
一种挤出机螺杆捏合块及其制备工艺.pdf

康平****ng


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种挤出机螺杆捏合块及其制备工艺.pdf
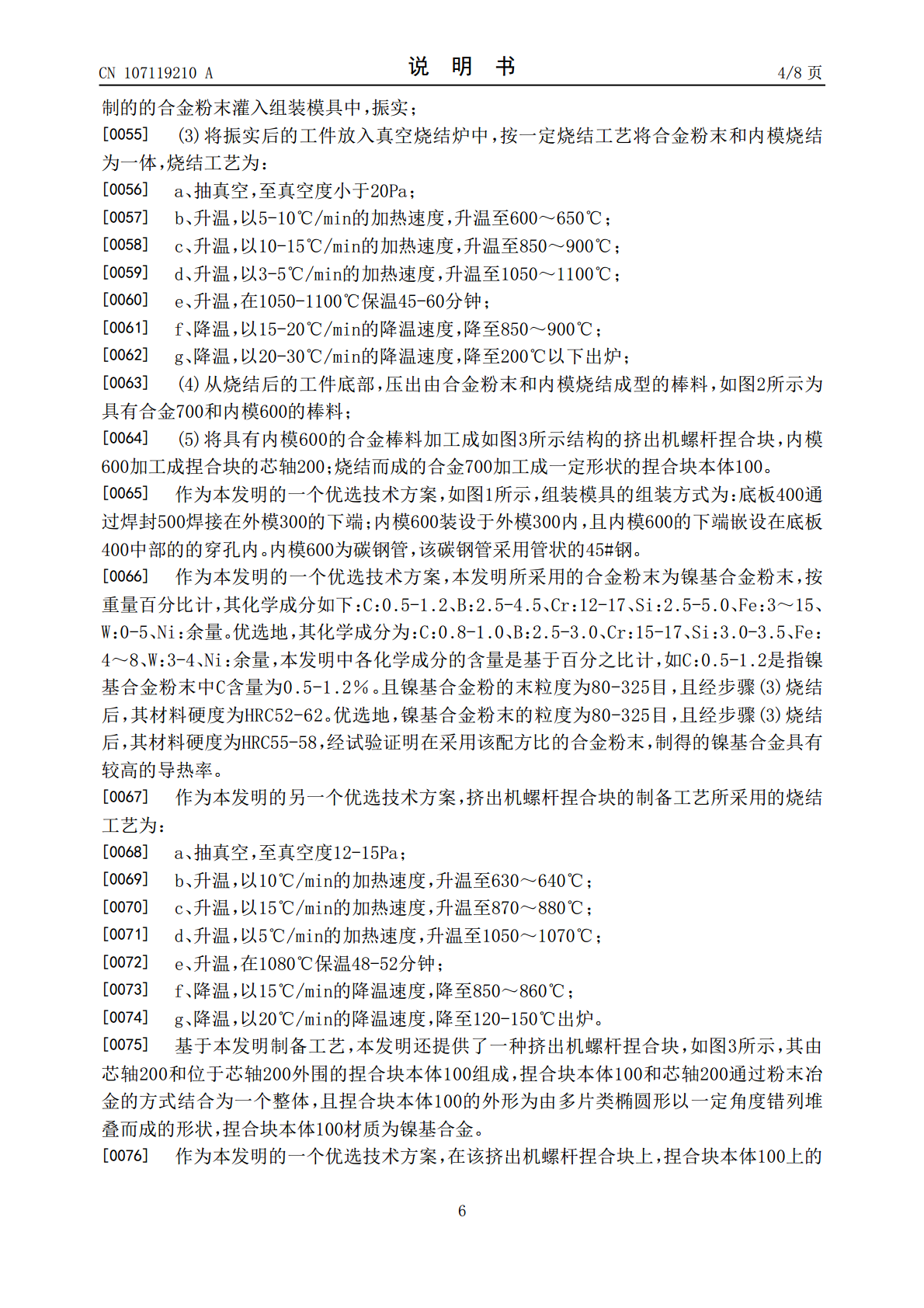
本发明公开了一种挤出机螺杆捏合块及其制备工艺,该制备工艺包括如下步骤:(1)提供一具有外模、底板和内模的组装模具;(2)将预制的合金粉末灌入的组装模具中,振实;(3)将振实后的工件放入真空烧结炉中,按一定烧结工艺将合金粉末和内模烧结为一体;(4)从烧结后的工件底部,压出由合金粉末和内模烧结成型的棒料;(5)将具有内模的棒料加工成挤出机螺杆捏合块,合金粉末采用镍基合金粉末。采用本发明方法制得的挤出机螺杆捏合块具有优良的耐磨性、耐腐蚀性,使用寿命提高了约1.5倍,且生产成本降低了约50‑60%,有效提高了塑料

