
一种陶瓷结合剂立方氮化硼砂轮及其制备方法.pdf

一条****涛k

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种陶瓷结合剂立方氮化硼砂轮及其制备方法.pdf
本发明公开了一种陶瓷结合剂立方氮化硼砂轮及其制备方法,采用真空气氛烧结陶瓷结合剂立方氮化硼砂轮,烧结工艺为:从室温升至200℃,升温速率为4~5℃/min;在200℃保温1~2小时;以3~4℃/min的升温速率升至300℃,并保温1~2小时;以3~4℃/min的升温速率升至500℃,并保温1~2小时;以1~2℃/min的升温速率升至850℃,并保温0.5~1.5小时;以1~1.5℃/min的降温速率冷却到700℃,然后随炉冷却,与传统的烧结工艺相比,真空烧结可有效防止砂轮中非氧化物质的氧化,保护立方氮化硼
用于立方氮化硼砂轮的陶瓷复合结合剂及其立方氮化硼砂轮和制备方法.pdf
本发明涉及一种用于立方氮化硼砂轮的陶瓷复合结合剂,该陶瓷复合结合剂由100重量份的B‑Al‑Si系玻璃、0.1‑10重量份的Bi‑Zn‑B系玻璃、3‑5重量份的氧化铝以及5‑10重量份的二氧化硅制备而成。本发明通过采用纳米级别的Bi‑Zn‑B系玻璃,获得了性能很好的陶瓷立方氮化硼砂轮。
一种耐高温高强立方氮化硼砂轮陶瓷结合剂及其制备方法.pdf
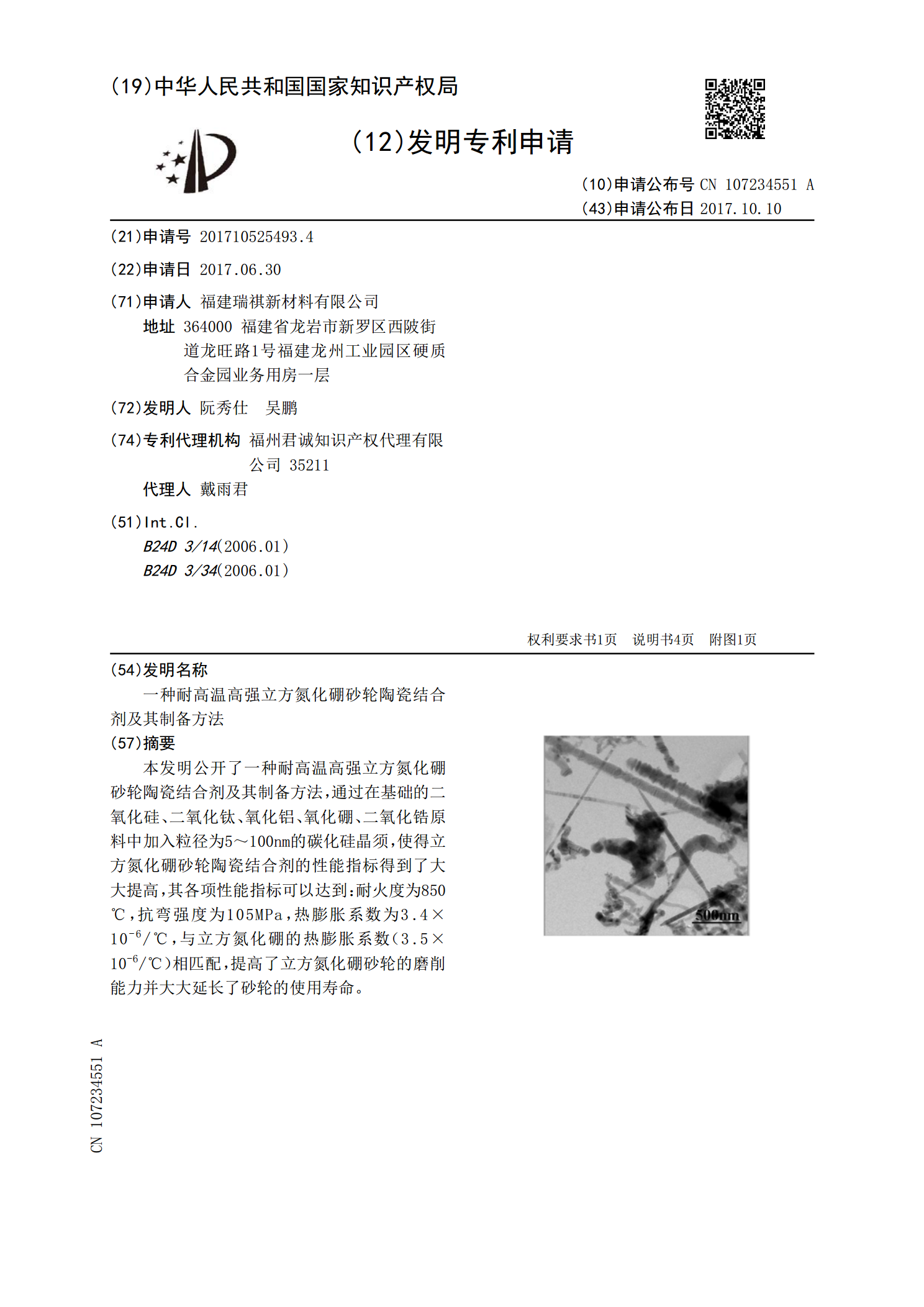
本发明公开了一种耐高温高强立方氮化硼砂轮陶瓷结合剂及其制备方法,通过在基础的二氧化硅、二氧化钛、氧化铝、氧化硼、二氧化锆原料中加入粒径为5~100nm的碳化硅晶须,使得立方氮化硼砂轮陶瓷结合剂的性能指标得到了大大提高,其各项性能指标可以达到:耐火度为850℃,抗弯强度为105MPa,热膨胀系数为3.4×10

一种立方氮化硼砂轮及其制备方法.pdf
本发明公开了一种立方氮化硼砂轮及其制备方法,属于砂轮技术领域。本发明立方氮化硼砂轮,以酚醛树脂粉、立方氮化硼、氧化铬、氧化锌、石墨、碳化硅、聚铝硅酸钙为原料制成,原料中加入聚铝硅酸钙无机高分子材料,力学强度高,与磨料之间的表面活性大,界面能效,浸润性好,能充分包裹磨料,提高酚醛树脂粉对磨料的把持力,而且还可渗透到有裂纹磨料的裂缝内修补磨料,增强磨料性能,使砂轮具有高的自锐性,能够同时磨削不同硬度的钢合金件。本发明立方氮化硼砂轮磨削软硬不同的钢合金件时均具有较高的磨削效率和工件表面质量,产品质量稳定。本发明

一种三点定心陶瓷结合剂立方氮化硼砂轮及其制造方法.pdf
本发明具体涉及一种三点定心陶瓷结合剂立方氮化硼砂轮及其制造方法,包括金属基体和砂轮块,金属基体设有中心孔,砂轮块粘接在金属基体的外缘,其特征在于金属基体的中心孔内安装有三点定心孔环,所述三点定心孔环为一金属环,其内壁上等分圆周设有3个向内凸出的凸点,金属基体的中心孔内径与三点定心孔环的外径为过盈配合。本发明的砂轮金属基体孔内设有三点定心孔环,保证了砂轮与磨床之间的配合精度,有助于延长砂轮使用寿命和提高加工精度。