
一种固化炉传送带自动涨紧装置.pdf

萌运****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种固化炉传送带自动涨紧装置.pdf
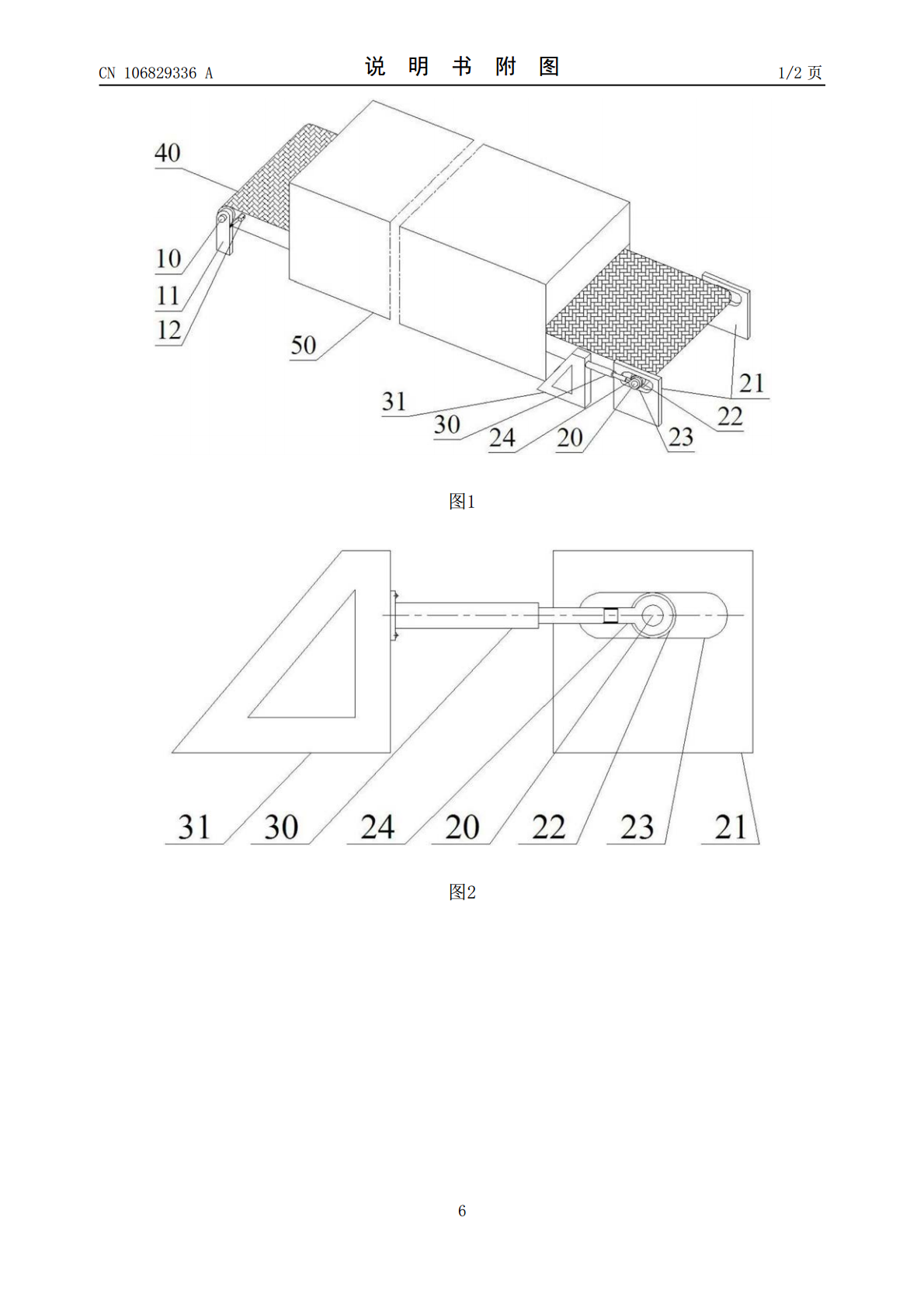
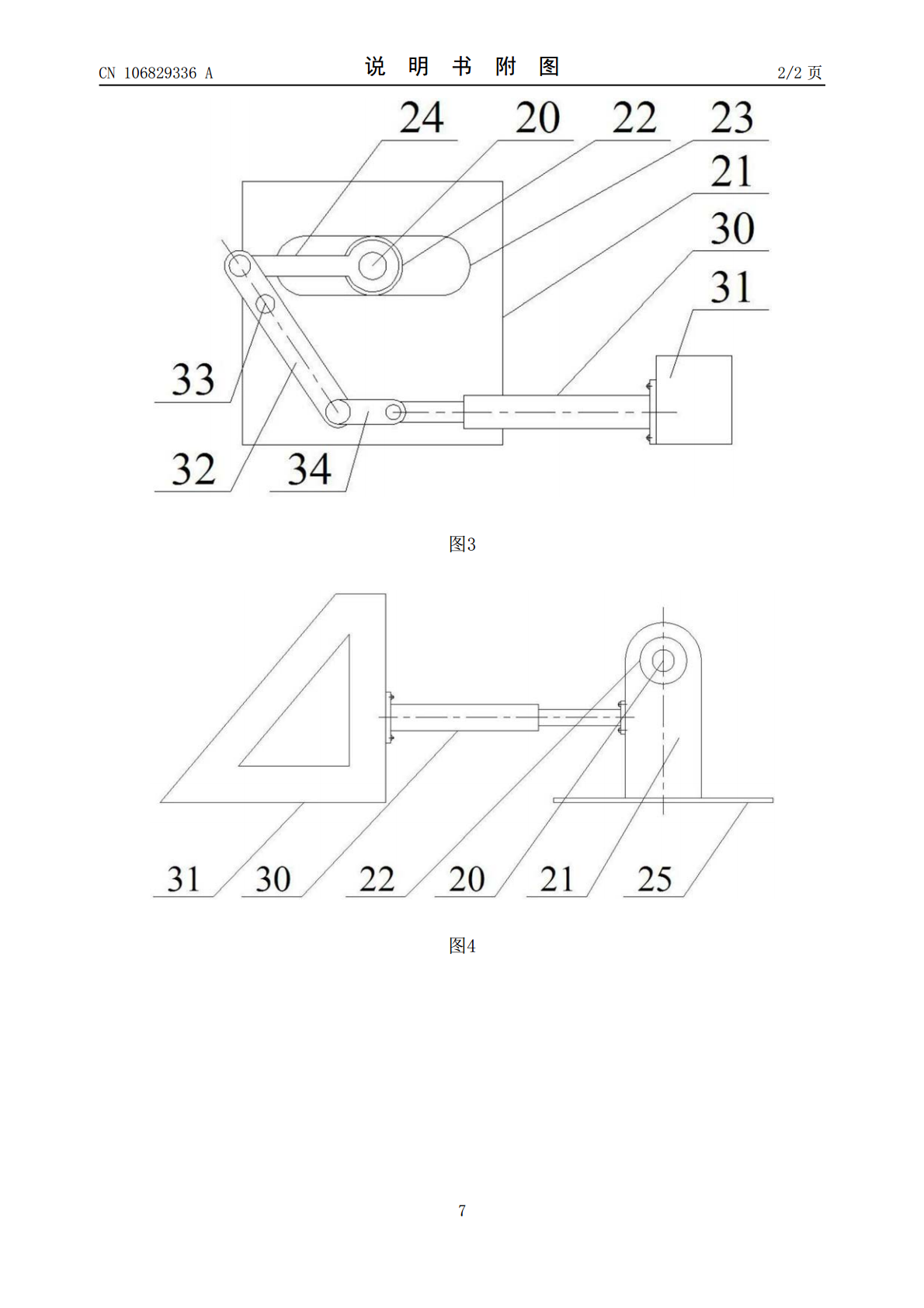
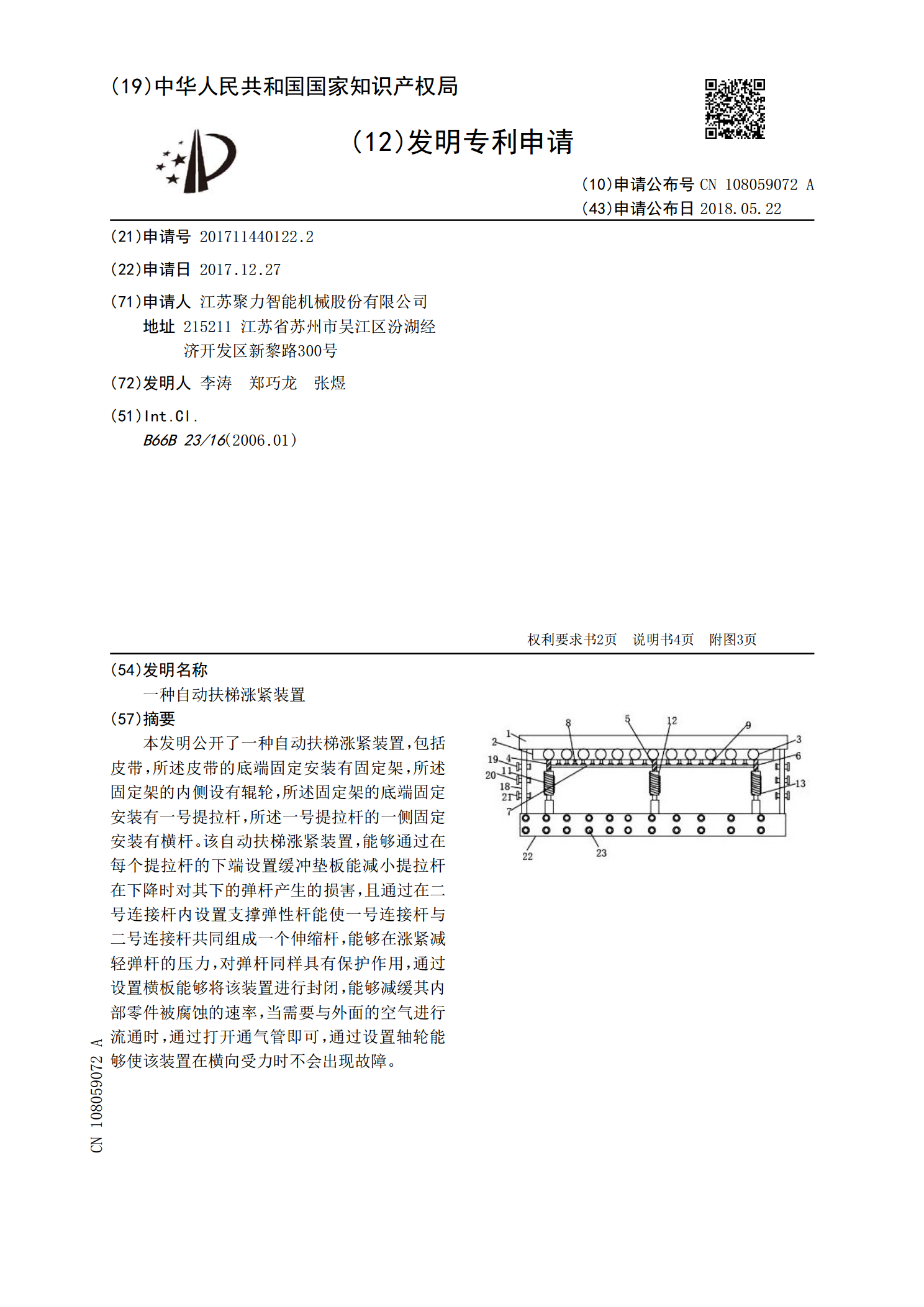
本发明公开了一种固化炉传送带自动涨紧装置,包括固化炉、传送带、主动辊系统、从动辊系统、涨紧系统,传送带套接在主动辊系统与从动辊系统上形成传送系统,固化炉位于传送系统中部,传送带从