啮合同向双螺杆挤出机捏合块组合的研究的综述报告.docx
啮合同向双螺杆挤出机捏合块组合的研究的综述报告双螺杆挤出机是现代化生产中广泛应用的一种加工设备。特别是在制造复杂的聚合物制品方面,双螺杆挤出机不仅具有高效、经济和节能的特点,还可以加工出高品质的产品。然而,双螺杆挤出机的使用也存在一些问题,例如捏合块的形成和使用,这限制了产品的品质和生产效益。啮合同向双螺杆挤出机是一个用于表征双螺杆挤出机处理聚合物溶液的模型。捏合块的形成是在双螺杆挤出机内的螺杆啮合区域中产生的。为了消除其中产生的难以处理的聚合物几何效应而产生的问题,现在可以通过添加特殊的几何特征或对挤出
一种双螺杆挤出机的耐磨螺杆及其加工工艺.pdf
本发明属于螺杆加工技术领域,尤其是一种双螺杆挤出机的耐磨螺杆及其加工工艺,包括如下步骤:S1:选料,选取30Cr合金结构钢、圆棒料;S2:锻造,在机床切割,得到所需长度和直径的圆棒形钢材;S3:热处理,该热处理过程中包括碳氮共渗处理,共渗液为煤油;S4:铣端面,把圆棒料放到机床进行螺杆端面铣操作;S5:钻中心孔,把经过铣端面处理后的圆棒料放至钻床进行钻中心孔操作;S6:铣螺纹槽,通过机床铣螺纹槽,使工件外周面呈现螺纹;S7:最后将圆棒料放至机床,铣两端倒角,得到成品。本发明中,在S6步骤中铣螺纹槽时,通过

一种用于双螺杆挤出机的防漏水机筒及其制备工艺.pdf
本发明公开了一种用于双螺杆挤出机的防漏水机筒及其制备工艺,该防漏水机筒包括机筒本体和水道,水道内壁镀有耐腐蚀层,水道内设有封盖,封盖通过焊封焊接在水道内;制备工艺包括步骤:(1)加工机筒水道;(2)在水道内壁内设置耐腐蚀层;(3)将不锈钢封盖置于水道槽内;(4)对置放不锈钢封盖的水道进行封焊焊接;(5)将焊接好的工件进行去应力处理,炉冷。本发明工艺制得的用于双螺杆挤出机的防漏水机筒,通过在水道内壁刷镀一层防锈耐腐镍涂层,有效阻止了机筒在使用过程中水道锈蚀、腐蚀损害,保证了机筒的使用寿命,满足了市场对产品使

一种螺杆挤出机用洗机母料及其制备方法.pdf
本发明涉及高分子材料技术领域,特别涉及一种螺杆挤出机用洗机母料及其制备方法。螺杆挤出机用洗机母料包括以下质量份的原料组成:聚乙烯55‑80份,抗氧剂0‑1份,润滑剂2‑5份,丙醇0.1‑2份,碳酸氢钙1‑5份,无机填料15‑40份;所述无机填料为硅藻土、蒙脱土、硅灰石和滑石粉的至少两种组成。本发明提供的螺杆挤出机用洗机母料,通过洗机母料与螺杆、机筒之间的浸润、摩擦,破坏残留物质与螺杆、机筒的结合力,使残留物能够快速的被带出;通过多孔填料的吸附性能能够减少筒体气味的残留;洗机后的产品可重复应用于颜色更深的挤