
一种板式换热器生产工艺.pdf

小长****6淑

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种板式换热器生产工艺.pdf
本发明公开了一种板式换热器生产工艺,其特征在于,包含如下步骤:基板处理;基板裁切;冲压成型;冲孔切边;清洗烘干;组装;焊接:将得到的换热板组放入真空炉中进行高温焊接,高温焊接结束后,停止加热并将焊接构成一整体结构的换热板组密封保留在真空炉中随着真空炉的降温进行冷却,从而使得其在真空环境中冷却,不会发生变色等意外状况;试压:将换热板组放置在2‑3MPa下进行压力承受实验;包装。本发明的板式换热器生产工艺简洁有效,能最大限度保证板式换热器的使用强度和寿命,尤其对于焊接的准备和条件的严格控制,安全高效,质量优异
一种板式换热器镍钎焊生产工艺.pdf
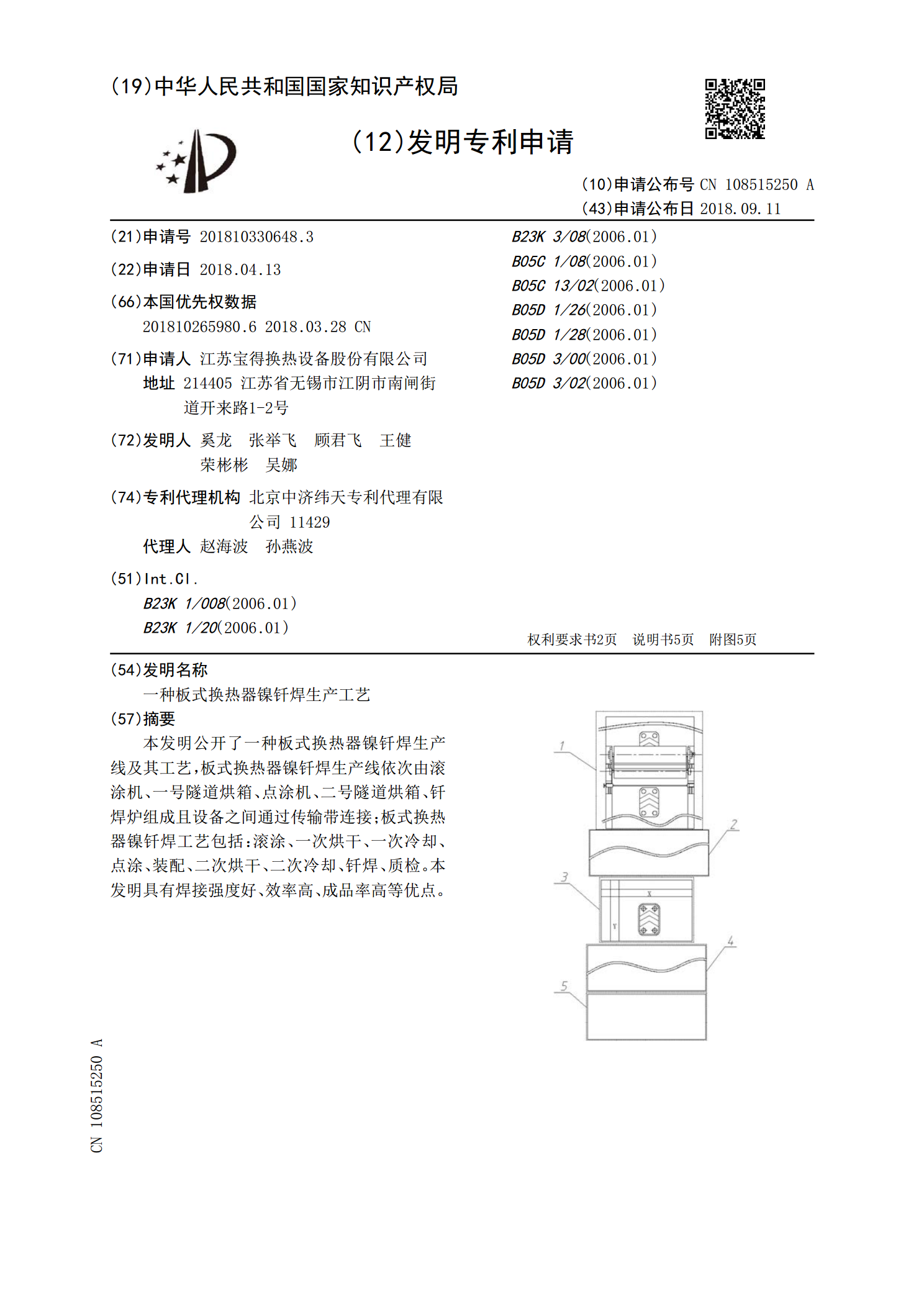
本发明公开了一种板式换热器镍钎焊生产线及其工艺,板式换热器镍钎焊生产线依次由滚涂机、一号隧道烘箱、点涂机、二号隧道烘箱、钎焊炉组成且设备之间通过传输带连接;板式换热器镍钎焊工艺包括:滚涂、一次烘干、一次冷却、点涂、装配、二次烘干、二次冷却、钎焊、质检。本发明具有焊接强度好、效率高、成品率高等优点。

一种板式换热器用防水隔热涂料及其生产工艺.pdf
本发明涉及换热器涂料技术领域,具体涉及一种板式换热器用防水隔热涂料及其生产工艺,该换热材料由如下重量份原料制成:有机蒙脱土15‑20份、十二烷基硫酸钠1‑3份、过氧化苯甲酰2‑4份、苯乙烯1‑4份、丙烯酸酯乳液2‑5份、天然橡胶4‑7份、磷酸三丁酯2‑5份、丙烯酰胺3‑7份、乙酸