
大长度高强高导铜铬锆合金接触线的生产工艺.pdf

一条****丹淑


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大长度高强高导铜铬锆合金接触线的生产工艺.pdf
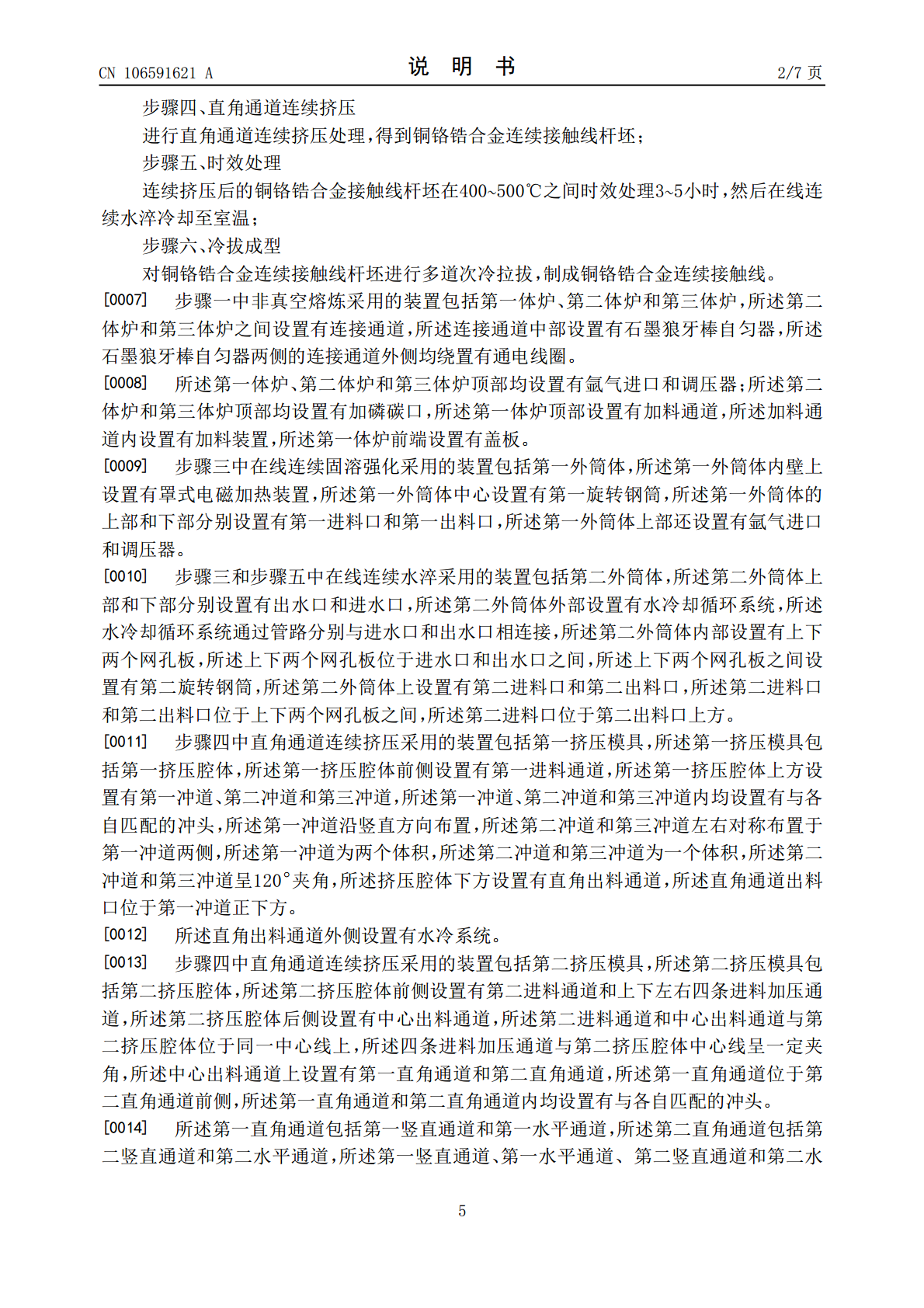
本发明涉及一种大长度高强高导铜铬锆合金接触线的生产工艺,它包括以下工艺步骤:步骤一、非真空熔炼按比例投放标准阴极铜、铜铬中间合金和铜锆中间合金进行铜铬锆合金的熔炼;步骤二、上引连铸采用上引连续铸造方式制备铜铬锆合金连续铸杆;步骤三、在线连续固溶强化步骤四、直角通道连续挤压进行直角通道连续挤压处理,得到铜铬锆合金连续接触线杆坯;步骤五、时效处理步骤六、冷拔成型对铜铬锆合金连续接触线杆坯进行多道次冷拉拔,制成铜铬锆合金连续接触线。本发明实现了铜铬锆合金接触线的连续性生产,而不受炉体容量大小的影响,可生产任意长

小规模试验阶段的铜合金接触线铜铬锆.ppt
一、高速铁路对接触线的要求一、高速铁路对接触线的要求一、高速铁路对接触线的要求电阻率小,导电率高;高的机械强度和综合机械性能;接触线有较好的耐软化性能;较好的耐磨耗性能;接触线的机械性能均匀性好,架设后平顺度好;较好的耐大气腐蚀性能、价格低廉等。一、高速铁路对接触线的要求一、高速铁路对接触线的要求一、高速铁路对接触线的要求二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金三、铜及铜合金接触线生产技术三、

小规模试验阶段的铜合金接触线铜铬锆.ppt
一、高速铁路对接触线的要求一、高速铁路对接触线的要求一、高速铁路对接触线的要求电阻率小,导电率高;高的机械强度和综合机械性能;接触线有较好的耐软化性能;较好的耐磨耗性能;接触线的机械性能均匀性好,架设后平顺度好;较好的耐大气腐蚀性能、价格低廉等。一、高速铁路对接触线的要求一、高速铁路对接触线的要求一、高速铁路对接触线的要求二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金二、接触线用铜及铜合金三、铜及铜合金接触线生产技术三、

一种大长度无焊点铜铬锆接触线的制备方法.pdf
本发明涉及一种大长度无焊点铜铬锆接触线的制备方法,该铜铬锆含有0.7~1.2wt%Cr,0.05~0.15wt%Zr,余量为Cu和不可避免的杂质;其特征在于包括以下工艺流程:1)铸造:通过上引连铸方法制得铜铬锆合金线坯,线坯直径25~35mm;2)冷加工:将铜铬锆合金线坯进行35~70%变形量的冷加工;3)退火处理:将冷加工后的线坯进行退火处理,温度控制在600~800℃,保温时间1~5h,随炉冷却。本发明通过工艺流程的设定以及各个工艺流程参数的设定保证了接触线组织的均匀以及晶粒的细小,从而能够制备出大长

一种高强高导铜铬锆合金长导线的热处理工艺.pdf
本发明涉及高强高导铜铬锆合金领域,具体地说是一种高强高导铜铬锆合金长导线的热处理工艺,克服传统的长导线热处理设备复杂、造价昂贵的缺点,降低铜铬锆合金接触线的生产成本。本发明通过对经过冷加工后的铜铬锆合金棒(线)材进行气氛保护的连续感应加热退火后,合金棒(线材)的性能可实现与电阻炉相同的时效强化效果。另外,通过调整感应加热功率和长导线的移动速度,可以控制铜铬锆合金中的相析出行为,从而提高合金的力学性能和电学性能。