
一种以炉体下移方式生产电熔镁砂的装置及方法.pdf

一条****淑淑


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种以炉体下移方式生产电熔镁砂的装置及方法.pdf
本发明涉及一种以炉体下移方式生产电熔镁砂的装置及方法,包括移动板车、炉体及电极加热机构,其特征在于:还包括升降平台和设置在升降平台下部的炉体升降机构,所述的炉体为三组以上的分体无底耐火保温炉体轴向组装而成的组合式炉体,每组耐火保温炉体由径向一分为二的两扇半圆形炉壁通过锁紧装置对接而成,并纵向采用销钉固定连接;组合式炉体置于移动板车和升降平台上部,所述的电极加热机构固定设置在组合式炉体的上部。本发明的优点是:熔炼过程中升降机构控制炉体下移,有效避免电极的长距离移动、晃动带来的电流波动,避免断弧、炉壳烧穿等问
一种电熔镁砂的生产装置及方法.pdf
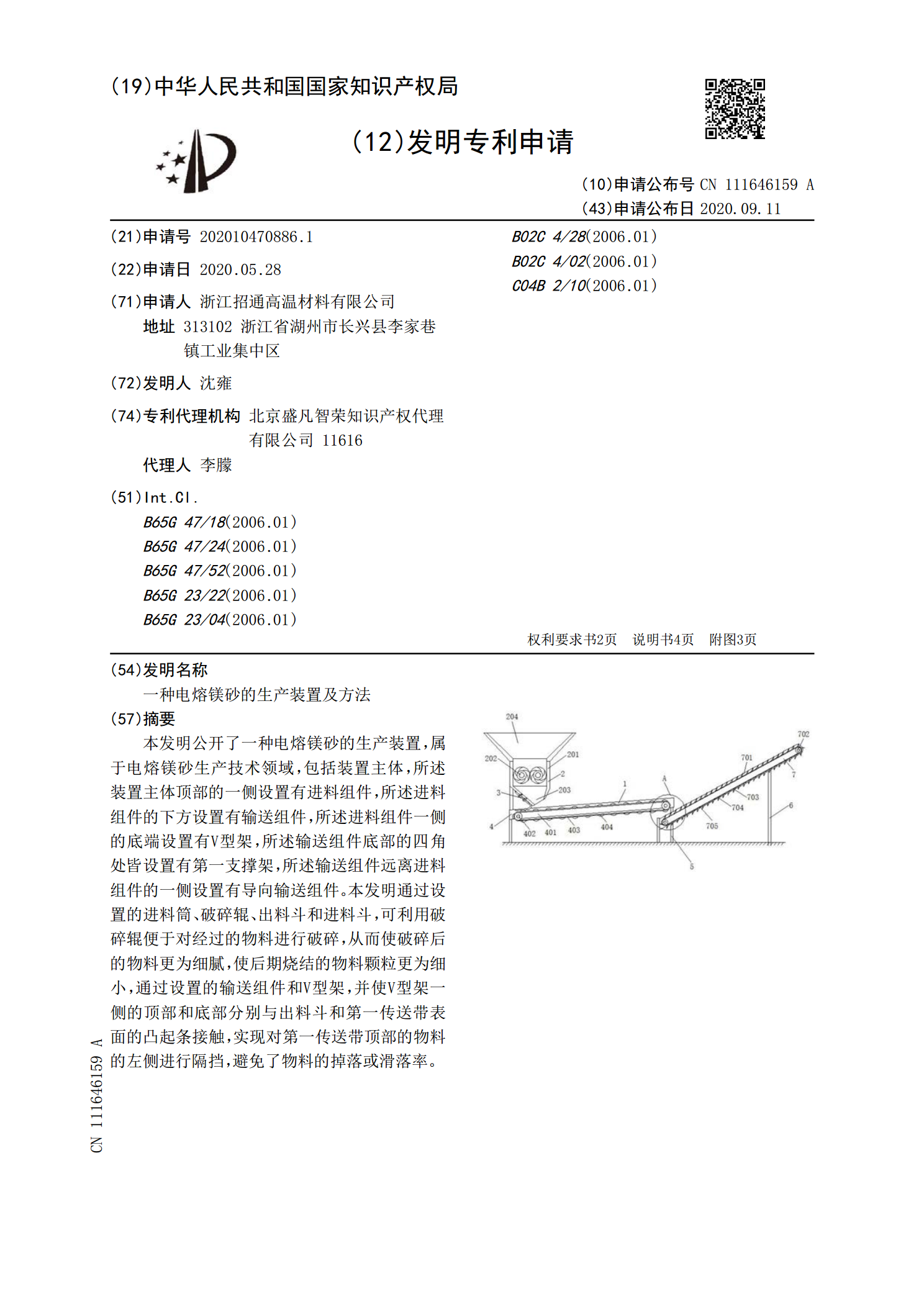
本发明公开了一种电熔镁砂的生产装置,属于电熔镁砂生产技术领域,包括装置主体,所述装置主体顶部的一侧设置有进料组件,所述进料组件的下方设置有输送组件,所述进料组件一侧的底端设置有V型架,所述输送组件底部的四角处皆设置有第一支撑架,所述输送组件远离进料组件的一侧设置有导向输送组件。本发明通过设置的进料筒、破碎辊、出料斗和进料斗,可利用破碎辊便于对经过的物料进行破碎,从而使破碎后的物料更为细腻,使后期烧结的物料颗粒更为细小,通过设置的输送组件和V型架,并使V型架一侧的顶部和底部分别与出料斗和第一传送带表面的凸起

