
一种TB13钛合金熔炼及开坯锻造方法.pdf

傲丝****账号

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种TB13钛合金熔炼及开坯锻造方法.pdf
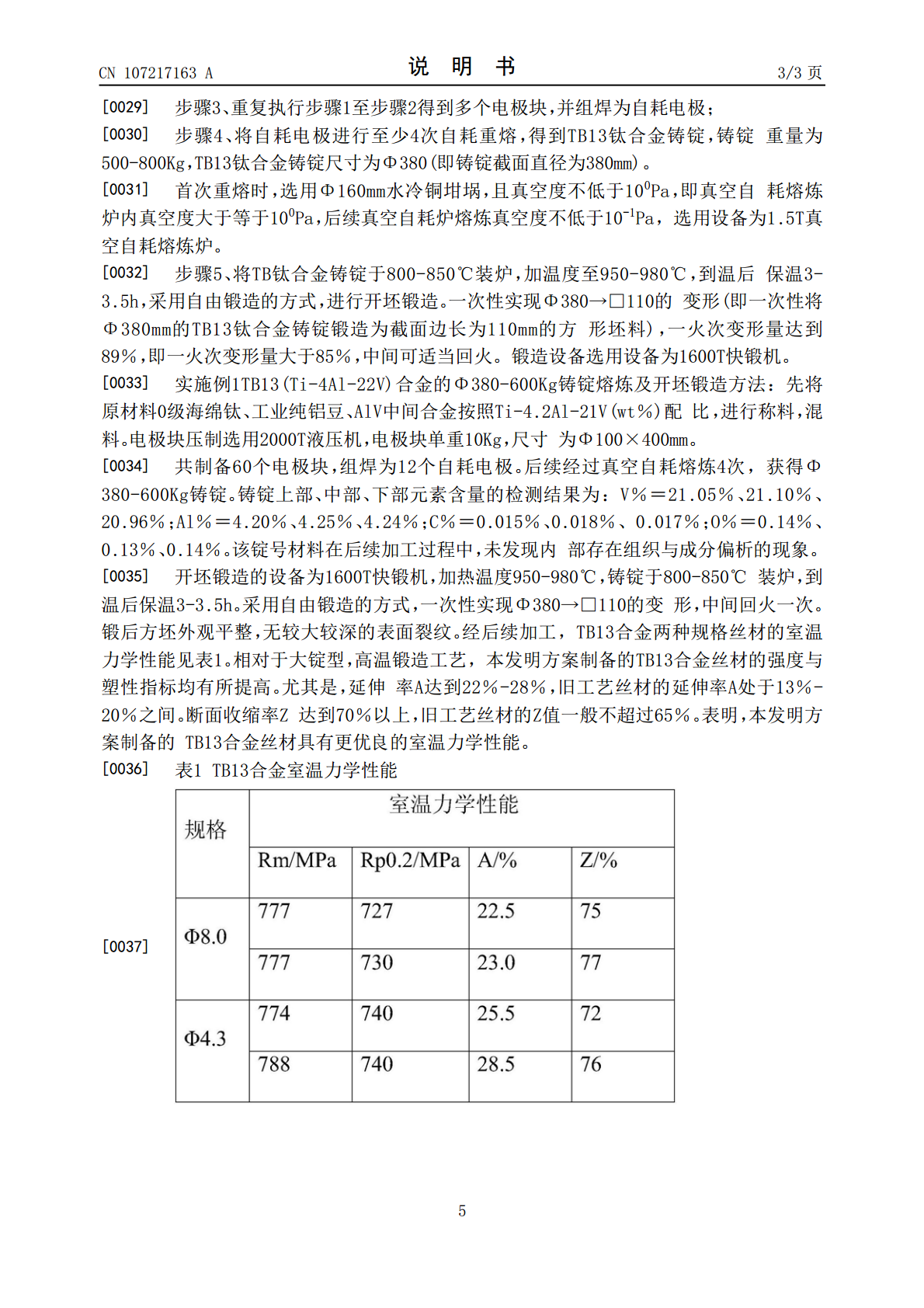
本发明公开了一种TB13钛合金熔炼及开坯锻造方法,以0级海绵钛、AlV中间合金、工业纯铝为原料,按照TB13钛合金的成分配比进行称料、混料,并倒入模具型腔内;启动压机,对模具型腔内的混合原料进行压制,得出电极块;重复执行上述步骤得到多个电极块,并组焊为自耗电极;