乙烯酯1‑4份、丙烯酸丁酯1‑3份、甲基丙烯酸甲酯0.5‑2.5份、硅烷偶联剂0.2‑1份、消泡剂0.5‑1份、水适量;本发明所提供的技术方案能够有效克服现有技术所提供的技术方案存在的耐热稳定性差、阻燃性能差等缺陷缺陷。
一种板式换热器.pdf
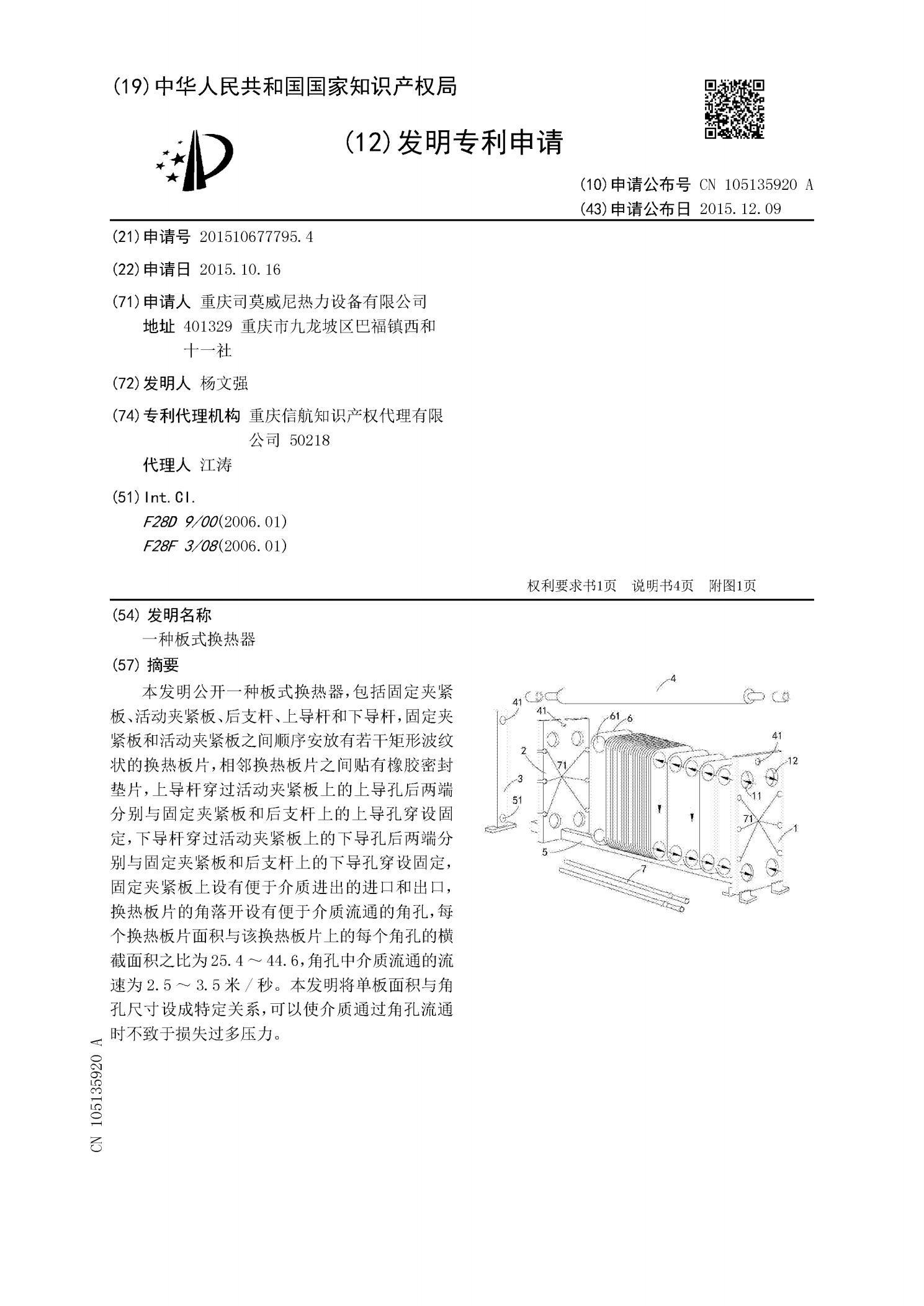
本发明公开一种板式换热器,包括固定夹紧板、活动夹紧板、后支杆、上导杆和下导杆,固定夹紧板和活动夹紧板之间顺序安放有若干矩形波纹状的换热板片,相邻换热板片之间贴有橡胶密封垫片,上导杆穿过活动夹紧板上的上导孔后两端分别与固定夹紧板和后支杆上的上导孔穿设固定,下导杆穿过活动夹紧板上的下导孔后两端分别与固定夹紧板和后支杆上的下导孔穿设固定,固定夹紧板上设有便于介质进出的进口和出口,换热板片的角落开设有便于