
一种球墨铸铁蜗轮及其制备方法.pdf

哲妍****彩妍

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种球墨铸铁蜗轮及其制备方法.pdf
本发明公开了一种球墨铸铁蜗轮及其制备方法,所述的球墨铸铁蜗轮其成分的重量百分比为:C3.8~4.5%、Si2.0~2.5%、Mn0.2~0.4%、P﹤0.08~0.07%、S≤0.02%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前分析、终脱氧、球墨处理和孕育处理、浇注。该铸造方法简单,通过严格控制球墨铸铁中碳和硅的加入量以及球化处理,铸造出髙性能耐磨的球墨铸铁,特别适合铸造无滤布真空吸滤机的蜗轮。
一种球墨铸铁及其制备方法.pdf
本发明公开了一种球墨铸铁及其制备方法,该种球墨铸铁含有以下重量百分比的化学元素:Si:6.0-6.8%,C:2-2.8%、Mn:0.20-0.25%,Mo:0.65-0.70%,P:0.41-0.45%,S:0.01-0.02%,Cr:0.10-0.35%,其余为原生铁和废钢,该球墨铸铁的制备方法,包括开炉、辅料加入、进行球化处理和孕育处理、合格后即可浇铸,本发明相比现有技术具有以下优点:克服球化不良、球化衰退、缩孔缩松、皮下气孔、夹渣、石墨漂浮、反白口、灰斑等现象,提高合格率。
一种微型蜗轮轴及其制备方法.pdf
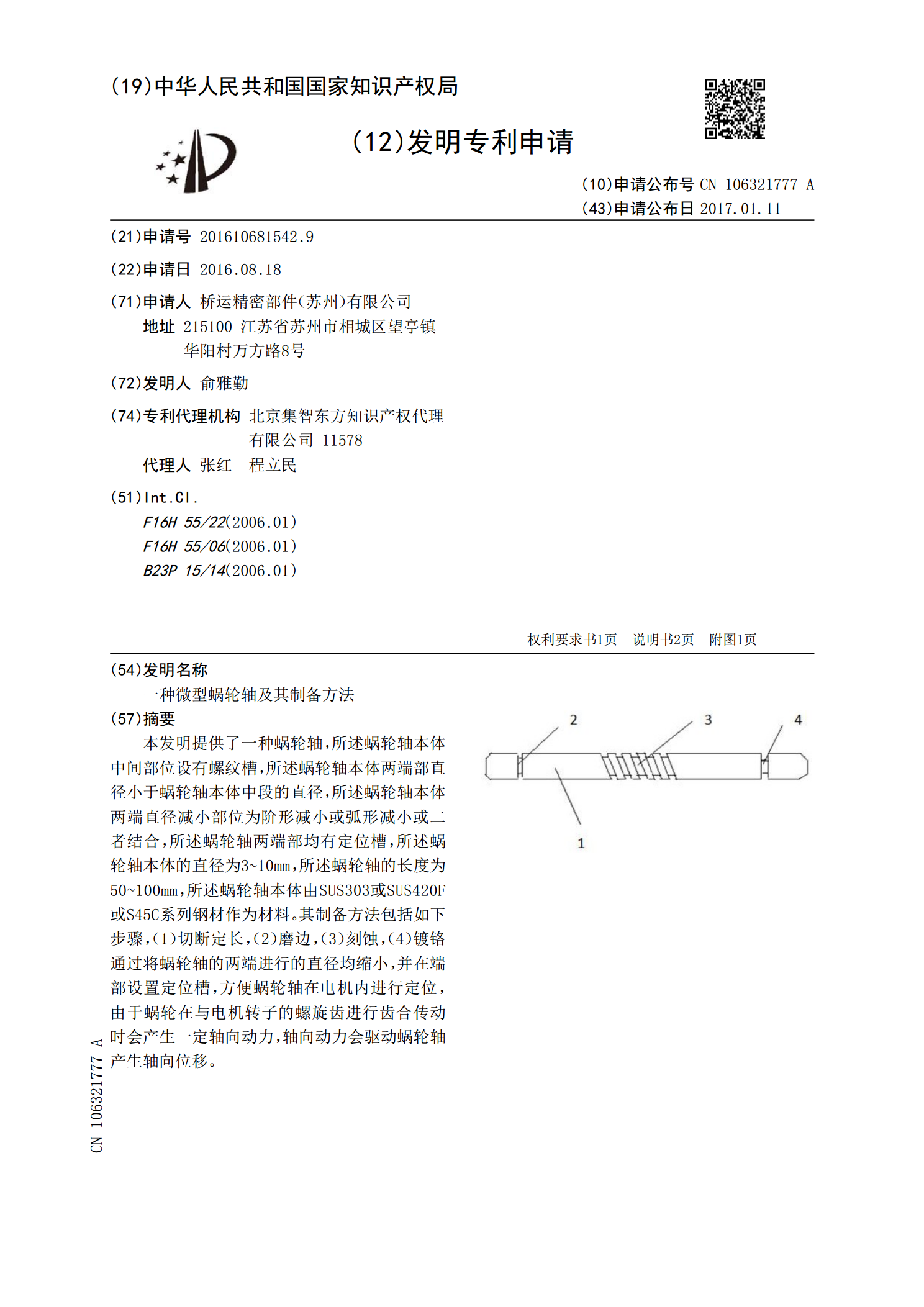
本发明提供了一种蜗轮轴,所述蜗轮轴本体中间部位设有螺纹槽,所述蜗轮轴本体两端部直径小于蜗轮轴本体中段的直径,所述蜗轮轴本体两端直径减小部位为阶形减小或弧形减小或二者结合,所述蜗轮轴两端部均有定位槽,所述蜗轮轴本体的直径为3~10mm,所述蜗轮轴的长度为50~100mm,所述蜗轮轴本体由SUS303或SUS420F或S45C系列钢材作为材料。其制备方法包括如下步骤,(1)切断定长,(2)磨边,(3)刻蚀,(4)镀铬通过将蜗轮轴的两端进行的直径均缩小,并在端部设置定位槽,方便蜗轮轴在电机内进行定位,由于蜗轮在

