
一种磁浮子液位计.pdf

Ro****44


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磁浮子液位计.pdf
本发明属于过程工业领域,发明了一种能够在锅炉汽包及电厂辅机(高加、低加、除氧器、凝汽器、热网加热器等)工况环境下正常使用的耐高温高压的磁浮子液位计。发明内容主要包括通过新型钛合金材料TC9及特殊加工工艺制作的高温高压磁浮球(浮子);及配备了该磁浮球的一种磁浮子液位计,从而大幅度提高该磁浮子液位计的耐高温以及抗压性能,从而解决了现有的磁浮子液位计无法在高温高压工况进行准确测量的障碍,从而满足了高温高压工况对液位检测的要求。

金湖春晖磁浮子液位计,磁翻板液位计说明.pdf
金湖春晖测控技术有限公司http://www.chunhuick.com目录一、UFZ侧装式磁性浮子液位计l、功能与适用范围2、工作原理3、特点4、主要技术参数5、结构与外型尺寸6、应用须知7、安装使用与维护8、订货须知二、UFZ顶装式磁性浮子液位计l、功能与适用范围2、工作原理3、特点4、主要技术参数5、结构与外型尺寸6、应用须知7、安装使用与维护8、订货须知三、UFZ系列液位计配套仪表l、概述2、主要技术参数3、外形结构4、调试金湖春晖测控技术有限公司http://www.chunhuick.comU
一种倾斜式浮子液位计.pdf
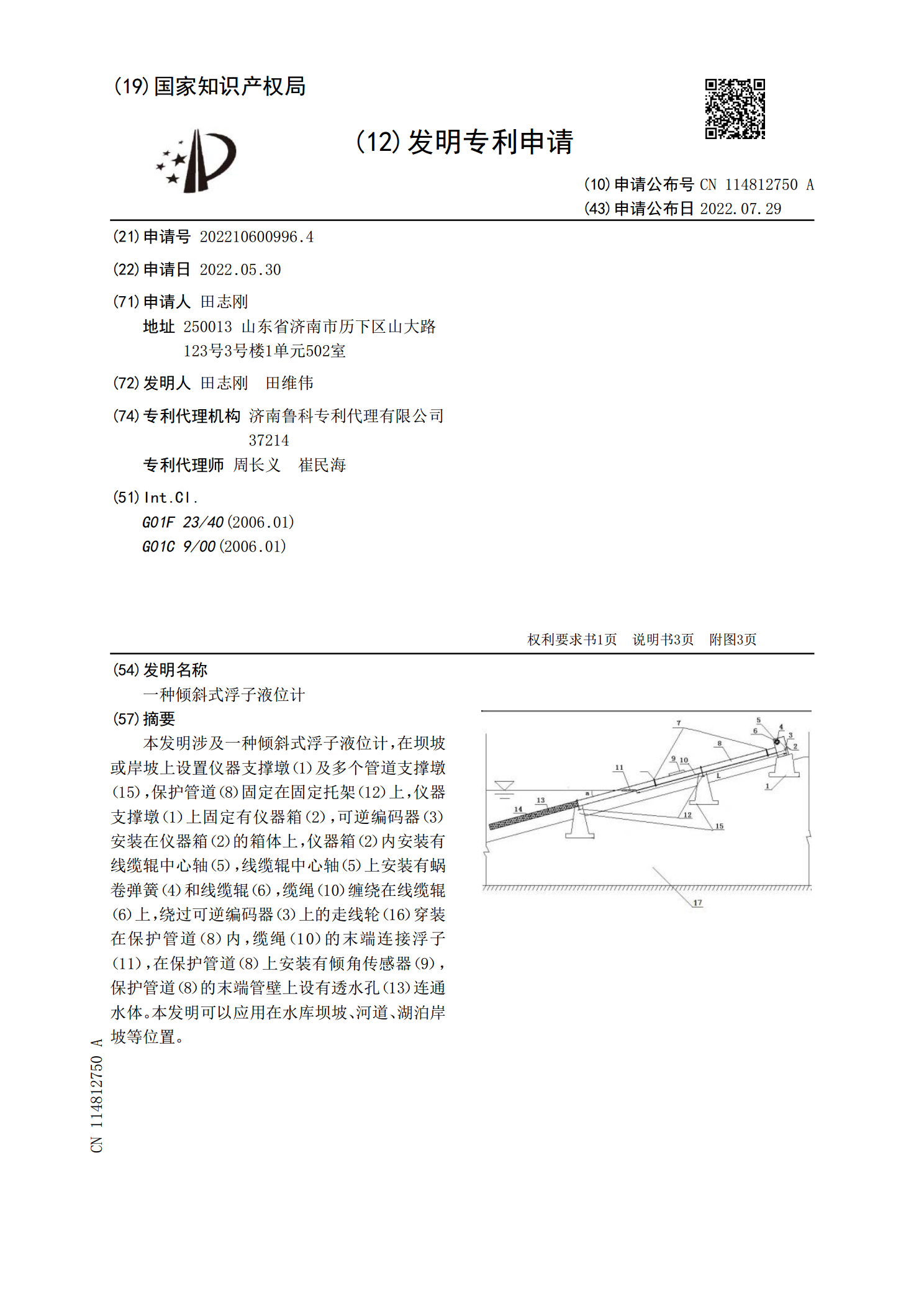
本发明涉及一种倾斜式浮子液位计,在坝坡或岸坡上设置仪器支撑墩(1)及多个管道支撑墩(15),保护管道(8)固定在固定托架(12)上,仪器支撑墩(1)上固定有仪器箱(2),可逆编码器(3)安装在仪器箱(2)的箱体上,仪器箱(2)内安装有线缆辊中心轴(5),线缆辊中心轴(5)上安装有蜗卷弹簧(4)和线缆辊(6),缆绳(10)缠绕在线缆辊(6)上,绕过可逆编码器(3)上的走线轮(16)穿装在保护管道(8)内,缆绳(10)的末端连接浮子(11),在保护管道(8)上安装有倾角传感器(9),保护管道(8)的末端管壁上