介质流通的角孔,每个换热板片面积与该换热板片上的每个角孔的横截面积之比为25.4~44.6,角孔中介质流通的流
一种板式换热器.pdf
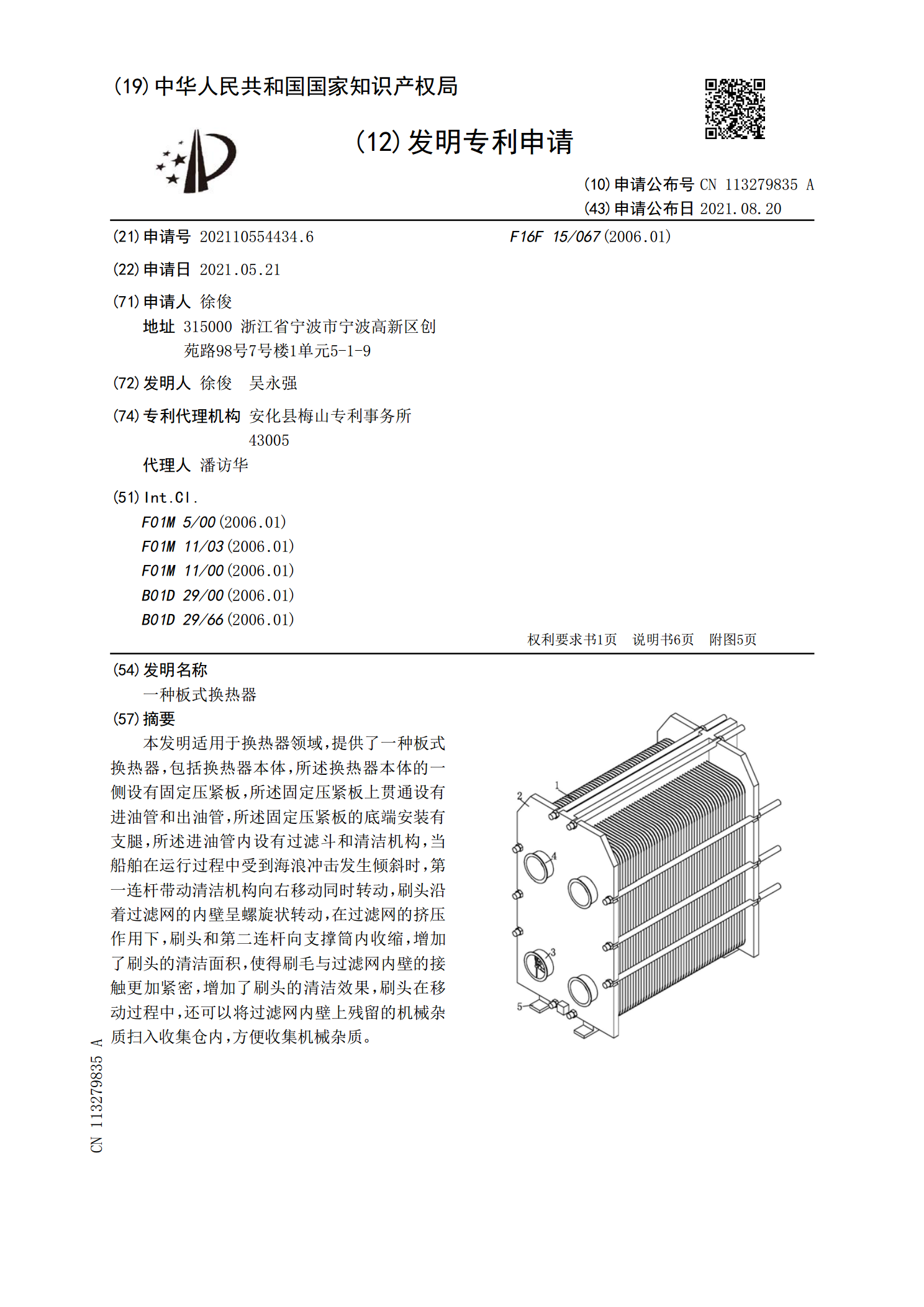
本发明适用于换热器领域,提供了一种板式换热器,包括换热器本体,所述换热器本体的一侧设有固定压紧板,所述固定压紧板上贯通设有进油管和出油管,所述固定压紧板的底端安装有支腿,所述进油管内设有过滤斗和清洁机构,当船舶在运行过程中受到海浪冲击发生倾斜时,第一连杆带动清洁机构向右移动同时转动,刷头沿着过滤网的内壁呈螺旋状转动,在过滤网的挤压作用下,刷头和第二连杆向支撑筒内收缩,增加了刷头的清洁面积,使得刷毛与过滤网内壁的接触更加紧密,增加了刷头的清洁效果,刷头在移动过程中,还可以将过滤网内壁上残留的机械杂质扫入收集