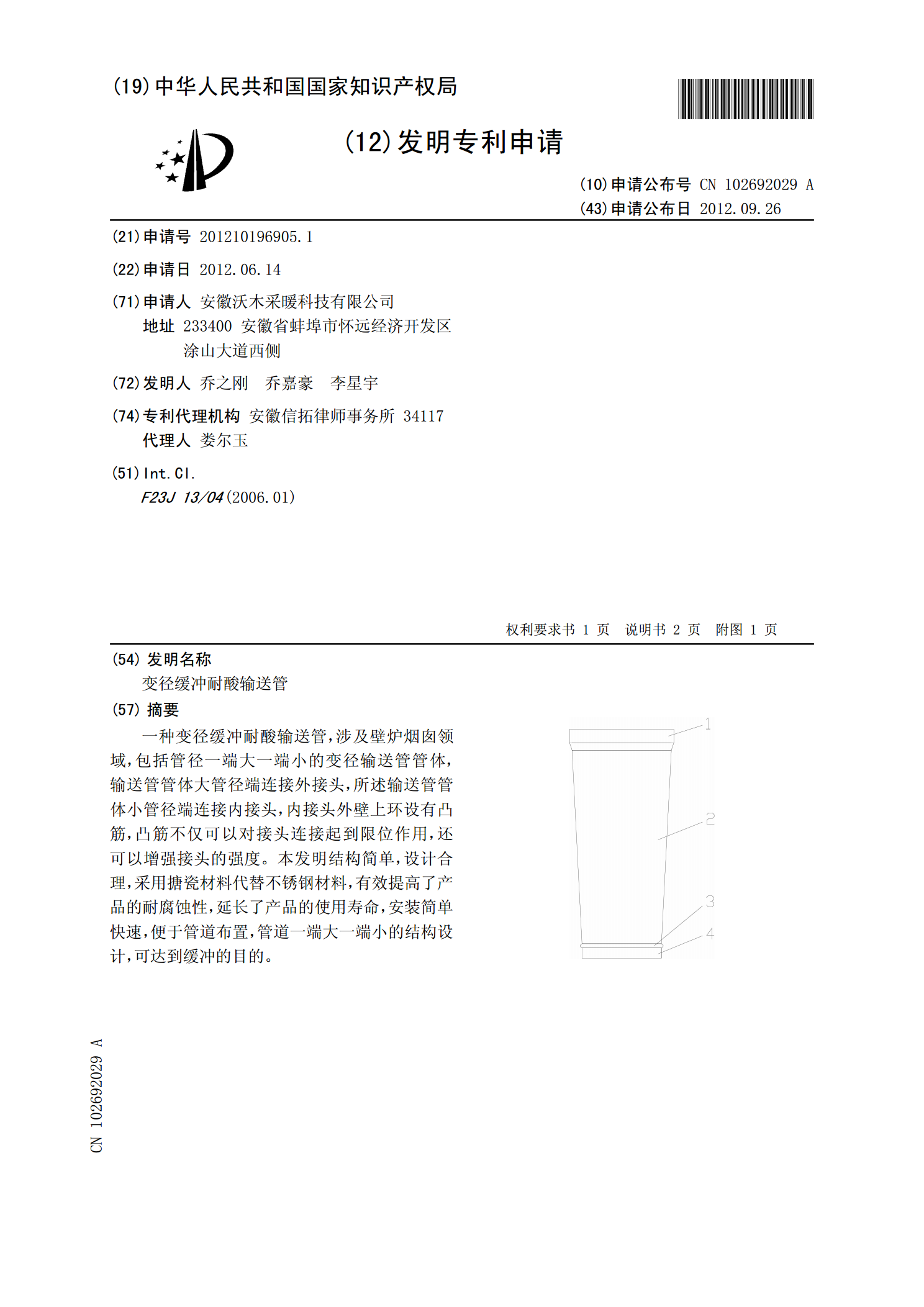
一种变径缓冲耐酸输送管,涉及壁炉烟囱领域,包括管径一端大一端小的变径输送管管体,输送管管体大管径端连接外接头,所述输送管管体小管径端连接内接头,内接头外壁上环设有凸筋,凸筋不仅可以对接头连接起到限位作用,还可以增强接头的强度。本发明结构简单,设计合理,采用搪瓷材料代替不锈钢材料,有效提高了产品的耐腐蚀性,延长了产品的使用寿命,安装简单快速,便于管道布置,管道一端大一端小的结构设计,可达到缓冲的目的。