
一种铸铁机床床身的热处理方法.pdf

慧红****ad

1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸铁机床床身的热处理方法.pdf
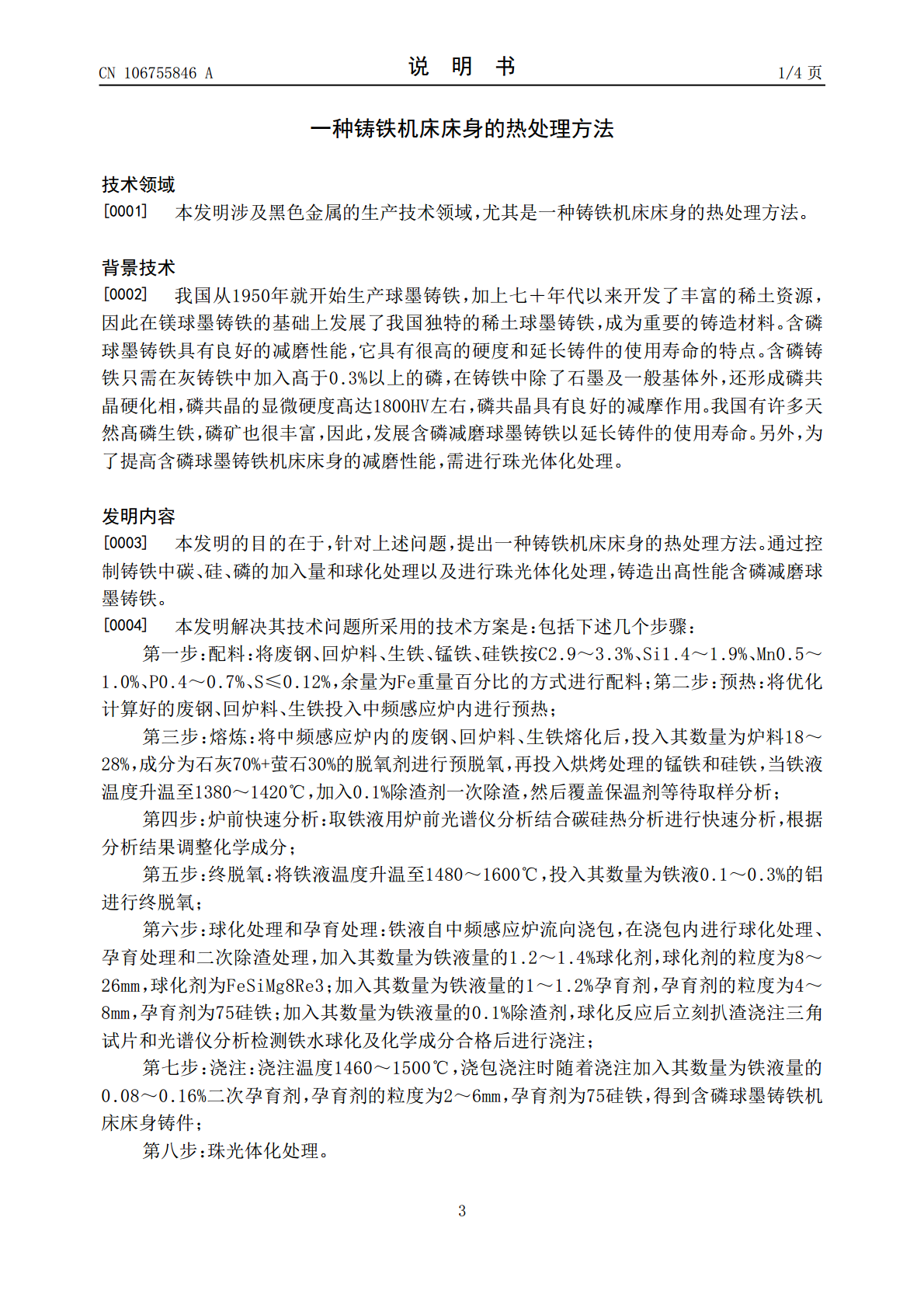
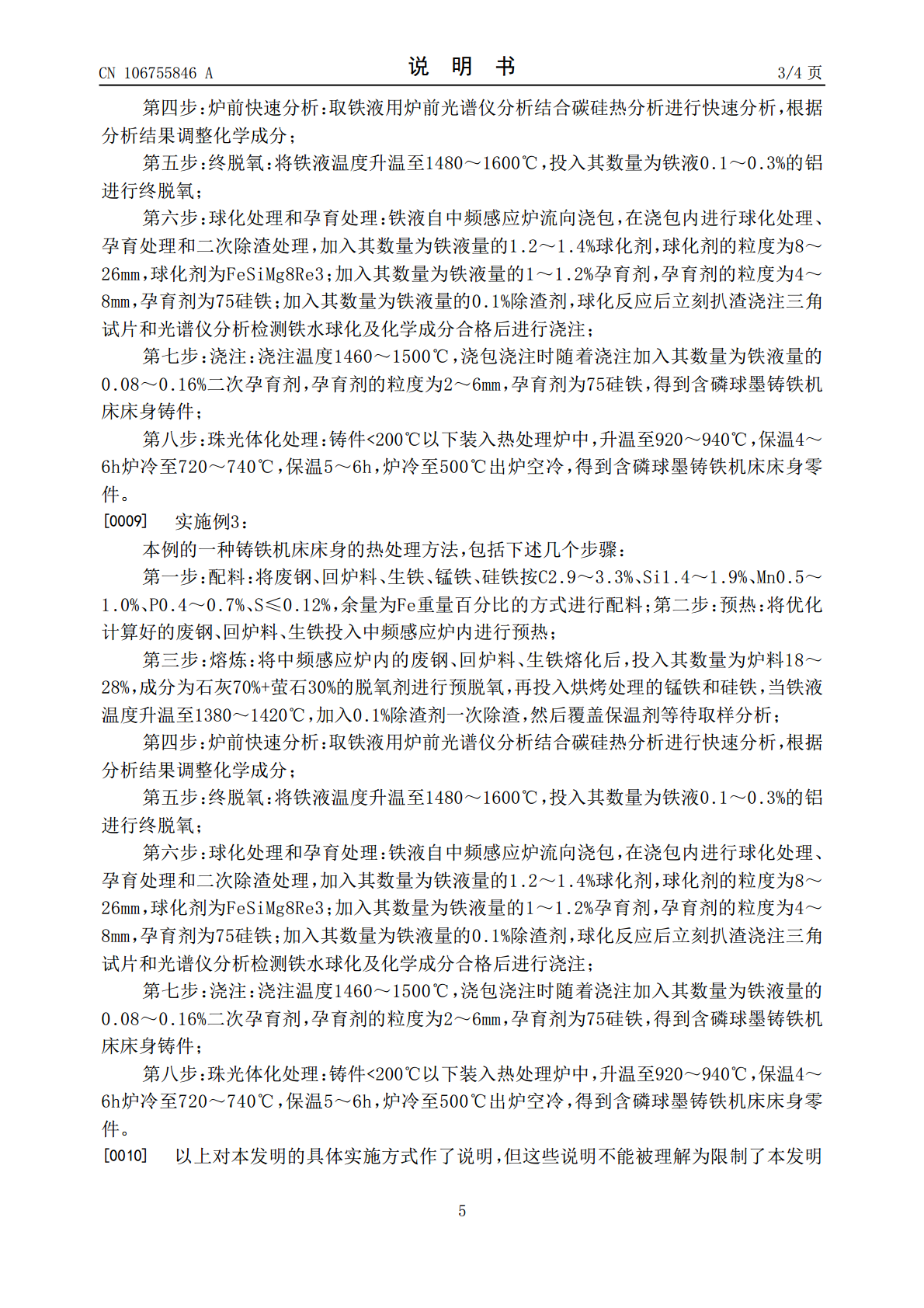
本发明公开了一种铸铁机床床身的热处理方法,所述的铸铁机床床身其成分的重量百分比为:C2.9~3.3%、Si1.4~1.9%、Mn0.5~1.0%、P0.4~0.7%、S≤0.12%,余量为Fe,所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球墨处理和孕育处理、浇注、珠光体化处理。该方法熔炼工艺简单,通过控制铸铁中碳、硅、磷的加入量和球化处理以及进行珠光体化处理,提高铸件的减磨性能,同时降低生产成本,特别适合铸造机床床身。
一种铸铁机床床身及其制备方法.pdf
本发明公开了一种铸铁机床床身及其制备方法,所述的铸铁机床床身其成分的重量百分比为:C2.9~3.3%、Si1.4~1.9%、Mn0.5~1.0%、P0.4~0.7%、S≤0.12%,余量为Fe,所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球墨处理和孕育处理、浇注。该方法熔炼工艺简单,通过控制铸铁中碳、硅和磷的加入量以及球化处理,提高铸件的减磨性能,同时降低生产成本,特别适合铸造机床床身。
一种铸铁座标镗床床身的热处理方法.pdf