固化炉中穿过;主动辊系统安装位置固定不变;从动辊系统包括左从动辊系统和右从动辊系统,左、右从动辊系统沿传送带传送方向单独前后移动;涨紧系统包括左涨紧系统和右涨紧系统,左涨紧系统与左从动辊系统连接,右涨紧系统与右从动辊系统连接,在左、右涨紧系统的作用力下使左、右从动辊系统沿传送带传送方向单独前后移动,调节传送带的紧张程度。
一种自动扶梯涨紧装置.pdf
本发明公开了一种自动扶梯涨紧装置,包括皮带,所述皮带的底端固定安装有固定架,所述固定架的内侧设有辊轮,所述固定架的底端固定安装有一号提拉杆,所述一号提拉杆的一侧固定安装有横杆。该自动扶梯涨紧装置,能够通过在每个提拉杆的下端设置缓冲垫板能减小提拉杆在下降时对其下的弹杆产生的损害,且通过在二号连接杆内设置支撑弹性杆能使一号连接杆与二号连接杆共同组成一个伸缩杆,能够在涨紧减轻弹杆的压力,对弹杆同样具有保护作用,通过设置横板能够将该装置进行封闭,能够减缓其内部零件被腐蚀的速率,当需要与外面的空气进行流通时,通过打

一种传送带自动张紧装置及传送设备.pdf
本发明公开了一种传送带自动张紧装置及传送设备。该传送带自动张紧装置,包含张紧轮、带轮、滚轮、预紧机构、底座。张紧轮、滚轮、带轮、预紧机构分别安装在底座上。张紧轮、滚轮、带轮并排设置,且中心轴相互平行。带轮设置在张紧轮与滚轮之间。底座上设置有调整槽。张紧轮的转轴可滑动的安装在调整槽中。预紧机构释放预紧力,将张紧轮沿着调整槽的延伸方向压向带轮。