一种电熔镁砂的制备方法.pdf
本发明涉及电熔镁砂生产技术领域,具体是一种电熔镁砂的制备方法,其特征在于:由MgO的制备和还原气氛下电弧炉熔炼两个步骤组成,具体步骤如下:1)MgO的制备:在煅烧过程中均匀喷入碳酸氨气溶胶;2)电弧炉熔炼:于还原气氛下的全自动电熔电弧炉中持续通电熔炼;还原气氛由H

一种电熔镁砂熔坨清洁提筒装置.pdf
本发明涉及菱镁矿冶炼技术领域,具体涉及一种电熔镁砂熔坨清洁提筒装置,包括除尘间、起吊组件、输送组件和除尘组件;起吊组件包括吊车、挂钩和辅助构件,吊车位于除尘间的内部,挂钩与吊车连接,辅助构件与除尘间连接,输送组件位于挂钩的下方,除尘组件与除尘间连通;通过输送组件将炉壳体输送至挂钩的下方,辅助构件将除尘间密封后,吊车驱动挂钩下移,使挂钩勾住炉壳体的吊耳,然后进行提筒,同时除尘组件抽走除尘间的粉尘,密封效果佳,在该空间内提筒能有效防止粉料四散飞扬,不会对现场和周边环境造成影响,促使粉尘控制效果更佳。

一种封闭式生产大结晶电熔镁砂的装置.pdf
本发明提供一种封闭式生产大结晶电熔镁砂的装置,包括轻烧氧化镁窑和矿热炉,所述轻烧氧化镁窑通过中间仓、链篦式给料机与矿热炉相连接,所述轻烧氧化镁窑匹配对接多套矿热炉,所述链篦式给料机通过菱镁矿粉溜管向矿热炉下料,所述链篦式给料机的外部设置有保温罩,所述中间仓和菱镁矿粉溜管的内壁均设置有隔热耐磨耐火材料。本发明使轻烧氧化镁粉封闭通道热送,减少热量损失,节约能源;通过大结晶电熔镁砂矿热炉烟气回收,可以利用烟气余热预热原材料;矿热炉通过烟气温度监测实现自动加料,对冶炼完毕的矿热炉炉筒进行保温,可单独加盖加罩也可集