
一种高氮奥氏体不锈钢的制备方法.pdf

一条****然后


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高氮奥氏体不锈钢的制备方法.pdf
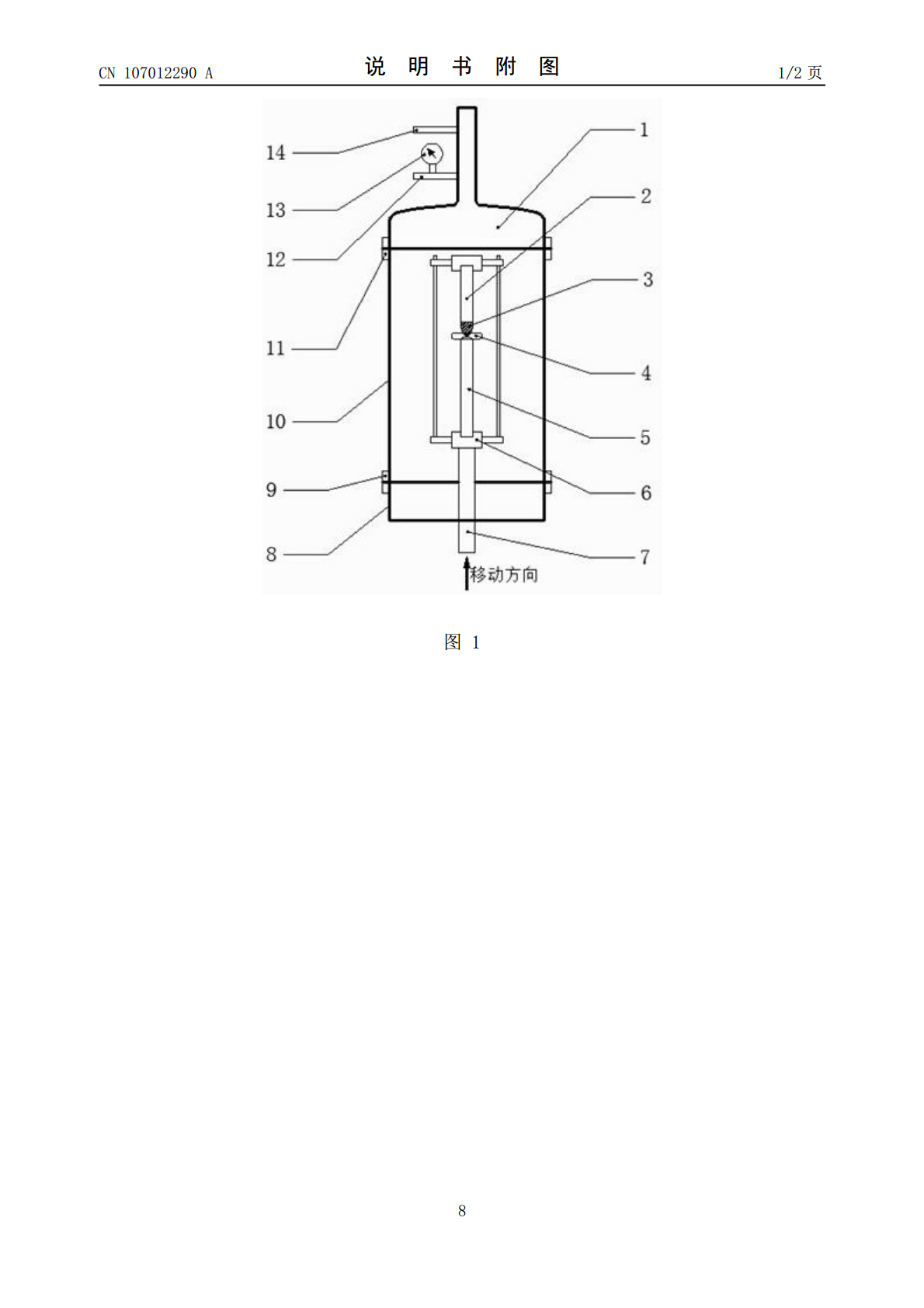
本发明公开一种高氮奥氏体不锈钢的制备方法,具体步骤是:将试样装夹在高压/真空感应区域熔炼炉中,试样从感应线圈中间穿过,炉内抽真空至真空度不高于100Pa,之后充入氮气,氮气压力为1.0×10
一种超高强高耐蚀高氮奥氏体不锈钢的制备方法.pdf
本发明涉及不锈钢领域,尤其涉及一种超高强高耐蚀高氮奥氏体不锈钢的制备方法。首先利用加压感应炉冶炼高氮奥氏体不锈钢,经氮气环境下电渣重熔、热锻、热轧和固溶热处理后,进行冷轧或冷拔变形,冷轧或冷拔的截面变形量大于50%,之后在500~650℃时效保温0.01~2h,空冷至室温。Cr与N的质量比满足Cr/N=15~25。本发明通过冷变形引入合适的缺陷,调控高氮奥氏体不锈钢中Cr
一种高强高韧高氮奥氏体不锈钢焊丝及其制备方法.pdf
一种高强高韧高氮奥氏体不锈钢焊丝及其制备方法,该焊丝的合金成分按重量百分比为:C炉冶炼外加电渣重熔→热锻→热轧→热处理→焊丝拉拔。本发明的焊丝成分配比科学合理,增加氮元素的含量,调整了锰元素含量,增加氮的固溶度,使得制备的焊丝焊接过程稳定,氢元素逸出量少,气孔缺陷少,焊接工艺性好,熔敷金属强度高,‑40℃低温下仍表现出优良的冲击韧性,适用于高氮奥氏体不锈钢的焊接,特别是对低温冲击韧性有要求的奥氏体不锈钢的焊接,也可用于堆焊作为其他钢铁材料的耐蚀层。
一种高氮奥氏体不锈钢冶炼方法.pdf
本发明涉及一种高氮奥氏体不锈钢冶炼方法,包括如下步骤:(1)高炉铁水“三脱”预处理,(2)顶底复吹TSR不锈钢精炼炉精炼,(3)钢包精炼炉外精炼,(4)连铸。与现有技术相比较,具有冶炼成本低,板坯表面及内部质量满足高氮奥氏体不锈钢钢种要求的特点。
一种含氮奥氏体不锈钢的制备方法.pdf
本发明涉及一种含氮奥氏体不锈钢的制备方法,包括步骤:将原始态奥氏体不锈钢加工切割成试样;将试样进行打磨处理,在无水乙醇中进行超声清洗、烘干;将试样置于离子氮化炉中,氢气溅射,离子渗氮处理;将含有渗氮层的奥氏体不锈钢试样放入箱式电阻炉中加热保温,水冷至室温。本发明的有益效果是:(1)采用离子渗氮、固溶处理获得含氮奥氏体不锈钢,其表面硬度大幅度提高,耐磨性也得到显著增强;(2)克服了含氮奥氏体不锈钢生产需要特殊设备带来的高成本和高技术难题;(3)操作流程简单便捷,通过调整离子渗氮工艺,可以实现含氮奥氏体不锈钢