本发明公开了一种铸铁座标镗床床身的热处理方法,所述的铸铁座标镗床床身其成分的重量百分比为C3.3~3.7%、Si1.4~2.0%、Mn0.6~1.1%、Ti0.05~0.15%、P≤0.3%、S≤0.12%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球墨处理和孕育处理、浇注、珠光体化处理。该方法熔炼工艺简单,通过控制铸铁中碳、硅和钛的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,同时降低生产成本,特别适合铸造座标镗床床身。
一种切管机床身改造方法与切管机床身.pdf
本发明涉及切管机结构领域,尤其涉及一种切管机床身改造方法与切管机床身,可以提高切管机后卡盘的位移极限,减少物料的浪费。一种切管机床身改造方法,通过改变导轨间的距离,将前卡盘设置在两导轨之间,并设置护罩行程段来容纳压缩后的前护罩,增加了后卡盘的移动距离。一种切管机床身,使用上述方法得到。
一种铣床床身的热处理方法.pdf
本发明公开了一种铣床床身的热处理方法,所述的铣床床身其成分的重量百分比为C3.2~3.7%、Si1.4~2.0%、Mn0.6~1.1%、V0.18~0.35%、Ti0.05~0.15%、Cu0.6~0.8%、P0.2~0.4%、S≤0.12%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球化处理和孕育处理、浇注、珠光体化处理。该方法工艺简单,通过控制铸铁中碳、硅、钒、钛、铜的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造铣床床身。