
一种锆钛合金双辉等离子渗氮的表面强化方法.pdf

猫巷****永安

1/8
2/8
3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锆钛合金双辉等离子渗氮的表面强化方法.pdf
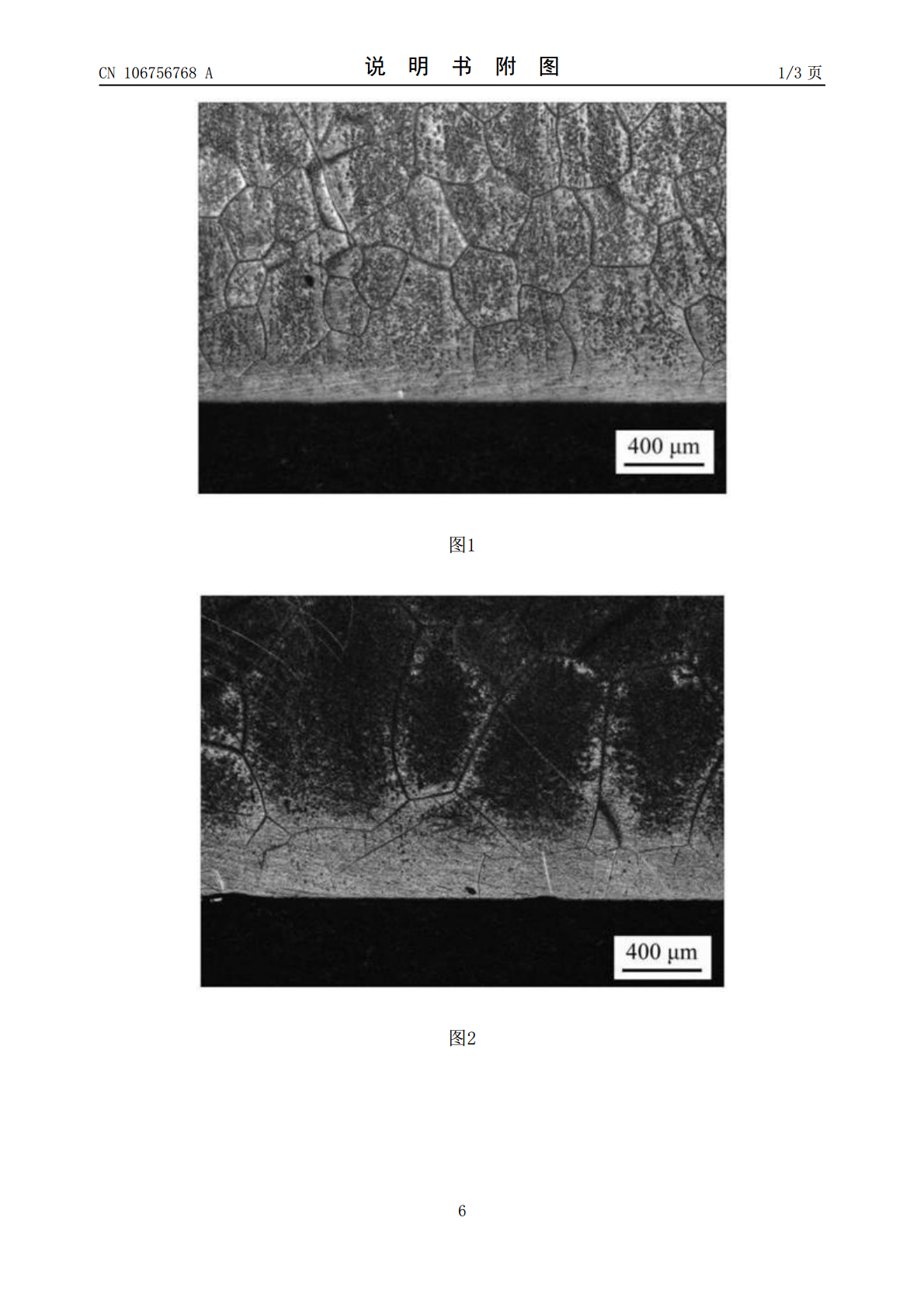
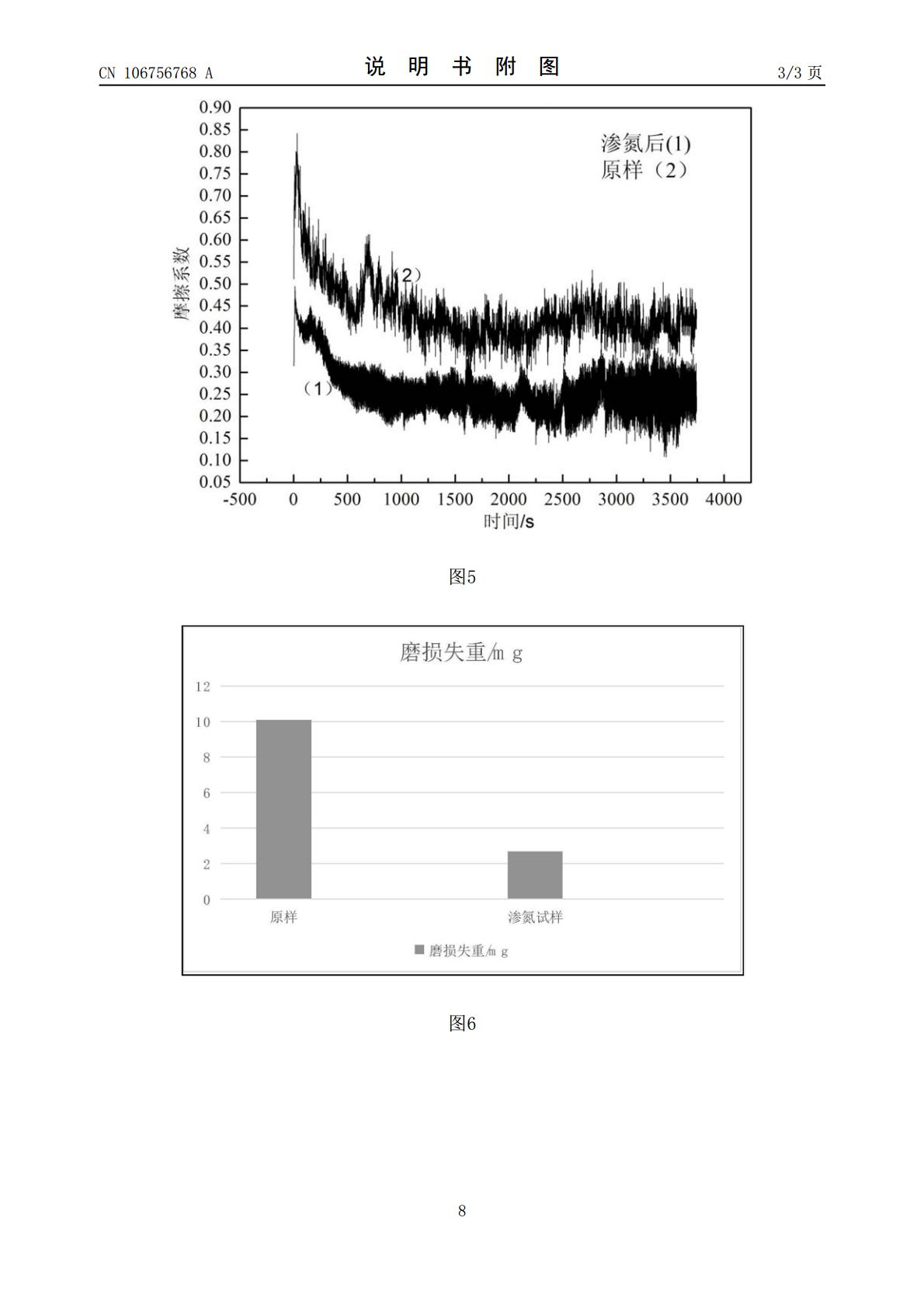
一种锆钛合金双辉等离子渗氮的表面强化方法,其包括以下步骤:将原始态锆钛合金进行打磨、抛光、清洗、烘干,置于双辉等离子表面冶金炉中,源极放置相同材质经过打磨的锆钛合金;抽真空后充入氮气;炉内气压90~130Pa,工件极电压调整至200~300V,保持10min,将工件极电压调整至600~650V,源极电压调整至900~950V,进行双辉等离子渗氮,使温度升至750~850℃,双辉等离子渗氮时间为5h,渗氮完成后随炉冷却。本发明通过加入相同材质的辅助源极,能够节约工件的升温时间,并能提高氮气的电离率,与离子渗
一种钛合金低温表面渗氮方法.pdf
