
一种铝锂合金的喷射成形方法.pdf

安双****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝锂合金的喷射成形方法.pdf
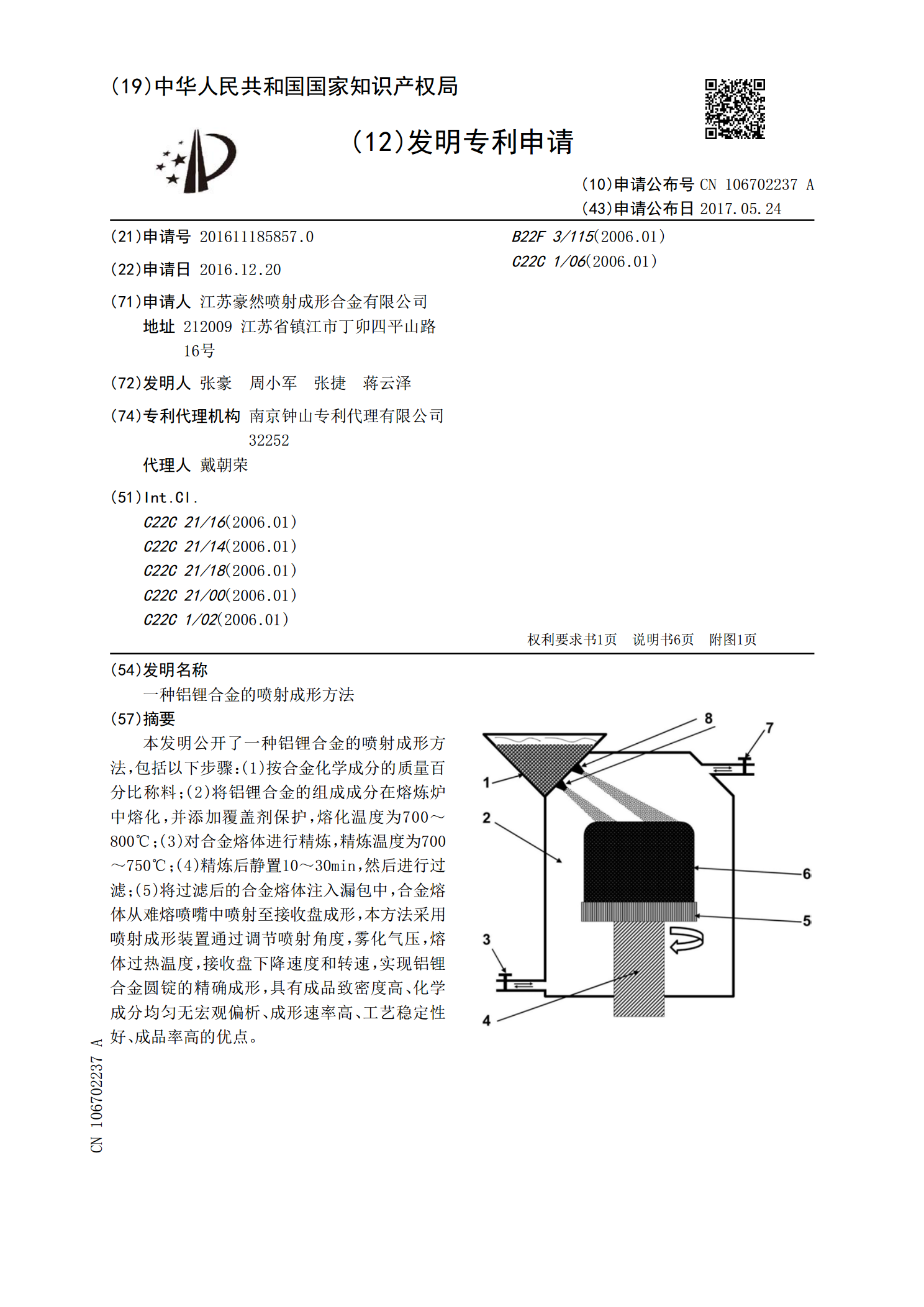
本发明公开了一种铝锂合金的喷射成形方法,包括以下步骤:(1)按合金化学成分的质量百分比称料;(2)将铝锂合金的组成成分在熔炼炉中熔化,并添加覆盖剂保护,熔化温度为700~800℃;(3)对合金熔体进行精炼,精炼温度为700~750℃;(4)精炼后静置10~30min,然后进行过滤;(5)将过滤后的合金熔体注入漏包中,合金熔体从难熔喷嘴中喷射至接收盘成形,本方法采用喷射成形装置通过调节喷射角度,雾化气压,熔体过热温度,接收盘下降速度和转速,实现铝锂合金圆锭的精确成形,具有成品致密度高、化学成分均匀无宏观偏析

铝锂合金的喷射成形保护系统、喷射成形系统及制备方法.pdf
本发明提供了一种铝锂合金的喷射成形保护系统、喷射成形系统及制备方法,本发明喷射成形系统的中间合金熔炼炉、基体合金熔炼炉和雾化喷枪通过管道连通,熔炼炉与真空泵连接,在活泼金属元素置入前均进行抽真空处理,并