磁浮子液位计.ppt
磁浮子液位计2010.1.24目录一、磁浮子液位的基本知识二、磁浮子液位计安装及注意事项三、磁浮子液位计的工作过程及原理四、磁浮子液位计常见问题及解决办法1、在讲磁浮子液位计之前我们先学习一下物位的相关知识。物位的概述:在工业生产过程中,常遇到大量的液体物料和固体物料,它们占有一定的体积,堆成一定的高度,把生产过程中罐、塔、槽等容器中存放的液体表面位置称为液位;把料斗、堆场仓库等储存的固体块,颗粒、粉粒等的堆积高度和表面位置称为料位;两种互不相溶的物质的蚧面位置叫作蚧位。液位、料位以及相界面总称为物位。对
一种用于磁致伸缩液位计的小死区分体浮子结构.pdf
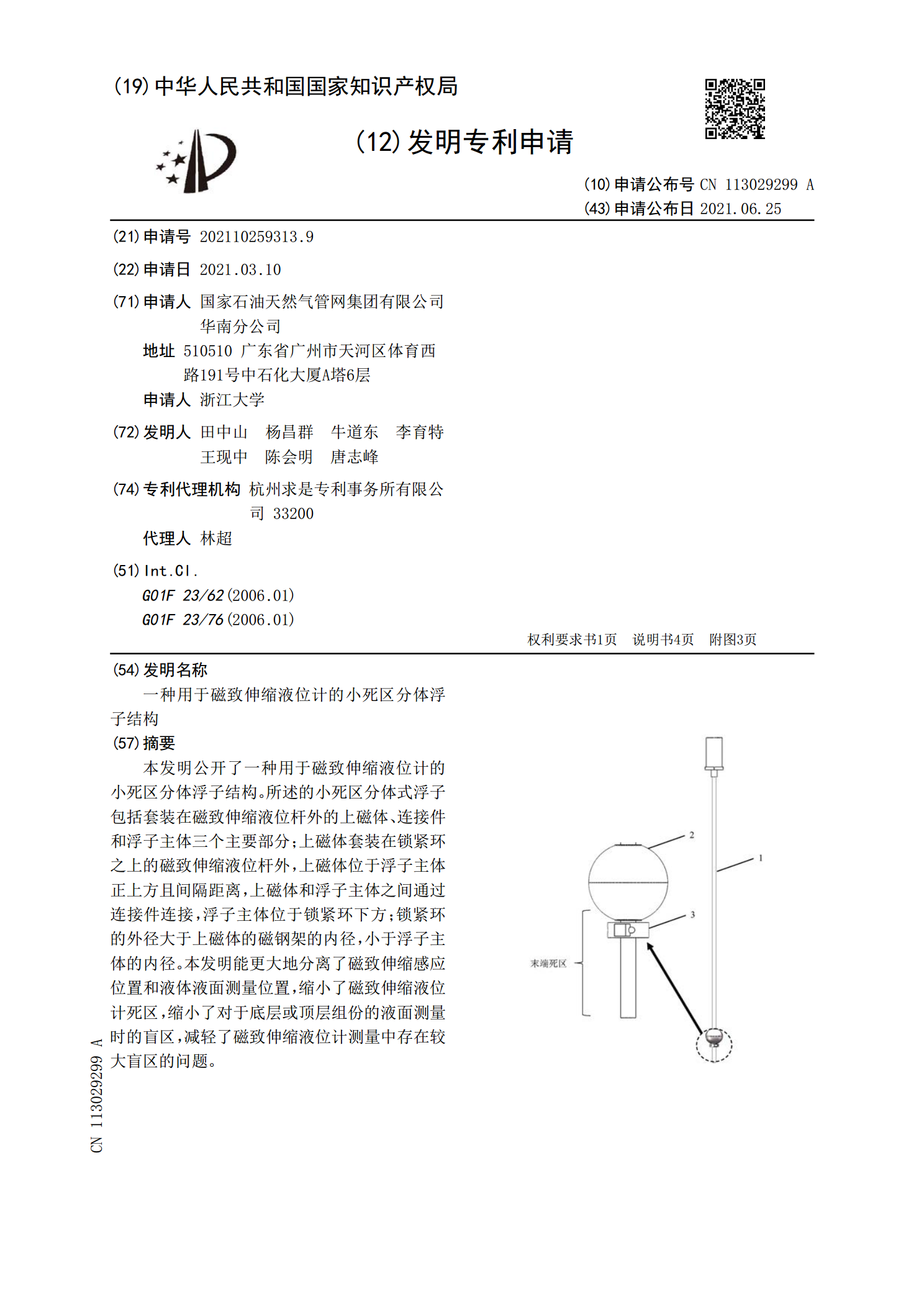
本发明公开了一种用于磁致伸缩液位计的小死区分体浮子结构。所述的小死区分体式浮子包括套装在磁致伸缩液位杆外的上磁体、连接件和浮子主体三个主要部分;上磁体套装在锁紧环之上的磁致伸缩液位杆外,上磁体位于浮子主体正上方且间隔距离,上磁体和浮子主体之间通过连接件连接,浮子主体位于锁紧环下方;锁紧环的外径大于上磁体的磁钢架的内径,小于浮子主体的内径。本发明能更大地分离了磁致伸缩感应位置和液体液面测量位置,缩小了磁致伸缩液位计死区,缩小了对于底层或顶层组份的液面测量时的盲区,减轻了磁致伸缩液位计测量中存在较大盲区的问题