一种钛合金低温表面渗氮,属于金属表面热处理改性技术领域,其特征是先将钛合金表面先进行喷砂清洗,然后进行化学机械研磨、抛光,同时将粉末状晶体氰酸钠(NaCNO)和颗粒状晶体氰酸钾(KCNO)与稀土CeO2粉末按一定比例混合后制成渗氮试剂,将此试剂与处理后的钛合金材料放入到坩埚内压实并密封后烘干,然后将坩埚放入到高温炉内进行加热的一种表面化学热处理工艺方法。其中,氰酸钠(NaCNO)和氰酸钾(KCNO)作为渗氮源,稀土(CeO2)作为催化剂。通过此种低温表面渗氮方法,使钛合金TC21表面形成TiN0.3~1渗

T10钢表面中温双辉等离子渗铬强化的研究.docx
T10钢表面中温双辉等离子渗铬强化的研究T10钢表面中温双辉等离子渗铬强化的研究摘要:本文旨在研究T10钢表面中温双辉等离子渗铬技术的强化效果,通过分析实验结果,得出了T10钢表面中温双辉等离子渗铬能够显著提高其表面硬度和耐磨性的结论。同时,本文还分析了中温双辉等离子渗铬技术的工艺参数,以及这些参数对强化效果的影响。最后,本文总结了中温双辉等离子渗铬技术的优点和应用前景。关键词:中温双辉等离子渗铬、T10钢、表面硬度、耐磨性引言:T10钢是一种常用的结构钢材料,具有良好的强度、韧性和耐磨性,广泛应用于制造
一种表面强化钛合金的渗铁方法.pdf