通入保护气体惰性气体;三者相互连通后,系统中没有空气留存,活泼金属元素从一个装置流入另外一个装置,均处于惰性气体的保护中;且熔体是通过惰性气体的压力从一个装置流入另一个装置,不必使用人工的方法,避免了活泼金属元素被氧化。即本发明采用全密闭的熔炼系统、惰性气体保护下熔体的输送系统,合金熔体从熔炼到雾化最后实现

一种大规格喷射成形高强铝锂合金的制备方法.pdf
本发明提供一种大规格喷射成形高强铝锂合金的制备方法,包括如下步骤:S1、按合金质量百分数要求配料,铝锭优先使用AL99.95高纯铝锭;S2、将配好的金属料等在一级熔炼炉中进行高温熔炼,采用真空静置除气和氩气除气工艺;S3、再将中间包中的液态金属在惰性气氛中雾化,形成颗粒喷射流,同时调整为4喷嘴全自动喷射成形设备的技术工艺参数,凝固形成大规格高强高韧、低密度铝锂合金锭坯材料;S4、最后将喷射成形的大规格铝锂合金锭坯自然冷却至200℃后,消除残余应力,取出空冷;发明采用喷射成形技术制备大规格铝锂合金材料,并采

一种喷射成形1420铝锂合金空心锭坯的制备方法.pdf