将自耗电极进行至少4次自耗重熔,得到TB13钛合金铸锭;将TB13钛合金铸锭于800‑850℃装炉,加温度至950‑980℃,到温后保温3‑3.5h,采用自由锻造的方式,进行开坯锻造;本发明对于合金元素含量较多的β钛合金,通过多次熔炼实现充分熔合,
一种提高β钛合金组织均匀性的开坯锻造方法.pdf
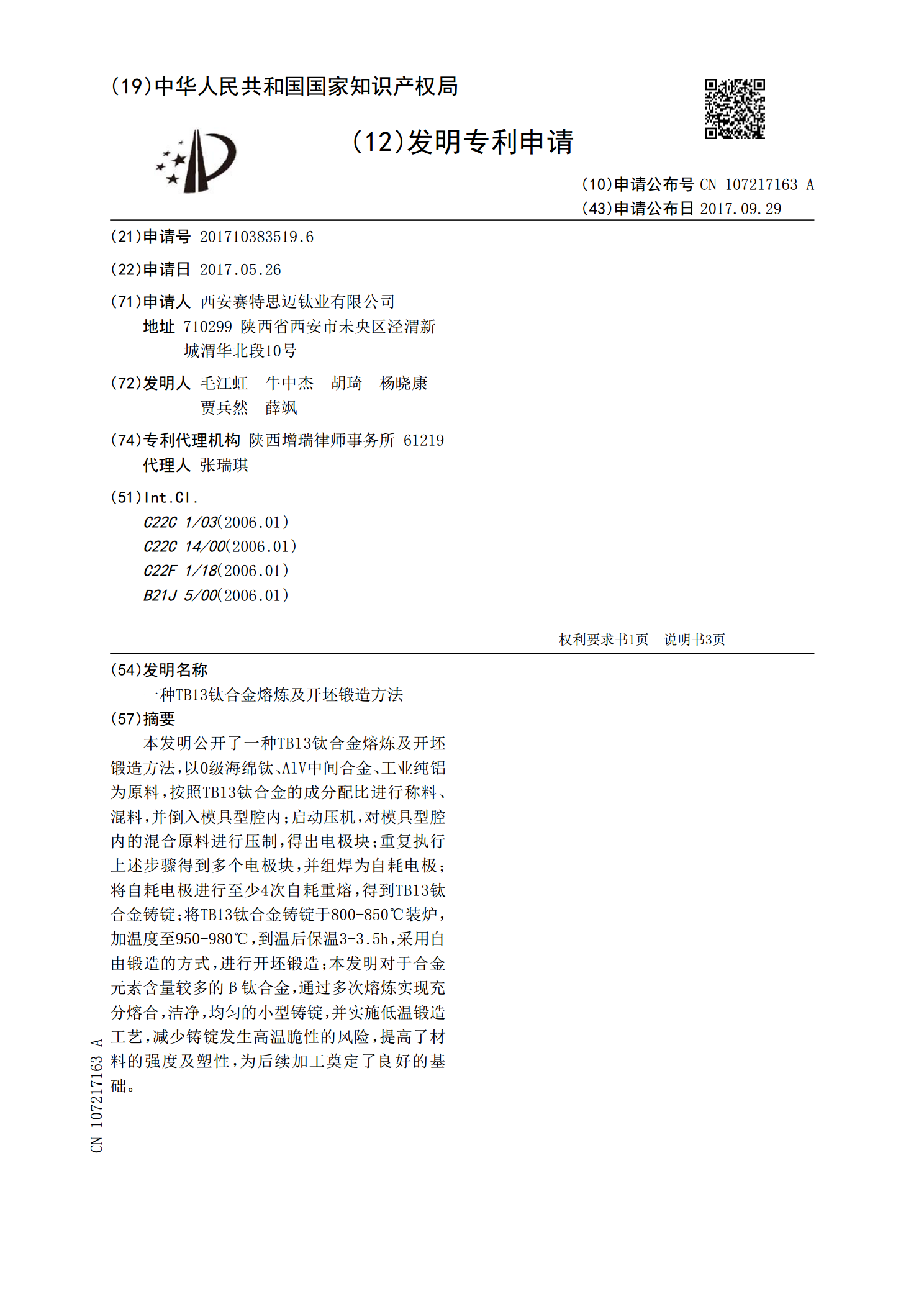
本发明公开了一种提高β钛合金组织均匀性的开坯锻造方法,该方法将β钛合金铸锭经高温加热保温后进行径向锻造,然后回炉进行均匀化处理,再空冷至室温;所述径向锻造过程中,将