
一种加工中心床身的热处理方法.pdf

努力****元恺

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加工中心床身的热处理方法.pdf
本发明公开了一种加工中心床身的热处理方法,所述的加工中心床身其成分的重量百分比为C2.8~3.2%、Si1.6~1.8%、Mn0.9~1.2%、P0.4~0.7%、Cu0.9~1.4%、S≤0.10%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球墨处理和孕育处理、浇注、珠光体化处理。该方法熔炼工艺简单,通过控制铸铁中碳、硅、磷、铜的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造加工中心床身。
一种加工中心床身及其制备方法.pdf
本发明公开了一种加工中心床身及其制备方法,所述的加工中心床身其成分的重量百分比为C2.8~3.2%、Si1.6~1.8%、Mn0.9~1.2%、P0.4~0.7%、Cu0.9~1.4%、S≤0.10%,余量为Fe。所述的制备方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球化处理和孕育处理、浇注。该方法熔炼工艺简单,通过控制铸铁中碳、硅和磷、铜的加入量以及球化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造加工中心床身。
一种方便加工的龙门加工中心床身.pdf
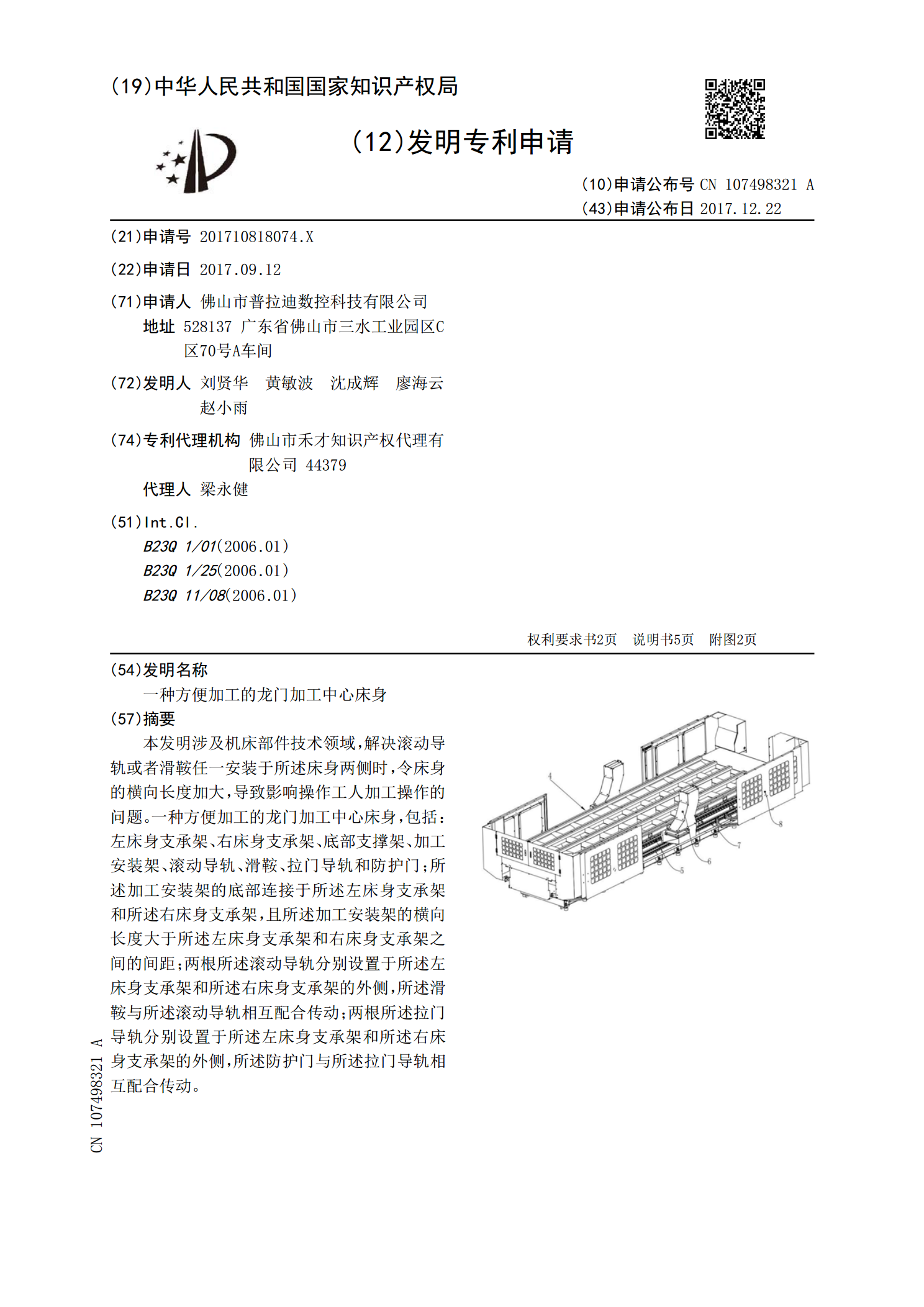
本发明涉及机床部件技术领域,解决滚动导轨或者滑鞍任一安装于所述床身两侧时,令床身的横向长度加大,导致影响操作工人加工操作的问题。一种方便加工的龙门加工中心床身,包括:左床身支承架、右床身支承架、底部支撑架、加工安装架、滚动导轨、滑鞍、拉门导轨和防护门;所述加工安装架的底部连接于所述左床身支承架和所述右床身支承架,且所述加工安装架的横向长度大于所述左床身支承架和右床身支承架之间的间距;两根所述滚动导轨分别设置于所述左床身支承架和所述右床身支承架的外侧,所述滑鞍与所述滚动导轨相互配合传动;两根所述拉门导轨分别
一种铣床床身的热处理方法.pdf
本发明公开了一种铣床床身的热处理方法,所述的铣床床身其成分的重量百分比为C3.2~3.7%、Si1.4~2.0%、Mn0.6~1.1%、V0.18~0.35%、Ti0.05~0.15%、Cu0.6~0.8%、P0.2~0.4%、S≤0.12%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球化处理和孕育处理、浇注、珠光体化处理。该方法工艺简单,通过控制铸铁中碳、硅、钒、钛、铜的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造铣床床身。
一种铣床床身的热处理方法.pdf
本发明公开了一种铣床床身的热处理方法,所述的铣床床身其成分的重量百分比为C3.2~3.7%、Si1.4~2.0%、Mn0.6~1.1%、V0.18~0.35%、Ti0.05~0.15%、Cu0.6~0.8%、P0.2~0.4%、S≤0.12%,余量为Fe。所述的方法包括配料、预热、熔炼、炉前快速分析、终脱氧、球化处理和孕育处理、浇注、珠光体化处理。该方法工艺简单,通过控制铸铁中碳、硅、钒、钛、铜的加入量和球化处理以及珠光体化处理,铸造出髙性能减磨球墨铸铁,特别适合铸造铣床床身。