
超超临界发电机组P92钢主蒸汽管道焊接接头缺陷评定方法.pdf

元枫****文章

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

超超临界发电机组P92钢主蒸汽管道焊接接头缺陷评定方法.pdf
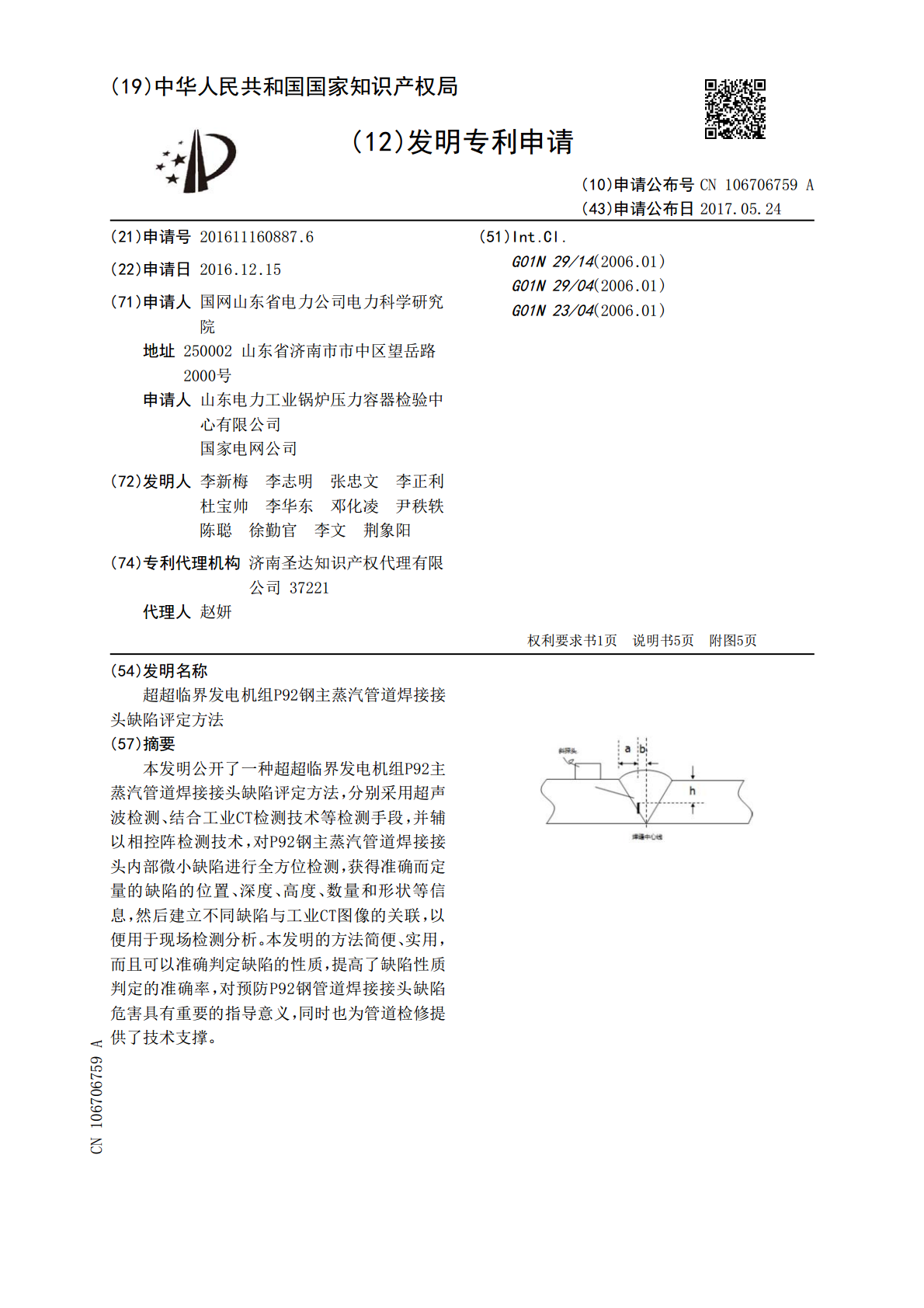
本发明公开了一种超超临界发电机组P92主蒸汽管道焊接接头缺陷评定方法,分别采用超声波检测、结合工业CT检测技术等检测手段,并辅以相控阵检测技术,对P92钢主蒸汽管道焊接接头内部微小缺陷进行全方位检测,获得准确而定量的缺陷的位置、深度、高度、数量和形状等信息,然后建立不同缺陷与工业CT图像的关联,以便用于现场检测分析。本发明的方法简便、实用,而且可以准确判定缺陷的性质,提高了缺陷性质判定的准确率,对预防P92钢管道焊接接头缺陷危害具有重要的指导意义,同时也为管道检修提供了技术支撑。

超(超)临界机组主蒸汽管中的P92钢焊接研究.docx
超(超)临界机组主蒸汽管中的P92钢焊接研究超(超)临界机组主蒸汽管中的P92钢焊接研究热电工业作为国民经济重要的能源产业,在我国具有重要的地位。与此同时,随着经济社会的发展,热电工业在不断寻求更加改良和完善的机组设备,以提高其效益和性能。而超临界机组在其高效率、低排放、可再生资源等方面表现出非常出色的特点,因此成为热电工业技术发展的一大趋势。而超(超)临界机组运行过程中需要承担较高的温度和压力,因此随之而来的就是需要采用高压力、高温度的锅炉主蒸汽管,以保证机组的安全、高效运行。然而,在主蒸汽管的焊接过程

超超临界机组P92钢材的焊接工艺评定.pptx
超(超)临界机组P92钢材的焊接工艺评定主要内容超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定超(超)临界机组P92钢材的焊接工艺评定P92钢焊接工艺评定的要点2.3焊接接头性能指标的确定按照DL/T869的规定,要求焊缝金属的化学成份和力学性能应与母材相当或不低于母材相应规

P92钢焊接接头超声波检测缺陷的分析.docx
P92钢焊接接头超声波检测缺陷的分析随着现代工业的快速发展,P92钢作为高温合金材料在热力设备中被广泛使用,其应用领域包括火电、核电、化工等工业领域。然而,随着使用时间的增加,P92钢焊接接头会出现各种缺陷,这些缺陷对于设备的使用安全和稳定运行会造成严重影响,因此针对P92钢焊接接头缺陷的超声波检测技术变得尤为重要。P92钢焊接接头缺陷的种类主要包括焊接接头内部孔隙、夹杂、裂纹、表面缺陷等多种情况。焊接接头内部孔隙、夹杂和裂纹都是影响焊接接头质量的主要因素。一般情况下,焊接前的基材和焊接工艺决定了此类缺陷

对某电厂2×1000MW超超临界机组主蒸汽管道焊接技术的探讨.docx
对某电厂2×1000MW超超临界机组主蒸汽管道焊接技术的探讨随着世界能源消耗的增加,煤炭、天然气等化石能源是主要的能源供给方式。而电力作为能源的重要形式之一,已经成为了现代社会经济发展的基础设施之一。在电力产业中,电厂作为能源利用的生产基地,主蒸汽管道作为电厂重要的输送管道,具有极高的安全和经济性要求。近年来,人们对电力行业的发展提出了更高的要求和更为严格的标准,这就要求电力设备必须有更高的安全性能、更小的能耗、更少的排放量等。而焊接技术的应用,是提高电力设备安全性能和经济效益的重要途径之一。2×1000