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置,然后反复对向压扁变形,且压扁变形量为30%~40%。本发明通过径向锻造过程将β钛合金铸锭沿长度方向与锻砧的轴向方向平行放置并反复对向压扁变形,结合均匀化处理,使得铸态柱状晶组织破碎后经静态再结晶长大,避免组织缺陷,提高了β钛合金组织均匀性,满足了飞机制造对钛合金大型锻件或零件的需要。
一种开坯的锻造方法.pdf
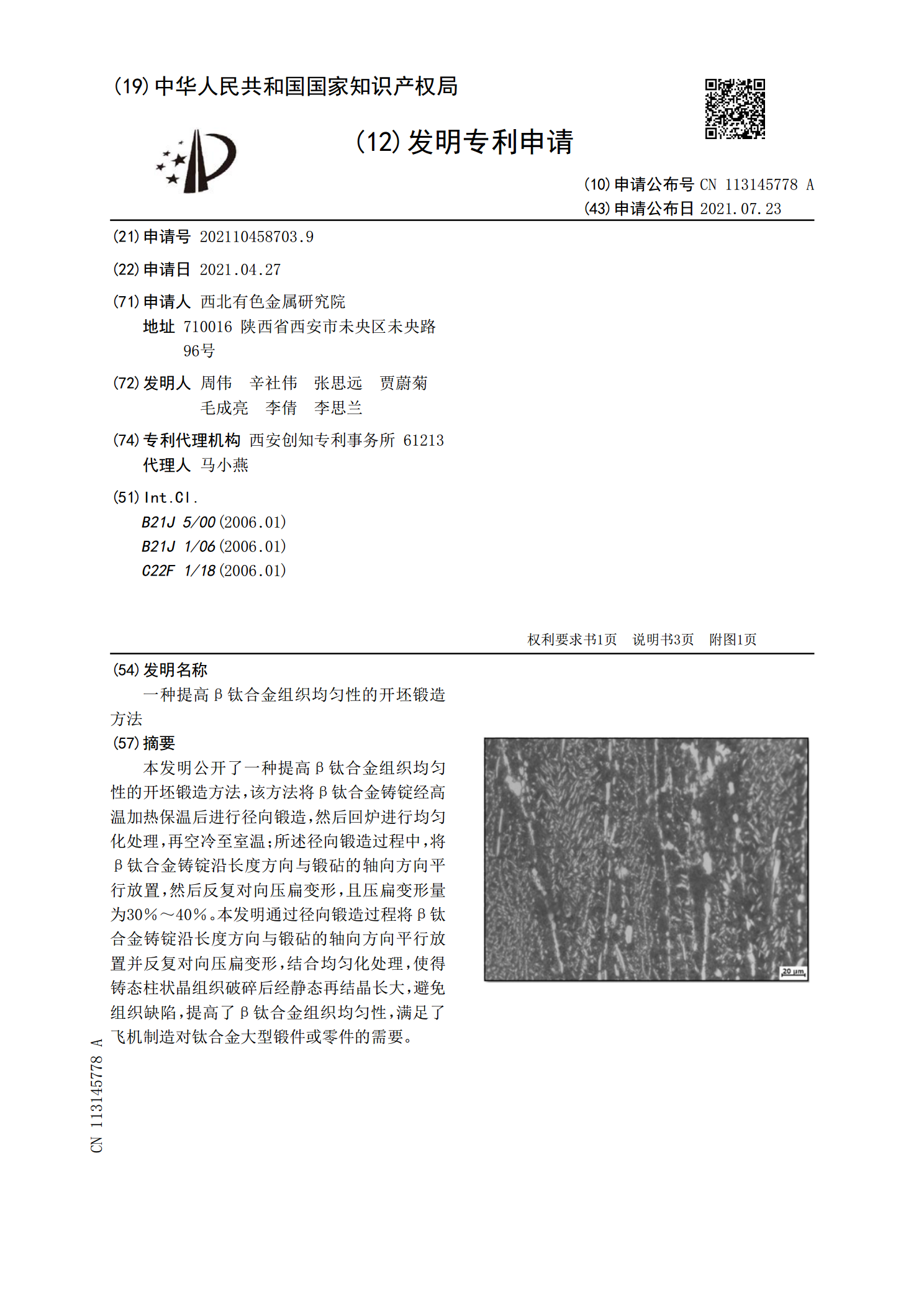
