
铁路道岔尖轨热状态可控轧制及余热淬火工艺.pdf

音景****ka

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铁路道岔尖轨热状态可控轧制及余热淬火工艺.pdf
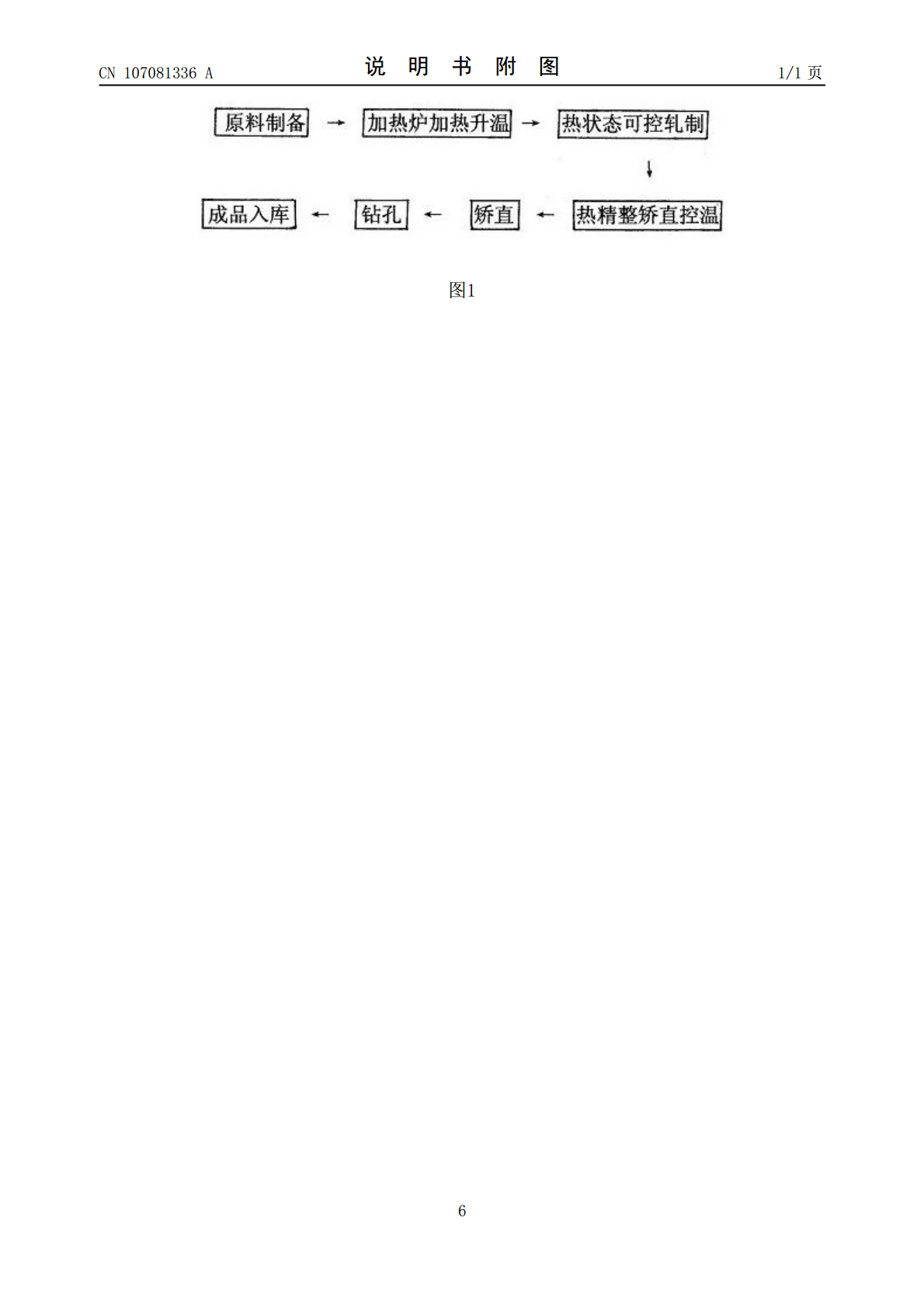
本发明涉及一种铁路道岔尖轨热状态可控轧制及余热淬火工艺,其特征在于:按下述步骤完成:原料制备;加热炉加热升温;热状态可控轧制;热精整矫直控温;余温淬火;矫直;钻孔;成品入库。本发明可使产品在热状态下可控制轧制过程中铁路道岔尖轨的金属纤维走向,随产品结构形状变化顺行变向延伸,克服冷状态刨削、铣削加工方式导致金属纤维切断的情况发生及产品表层凹痕疲劳源问题的出现。提高产品的强度和韧性,实现机车交通运行时的安全性和可靠性。生产的产品具有性能高、稳定性好、可以更好的提高机车运行转换轨道的安全性能,减少因断裂或使用寿