一种精炼球墨铸铁及其制备方法.pdf
本发明公开了一种精炼球墨铸铁的制备方法,包括以下步骤:(1)生铁与废钢用中频感应电炉在1450‑1480℃下进行熔化,检测并调整铁水的成分至配方要求,加入孕育剂进行孕育;(2)将精炼净化剂置于钢包底部;(3)往钢包中注入孕育后的球墨铸铁铁水,静置3~5min,扒渣,浇注,得铸件;其中,按照质量百分数计,所述精炼净化剂包括CaO:35‑55%;MgO:4‑6%。使用本发明的精炼净化剂减少了球墨铸铁产生夹渣物、气孔、微裂纹缺陷的情况,并且,克服了现有技术中的球墨铸铁在加工中经常出现的点、白斑、苍蝇脚等问题。不

一种球墨铸铁材料及其制备方法.pdf
本发明公开了一种球墨铸铁材料及其制备方法。球墨铸铁材料包括以下重量份数的原料:生铁20‑30份、废钢30‑40份和回炉料20‑50份,最终的合金成分为:C3.0%‑4.0%、Si1.2‑2.9%、Mn0.4‑0.8%、P0‑0.03%、S0‑0.03%、Cu0‑0.8%,其余为Fe。本发明的球墨铸铁通过在铁液中加入增碳剂和硅铁,使得铁液达到一个良好的状态,在此基础上再进行球化处理,通过加入球化剂、孕育剂和表面覆盖剂,铁水组织的球化率达到90%以上。制备得到的球墨铸铁的铸态强度能够达到850Mp