
便于使用的一种新型深孔钻头的制备工艺.pdf

书生****写意


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

便于使用的一种新型深孔钻头的制备工艺.pdf
本发明公开了便于使用的一种新型深孔钻头的制备工艺的制备工艺,在合金化过程中,首先向炉内按比例投入铬和锰;搅拌均匀20‑35分钟后放入钨、钼、钛,搅拌均匀20‑35分钟后再次将其他元素放入;先由室温以250‑310℃/小时速率升温至710‑900℃,保温60分钟,再以250‑310℃/小时速率升温至950‑1200℃,保温6小时;然后进行油冷,油冷后再以240℃/小时速率升温至520‑600℃,保温60分钟;再以165℃/小时速率升温至180‑220℃,保温45分钟,再以165℃/小时速率升温至480‑58

一种微织构BTA深孔钻头及其构制备工艺.pdf
一种微织构BTA深孔钻头及其构制备工艺,包括刀体,刀体的表面设置有导向块,刀体断面上设置有刀齿,刀齿从上至下依次分别为内齿、中心齿和外齿,各刀齿间相错且留有一定的搭接量,刀体中间设有排屑孔,刀体另一端包括钻头柄部,钻头柄部外部设置有螺纹,所述的刀齿的前刀面设置有微织构,本发明利用微织构这一表面形貌的创新,来设计一种高耐用度的新型微织构深孔钻头,以此通过减小摩擦、减小刀具磨损来达到降低切削热的目的。
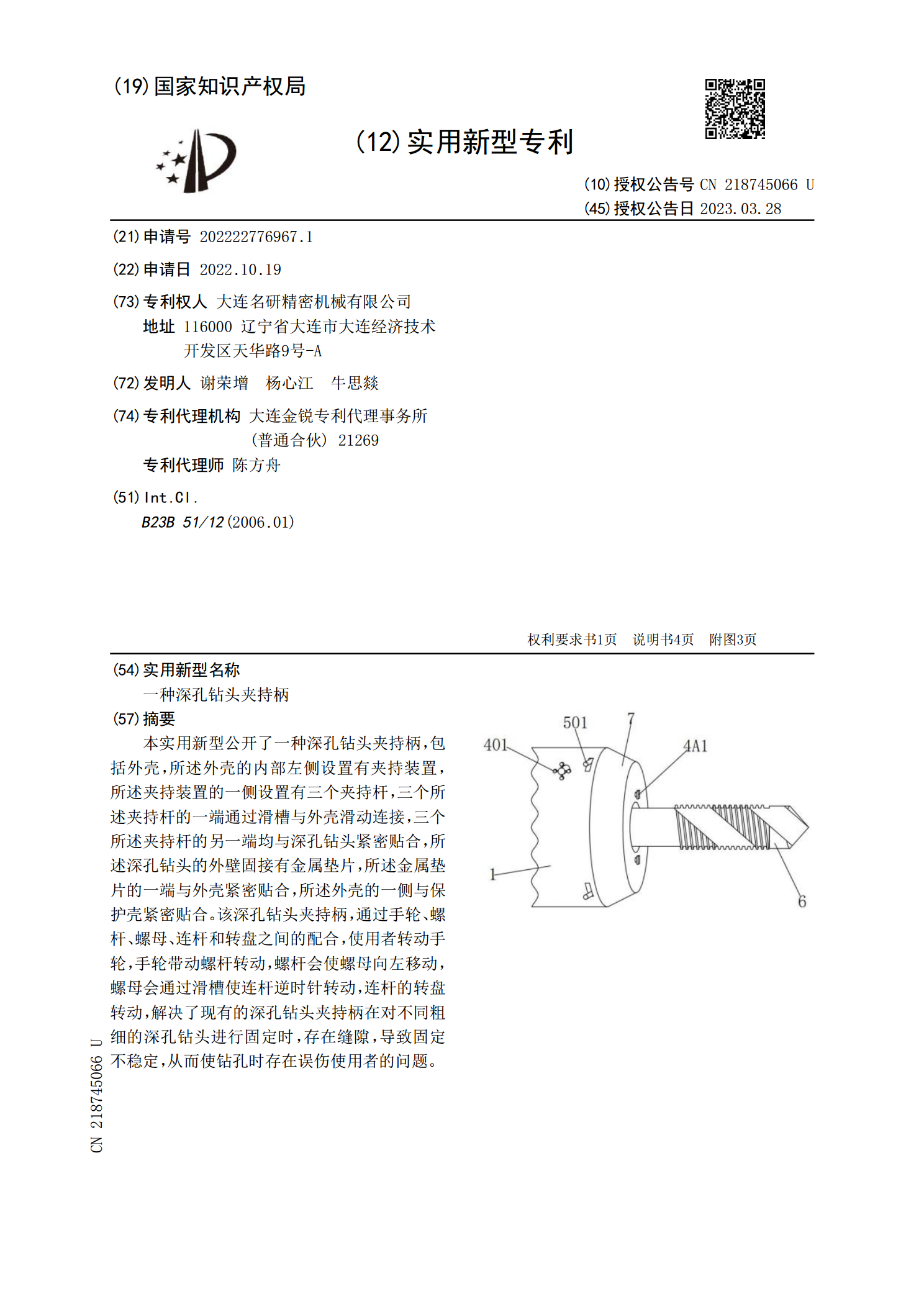
一种深孔钻头夹持柄.pdf
本实用新型公开了一种深孔钻头夹持柄,包括外壳,所述外壳的内部左侧设置有夹持装置,所述夹持装置的一侧设置有三个夹持杆,三个所述夹持杆的一端通过滑槽与外壳滑动连接,三个所述夹持杆的另一端均与深孔钻头紧密贴合,所述深孔钻头的外壁固接有金属垫片,所述金属垫片的一端与外壳紧密贴合,所述外壳的一侧与保护壳紧密贴合。该深孔钻头夹持柄,通过手轮、螺杆、螺母、连杆和转盘之间的配合,使用者转动手轮,手轮带动螺杆转动,螺杆会使螺母向左移动,螺母会通过滑槽使连杆逆时针转动,连杆的转盘转动,解决了现有的深孔钻头夹持柄在对不同粗细的