预紧机构设置预紧力,然后将张紧轮压向带轮,传送带松弛后,预紧机构会自动释放预紧力,张紧轮沿调整槽移动,对传送带自动进行预紧,无需人工调节,成本低,且可以做到精准微调。
一种涨紧旋转装置.pdf
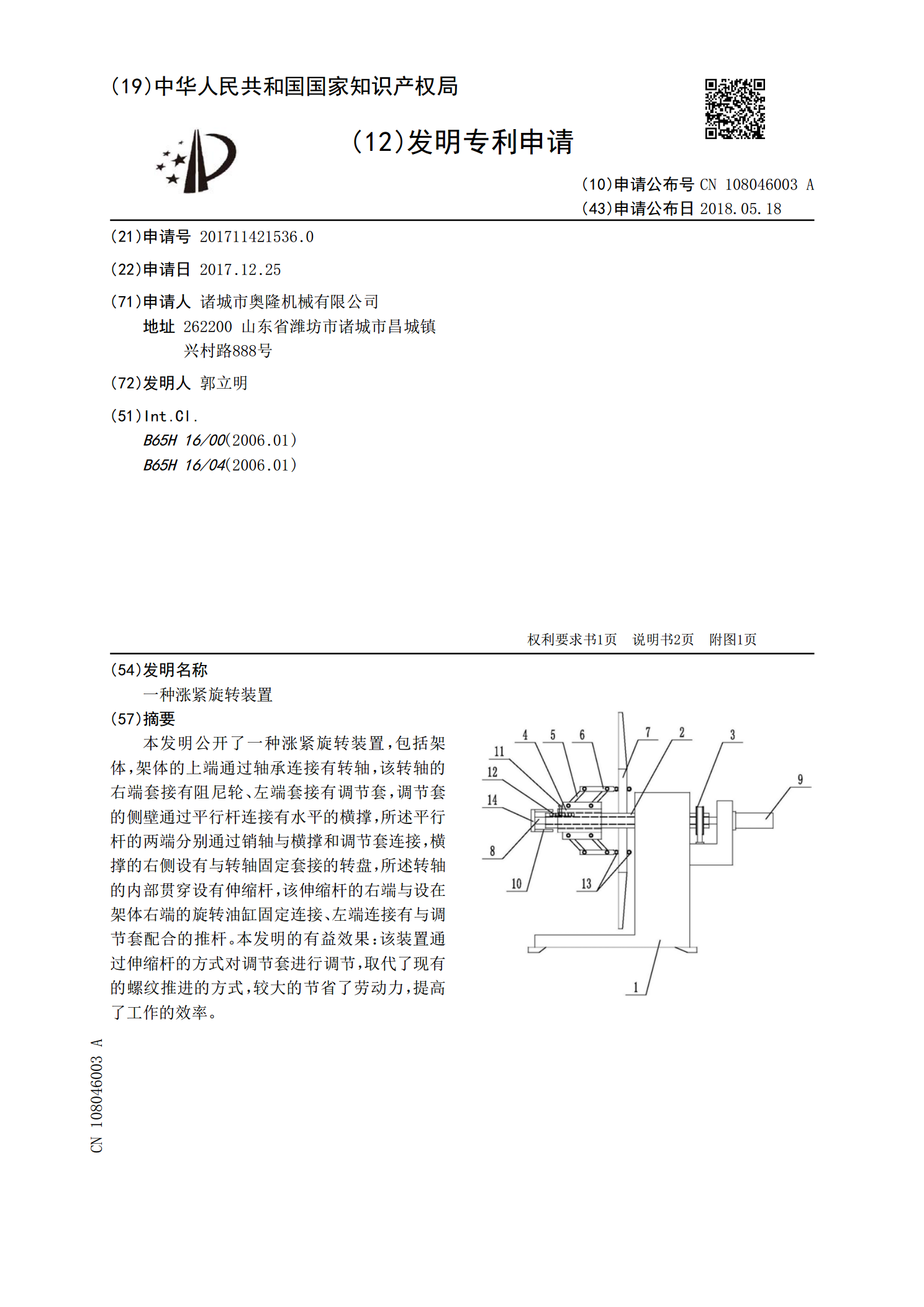
本发明公开了一种涨紧旋转装置,包括架体,架体的上端通过轴承连接有转轴,该转轴的右端套接有阻尼轮、左端套接有调节套,调节套的侧壁通过平行杆连接有水平的横撑,所述平行杆的两端分别通过销轴与横撑和调节套连接,横撑的右侧设有与转轴固定套接的转盘,所述转轴的内部贯穿设有伸缩杆,该伸缩杆的右端与设在架体右端的旋转油缸固定连接、左端连接有与调节套配合的推杆。本发明的有益效果:该装置通过伸缩杆的方式对调节套进行调节,取代了现有的螺纹推进的方式,较大的节省了劳动力,提高了工作的效率。

一种电梯涨紧装置.pdf
本发明公开了一种电梯涨紧装置,包括固定在底坑地面的底座、上下运动地安装在所述底座上的绳轮安装座、左右间隔布置并可调节间距地安装在所述绳轮安装座上的两个绳轮、令所述绳轮安装座具有向下运动趋势的弹性件。相较于现有技术,本发明电梯涨紧装置直接安装在底坑地面,占用空间小,安装灵活;而且,本发明采用两个可调节间距的绳轮替代一个大绳轮的结构,可适应于对不同直径的限速器,应用范围更广;另外,本发明采用弹性件涨紧的方式代替配重,减轻了涨紧装置的重量,便于安装。