一种表面强化钛合金,它是一种表面有厚度170-199微米含铁硬化合金层的钛合金;上述表面强化钛合金的渗铁方法主要是渗铁源极材料为工业纯铁,辅助阴极材料为奥氏体不锈钢材料,被渗材料为Ti72Zr17Al7V4钛合金,将经过机械抛光并超声清洗的被渗钛合金装入等离子冶金炉,抽真空后,充入氩气到工作气压35-45Pa,开启与被渗钛合金相连的电源,施加200~300V电压,对金属锆表面实施预轰击,5分钟后升至电压400-440V;打开源极电源,施加电压,轰击源极,并逐步施加电压到850-950V;渗镀2-4小时。本

钛合金等离子体表面渗氮改性的研究进展.docx
钛合金等离子体表面渗氮改性的研究进展钛合金是一种广泛应用于航空航天、汽车、医疗器械等领域的重要结构材料,其优异的力学性能、良好的耐腐蚀性和生物相容性使其成为理想的材料选择。然而,钛合金在特定环境下仍然存在一些问题,比如低摩擦性和低耐磨性。为了克服这些问题,研究人员开始探索钛合金表面渗氮改性的方法。钛合金表面渗氮改性是通过在钛合金表面形成钛氮化物层来改变表面性能。这种改性方法可以显著提高钛合金的摩擦学性能、硬度和耐腐蚀性。本文将介绍钛合金表面渗氮改性的研究进展,并探讨其影响因素和应用前景。首先,常用的钛合金