
退火炉空燃比优化方法.pdf

一只****写意


1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

退火炉空燃比优化方法.pdf
本发明涉及退火炉空燃比优化方法,依次包括如下步骤:步骤1:在退火炉停炉时,调节退火炉每个烧嘴的空气流量压差;步骤2:在退火炉运行状态下,调节退火炉每个烧嘴的煤气流量压差;步骤3:在退火炉运行状态下进行废气分析;解决了退火炉所有烧嘴燃烧时空气、煤气配比平衡,提高退火炉加热均匀性及热效率,保证镀锌产品的机械性能。

连续退火炉的空燃比控制方法及控制系统.pdf
本发明公开了一种连续退火炉的空燃比控制方法,包括:获取连续退火炉的主令烧嘴处的烟气残氧含量;根据助燃空气流量设定值、燃气流量设定值和烟气残氧含量,确定燃烧系统的空燃比计算值;根据空燃比计算值和燃气理论空燃比上限、燃气理论空燃比下限,确定燃烧系统的空燃比设定值;根据空燃比设定值,确定燃烧系统的燃气和助燃空气的控制策略:当燃烧系统采用比例控制模式时,根据空燃比设定值和燃气流量设定值,确定助燃空气流量设定值的修正值;当燃烧系统采用脉冲控制模式时,根据助燃空气压力设定值和空燃比设定值确定燃气压力设定值;上述控制方

一种调整退火炉空燃比的方法.pdf
本发明公开了一种调整退火炉空燃比的方法,所述方法包括:设定正常工作区域的负载模式为自动模式和待调整区域的负载模式为手动模式;所述待调整区域中的烧嘴个数为N;测量N个所述烧嘴处天然气气孔板的流量计依次间的N‑1个第一差压值ΔP,计算N‑1个所述第一差压值ΔP的第一平均压差ΔP
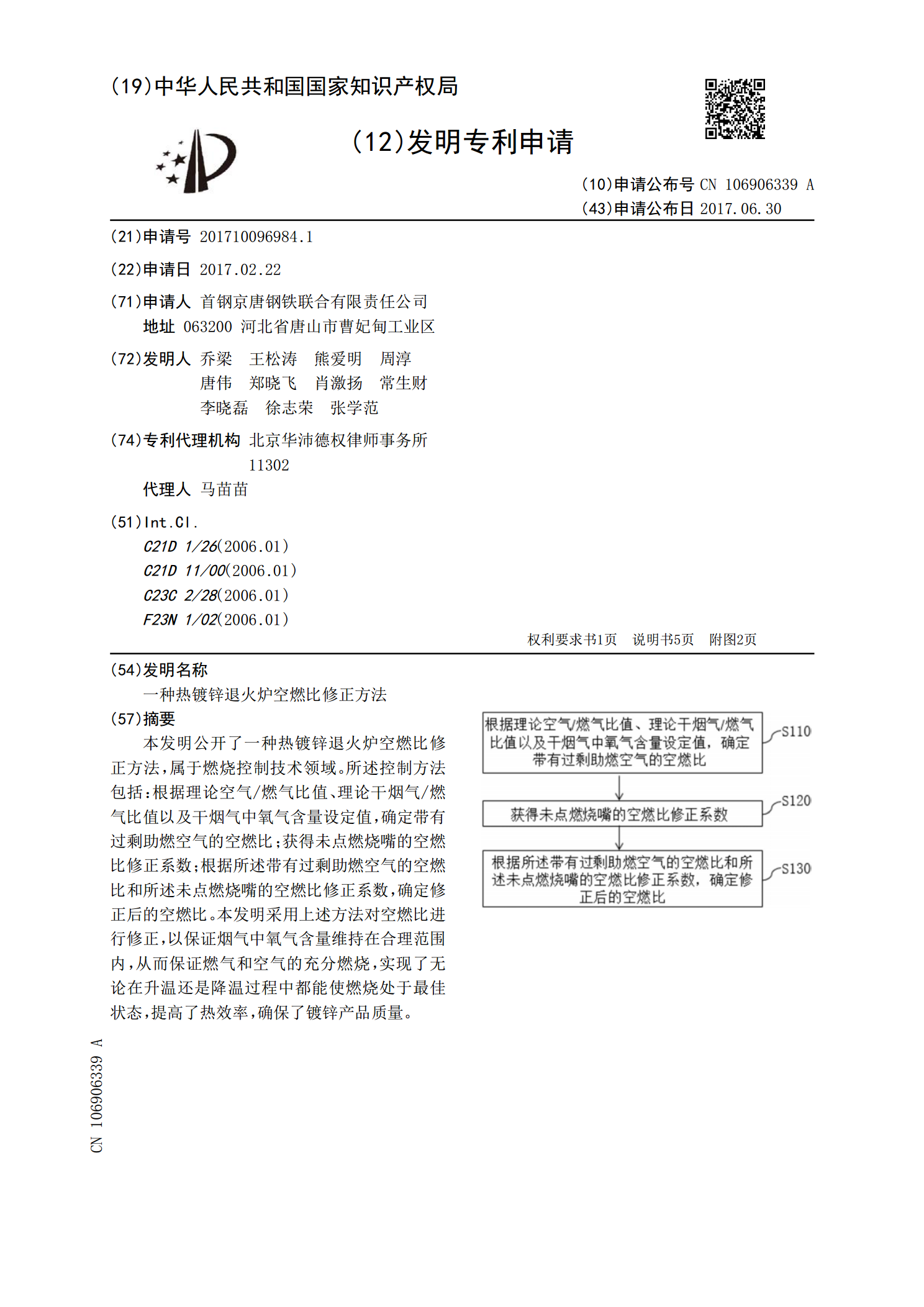
一种热镀锌退火炉空燃比修正方法.pdf
本发明公开了一种热镀锌退火炉空燃比修正方法,属于燃烧控制技术领域。所述控制方法包括:根据理论空气/燃气比值、理论干烟气/燃气比值以及干烟气中氧气含量设定值,确定带有过剩助燃空气的空燃比;获得未点燃烧嘴的空燃比修正系数;根据所述带有过剩助燃空气的空燃比和所述未点燃烧嘴的空燃比修正系数,确定修正后的空燃比。本发明采用上述方法对空燃比进行修正,以保证烟气中氧气含量维持在合理范围内,从而保证燃气和空气的充分燃烧,实现了无论在升温还是降温过程中都能使燃烧处于最佳状态,提高了热效率,确保了镀锌产品质量。

一种退火炉空燃比自寻优的方法和装置.pdf
本发明提供了一种退火炉空燃比自寻优的方法和装置,通过获得初始空燃比及步长;获得实际炉温与设定炉温差值;根据所述实际炉温与设定炉温差值判断是否继续寻优;当所述实际炉温与设定炉温差值≤20℃时,发送第一寻优信息;根据所述第一寻优信息,通过燃气流量变动器获得炉内燃气变化值;判断所述炉内燃气变化值,当连续三次所述炉内燃气变化量小于设定值时,寻优完成。解决了现有技术中由于退火炉燃烧控制中空燃比控制不佳,存在热损失、系统燃烧不稳定等技术问题。达到了在热负荷变化的工况下,仍能保持适合的空燃比,从而优化燃烧状况,达到最佳