本发明提供了一种喷射成形1420铝锂合金空心锭坯的制备方法,将原料金属铝、金属锂、金属镁、金属锆在一级熔炼炉中进行熔炼,形成液态金属混合液;一次除渣除气;液态金属混合液在中间包中保温,并二次除渣除气;在中间包中将液态金属混合液在惰性气氛中进行雾化形成颗粒喷射流,调整喷射设备的技术参数,控制所述颗粒喷射流高速沉积到基体上,凝固形成1420铝锂合金空心坯材料;将喷射成形的所述1420铝锂合金空心坯材料自然冷却,消除残余应力;车削、脱模获得成品。制备出1420铝锂合金空心锭坯,并进行相应的热加工工艺和热处理工艺
铝锂合金板材的成形强化方法、铝锂合金强化构件和模具.pdf
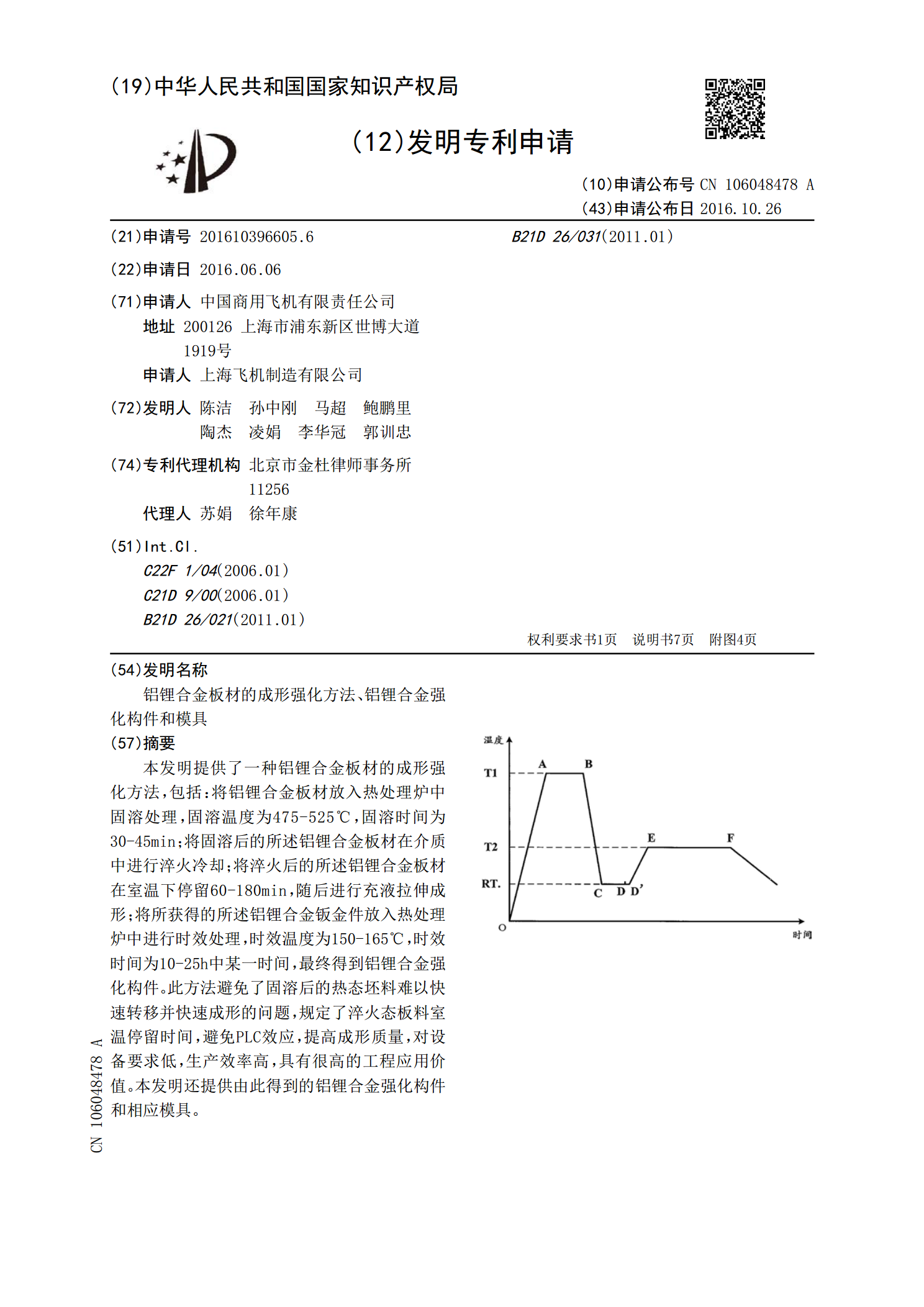
本发明提供了一种铝锂合金板材的成形强化方法,包括:将铝锂合金板材放入热处理炉中固溶处理,固溶温度为475‑525℃,固溶时间为30‑45min;将固溶后的所述铝锂合金板材在介质中进行淬火冷却;将淬火后的所述铝锂合金板材在室温下停留60‑180min,随后进行充液拉伸成形;将所获得的所述铝锂合金钣金件放入热处理炉中进行时效处理,时效温度为150‑165℃,时效时间为10‑25h中某一时间,最终得到铝锂合金强化构件。此方法避免了固溶后的热态坯料难以快速转移并快速成形的问题,规定了淬火态板料室温停留时间,避免P