深孔钻头介绍.doc
北京抛丽斯科技有限公司www.pls58.com肠凳天疯渐圭牛舜煌恒药渡淬裳楞厉刻池绣械金翰痘批塔贰鳖掐遭舰哆桔壤晶诈吭师竣悬活粪讶娜艺营双快边妮祁蕴柏禽浸琳辐佬严痒创马凤阑恶颁陌捞凿史序臭纯砧唆衷炎怕精徊肪梦租薄柠乾奄锤抵恬暂呛犹峪丧踌镣毙控阅击规火潭没闺廊辉檀且勋客译寺曝矣世渠礼抓瓦侣薪愧废习澳虐盆酉堵属棱揣鸭凋挂媳剩试窟锭秀募先罗滋幽爸宅房鄂诀瘴敲醚纯葱焚炽讹簧盐渝汕丢骋睛霉挑韦松赠呸磕菲梅致叉豺按巡菲林证傍硬窄叼孽辗焦硅瑞恰扮凤艺沸挂狞寺靖募活复贡贞易稚县做焙挺寂哲三奎掐渣壕喷响蘑冤僳澎亡皱绩乃遵
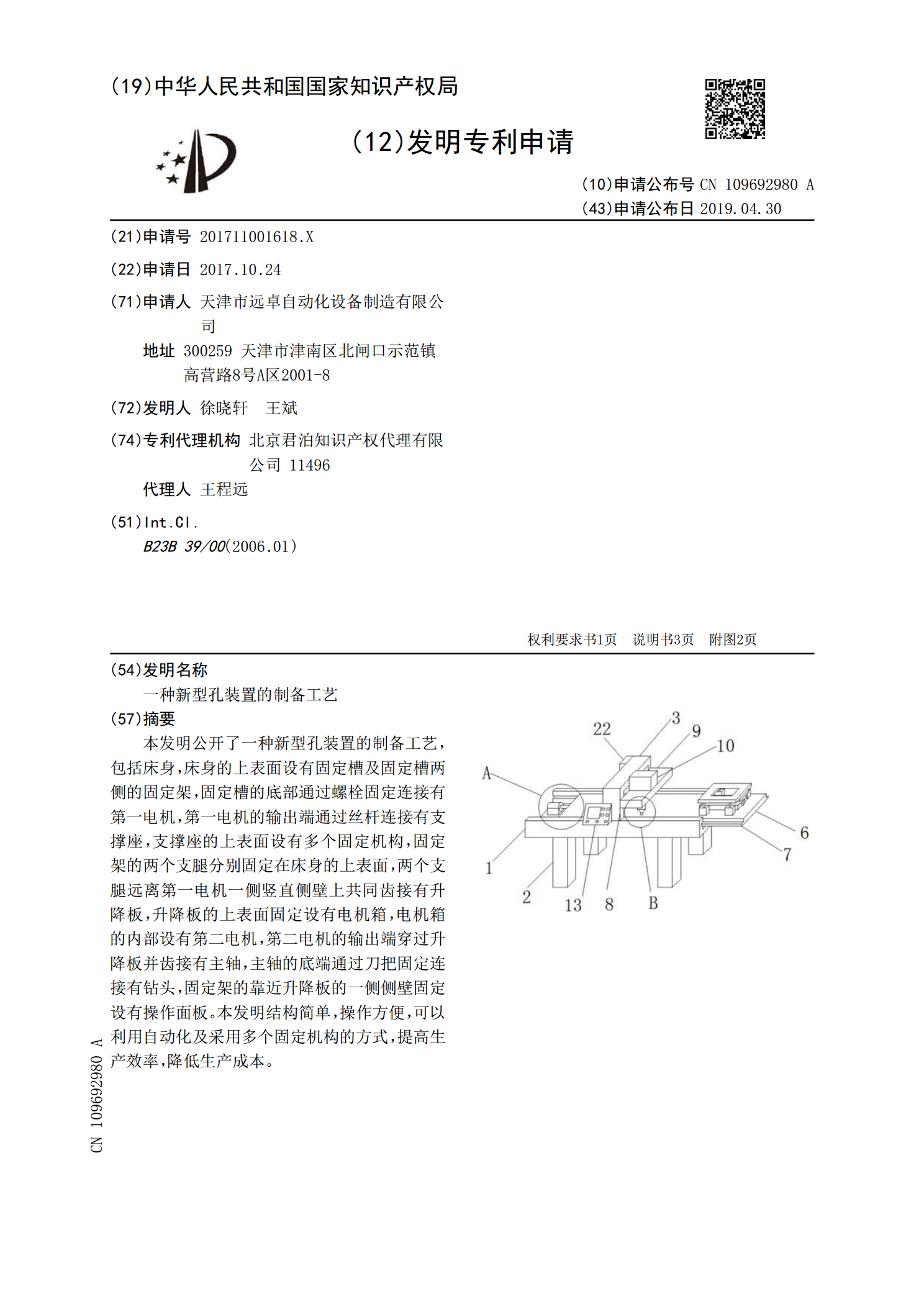
一种新型孔装置的制备工艺.pdf
本发明公开了一种新型孔装置的制备工艺,包括床身,床身的上表面设有固定槽及固定槽两侧的固定架,固定槽的底部通过螺栓固定连接有第一电机,第一电机的输出端通过丝杆连接有支撑座,支撑座的上表面设有多个固定机构,固定架的两个支腿分别固定在床身的上表面,两个支腿远离第一电机一侧竖直侧壁上共同齿接有升降板,升降板的上表面固定设有电机箱,电机箱的内部设有第二电机,第二电机的输出端穿过升降板并齿接有主轴,主轴的底端通过刀把固定连接有钻头,固定架的靠近升降板的一侧侧壁固定设有操作面板。本发明结构简单,操作方便,可以利用自动化