本发明提供了一种开坯的锻造方法,该方法包括如下步骤:步骤:1:加热锻件,根据材料的热导率,以及比热容的变化,制定合适的加热工艺,保证锻件心部锻熟,以提高锻件的塑性,降低锻件的变形抗力;步骤2:将坯料开坯锻造,具体分镦粗和拔长过程,以提高锻件的整体均匀程度,消除难变形区域;步骤3:回炉加热锻件:当锻件温度低于800℃时,停止锻造,回炉加热;步骤4:成形,将钢锭锻至目标锻件形状;步骤5:锻后对锻件进行热处理。本发明消除了开坯过程中的难变形区域,提高锻件心部的应变均匀程度;用组合式开坯工具,实现了镦粗、拔长工序
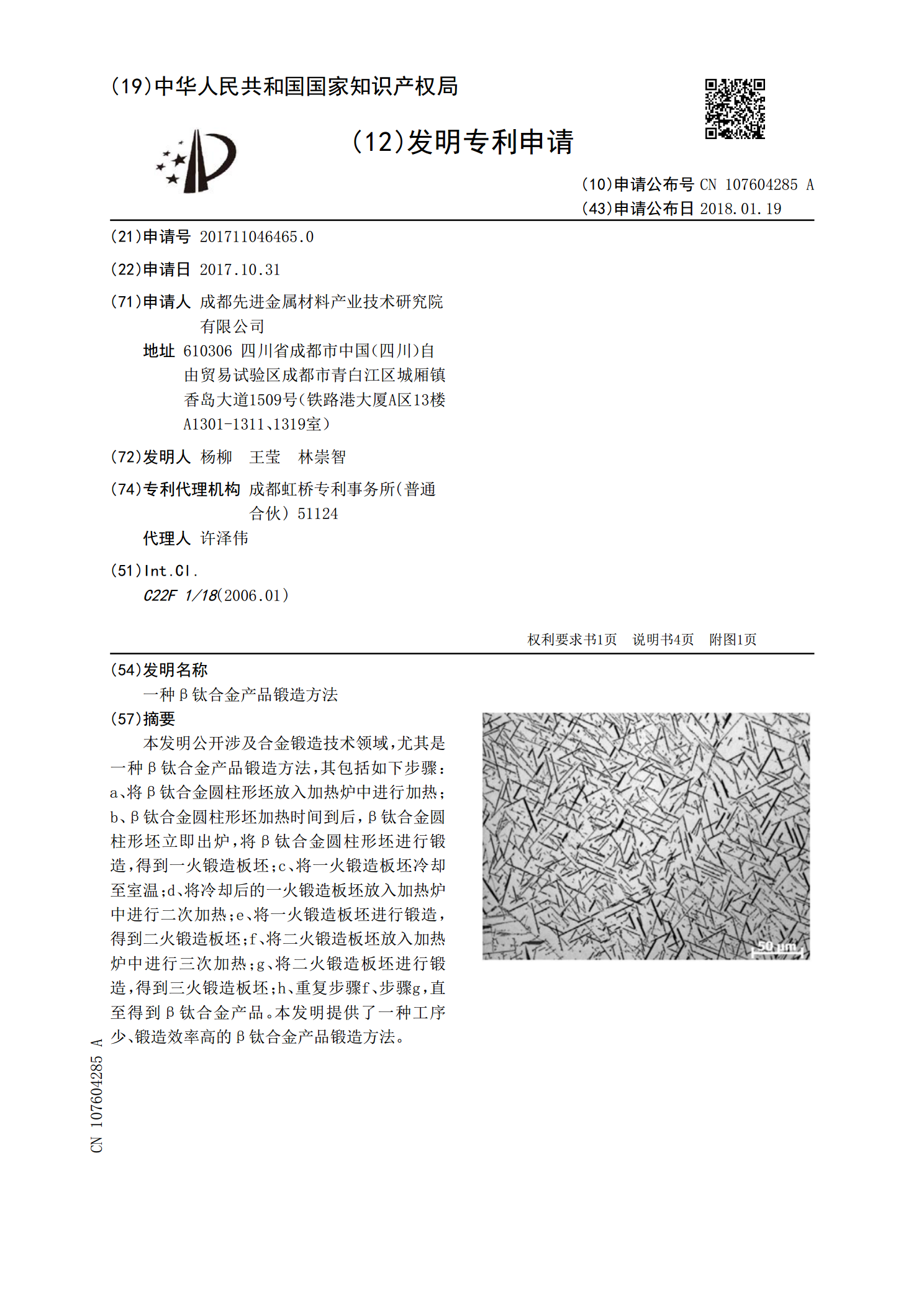
一种β钛合金产品锻造方法.pdf
本发明公开涉及合金锻造技术领域,尤其是一种β钛合金产品锻造方法,其包括如下步骤:a、将β钛合金圆柱形坯放入加热炉中进行加热;b、β钛合金圆柱形坯加热时间到后,β钛合金圆柱形坯立即出炉,将β钛合金圆柱形坯进行锻造,得到一火锻造板坯;c、将一火锻造板坯冷却至室温;d、将冷却后的一火锻造板坯放入加热炉中进行二次加热;e、将一火锻造板坯进行锻造,得到二火锻造板坯;f、将二火锻造板坯放入加热炉中进行三次加热;g、将二火锻造板坯进行锻造,得到三火锻造板坯;h、重复步骤f、步骤g,直至得到β钛合金产品。本发明提供了一种
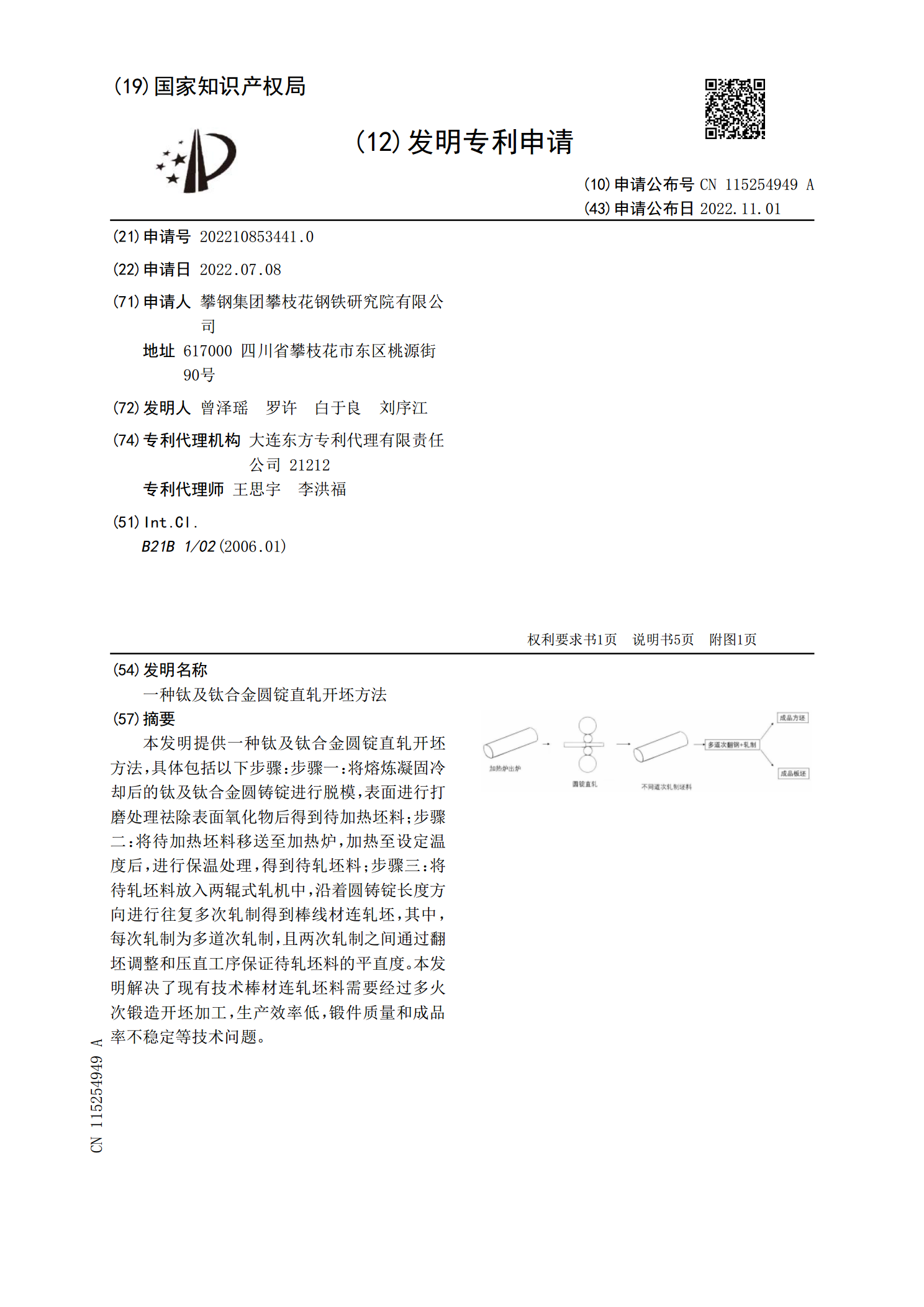
一种钛及钛合金圆锭直轧开坯方法.pdf
本发明提供一种钛及钛合金圆锭直轧开坯方法,具体包括以下步骤:步骤一:将熔炼凝固冷却后的钛及钛合金圆铸锭进行脱模,表面进行打磨处理祛除表面氧化物后得到待加热坯料;步骤二:将待加热坯料移送至加热炉,加热至设定温度后,进行保温处理,得到待轧坯料;步骤三:将待轧坯料放入两辊式轧机中,沿着圆铸锭长度方向进行往复多次轧制得到棒线材连轧坯,其中,每次轧制为多道次轧制,且两次轧制之间通过翻坯调整和压直工序保证待轧坯料的平直度。本发明解决了现有技术棒材连轧坯料需要经过多火次锻造开坯加工,生产效率低,锻件质量和成品率不稳定等