钢管轧制余热淬火工艺的研究.docx
钢管轧制余热淬火工艺的研究钢管轧制余热淬火工艺的研究摘要:随着钢管生产领域的不断发展,钢管轧制工艺也在不断改进和创新。其中,钢管轧制余热淬火工艺是一种在轧制过程中对钢管进行淬火处理,以提高钢管的强度和硬度。本文通过梳理相关文献和案例,对钢管轧制余热淬火工艺进行深入研究。1.引言钢管轧制是一种常见的金属成形加工工艺,也是钢管生产的关键环节之一。传统的钢管轧制工艺存在一些问题,如钢管内部组织不均匀、机械性能不稳定等。为了解决这些问题,钢管轧制余热淬火工艺应运而生。2.钢管轧制余热淬火工艺的原理钢管轧制余热淬火

轧制钢球余热淬火滚筒的工艺设计.docx
轧制钢球余热淬火滚筒的工艺设计轧制钢球余热淬火滚筒的工艺设计摘要:本论文针对轧制钢球余热淬火滚筒的工艺进行了设计与研究。首先,对余热淬火滚筒的工作原理进行了解析与介绍。然后,基于热力学和热传导理论,建立了数学模型,并通过数值模拟与实验验证了该模型的准确性。最后,通过参数优化和工艺改进,实现了余热淬火滚筒的高效率和高质量生产。1.引言随着钢球需求的不断增加,余热淬火滚筒作为轧制钢球生产线中的重要设备之一,其工艺设计对提高生产效率和产品质量具有重要意义。本论文将针对余热淬火滚筒的工艺进行设计和优化,以满足大规

轧制钢球余热淬火滚筒的工艺设计.docx
轧制钢球余热淬火滚筒的工艺设计轧制钢球余热淬火滚筒的工艺设计摘要:本文主要介绍了轧制钢球余热淬火滚筒的工艺设计。首先介绍了该工艺的意义和作用,然后通过对工艺流程和设备进行分析,设计了合适的工艺流程和设备。最后讨论了该工艺的优缺点及应用前景。关键词:钢球;余热;淬火;滚筒;工艺设计1引言钢球是一种广泛使用的金属制品,它应用于各行各业。随着科技的不断发展,钢球的质量和性能要求也越来越高。目前,我国的钢球生产大多采用热轧工艺,但是在生产过程中,会产生大量的余热。如果不加以处理,这些余热会直接排放到大气中,对环境

高速道岔尖轨断裂对道岔状态影响的试验研究.pptx
汇报人:CONTENTS研究背景和意义高速铁路发展现状道岔在高速铁路中的重要性尖轨断裂问题的提出研究意义和应用价值高速道岔尖轨断裂的原因分析尖轨材料和制造工艺问题尖轨受力分析和强度校核列车通过时尖轨的受力状态外部环境和气候条件的影响试验方法和试验装置目的:研究高速道岔尖轨断裂对道岔状态的影响内容:a.试验装置:介绍试验装置的组成、功能和工作原理b.试验方法:详细说明试验的操作过程和方法c.数据采集与分析:说明数据采集的步骤、方法和数据分析的方法a.试验装置:介绍试验装置的组成、功能和工作原理b.试验方法: