
一种降低贝氏体钢轨疲劳裂纹扩展速率的生产方法.pdf

春波****公主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低贝氏体钢轨疲劳裂纹扩展速率的生产方法.pdf
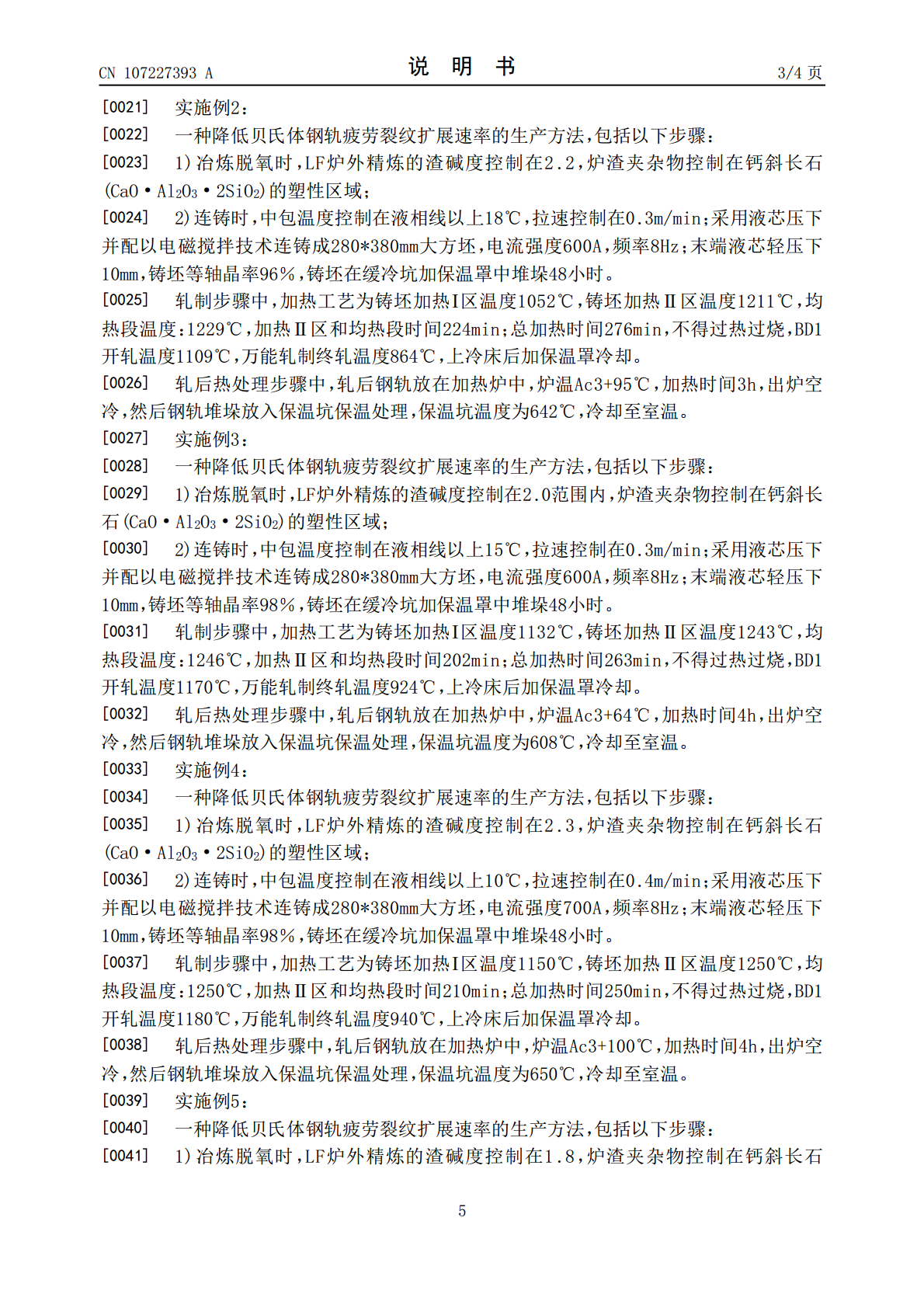
本发明公开一种降低贝氏体钢轨疲劳裂纹扩展速率的生产方法的生产方法,具体包括冶炼脱氧时,将精炼炉渣的渣碱度控制在1.8~2.3范围内,炉渣夹杂物控制在钙斜长石的塑性区域;连铸中包温度在液相线以上10~20℃,拉速控制在0.3~0.5m/min;采用液芯压下工艺得到铸坯,控制铸坯等轴晶率>95%。通过上述工艺控制夹杂物成分以及大小形成细小的全等轴晶连铸、降低中心偏析,后期通过加热工艺,合适的冷却工艺以及热处理工艺,最终生产出的贝氏体钢轨较常规冶炼方法制备得到的贝氏体钢轨的强度高,且在‑20℃断裂韧性K
一种贝氏体钢轨及生产方法.pdf
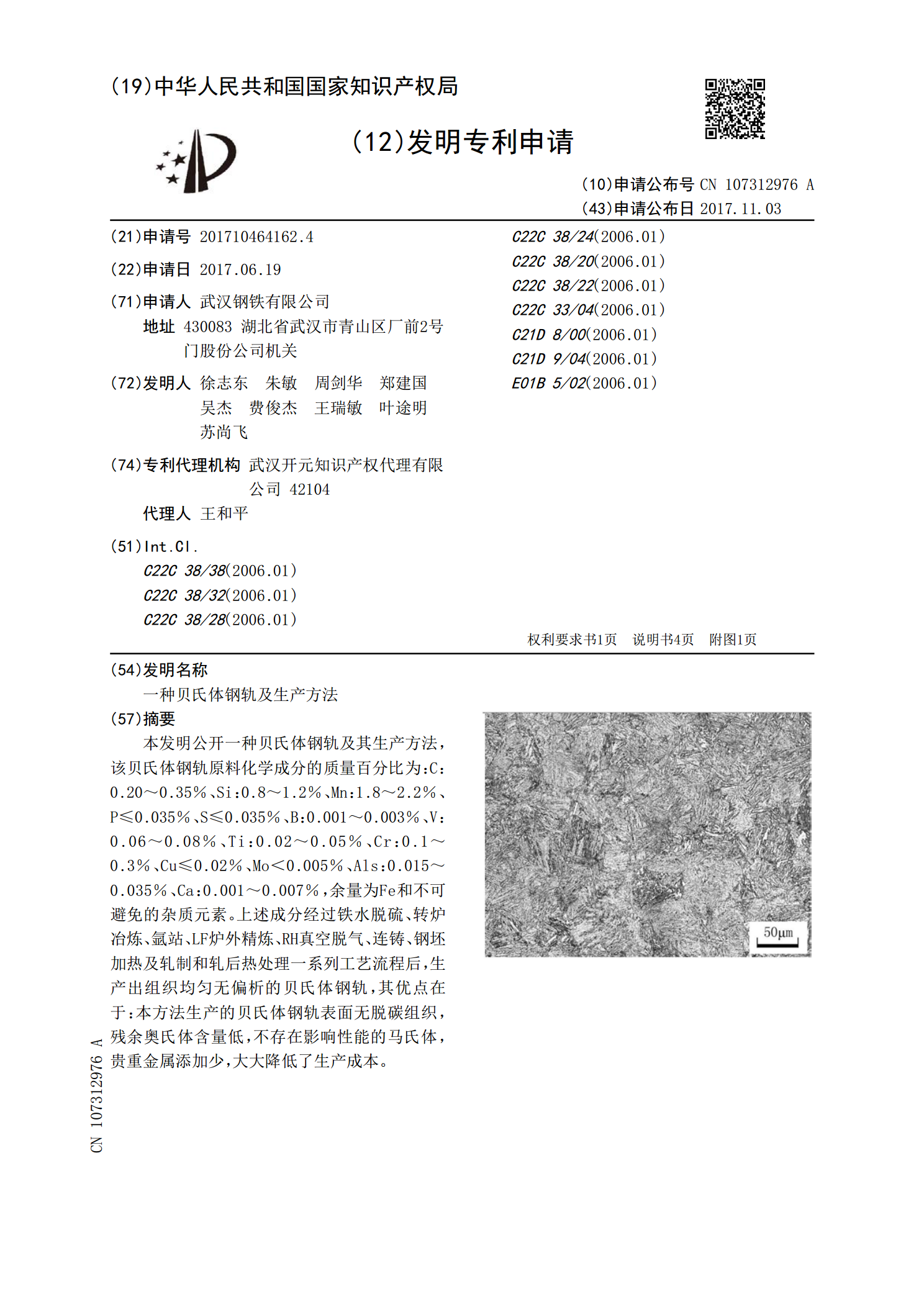
本发明公开一种贝氏体钢轨及其生产方法,该贝氏体钢轨原料化学成分的质量百分比为:C:0.20~0.35%、Si:0.8~1.2%、Mn:1.8~2.2%、P≤0.035%、S≤0.035%、B:0.001~0.003%、V:0.06~0.08%、Ti:0.02~0.05%、Cr:0.1~0.3%、Cu≤0.02%、Mo<0.005%、Als:0.015~0.035%、Ca:0.001~0.007%,余量为Fe和不可避免的杂质元素。上述成分经过铁水脱硫、转炉冶炼、氩站、LF炉外精炼、RH真空脱气、连铸、钢坯加

双向疲劳裂纹扩展速率测试方法及测试系统.pdf
本发明涉及疲劳裂纹扩展测试技术,具体涉及双向疲劳裂纹扩展速率测试方法及测试系统。该方法在试件中心预制半圆形缺口;将试件夹持在疲劳试验机上;施加交变载荷预制疲劳裂纹;采用恒定等幅循环载荷进行疲劳裂纹扩展试验,试验中施加标识载荷,在断口留下供判读标识线;在工具显微镜下进行断口判读,获取标识线沿试件宽度方向的半长a、沿试件厚度方向的深度c,及对应的交变载荷循环数N;求取夹持边界条件下表面裂纹的应力强度因子;根据a、c和N进行裂纹扩展速率估计,确定双向疲劳裂纹扩展速率参数n
一种钛合金疲劳裂纹扩展速率的方法及装置.pdf
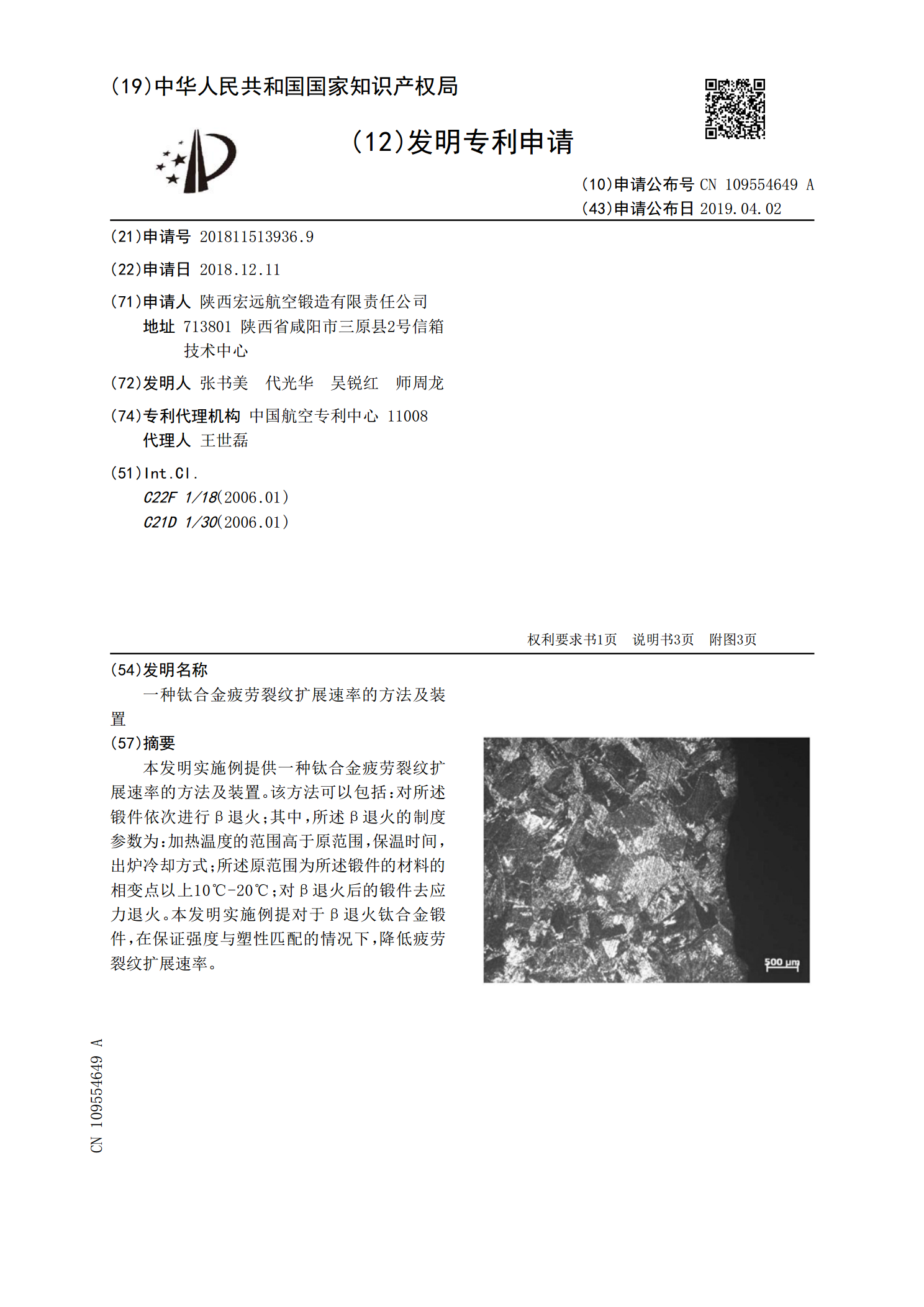
本发明实施例提供一种钛合金疲劳裂纹扩展速率的方法及装置。该方法可以包括:对所述锻件依次进行β退火;其中,所述β退火的制度参数为:加热温度的范围高于原范围,保温时间,出炉冷却方式;所述原范围为所述锻件的材料的相变点以上10℃‑20℃;对β退火后的锻件去应力退火。本发明实施例提对于β退火钛合金锻件,在保证强度与塑性匹配的情况下,降低疲劳裂纹扩展速率。

贝氏体钢轨的热处理方法.pdf
本发明公开了一种贝氏体钢轨的热处理方法。该贝氏体钢轨的热处理方法包括:将终轧后的钢轨自然冷却,以使钢轨轨头表层温度降至460℃-490℃;将钢轨以2.0℃/s-4.0℃/s的冷却速度强制冷却,以使钢轨轨头表层温度降至250℃-290℃;使钢轨温度自然回升直至钢轨轨头表层温度达到300℃以上;将钢轨置于炉膛温度为300℃-350℃的加热炉内回火处理2h-6h;将钢轨空冷至室温。经根据本发明的热处理方法得到的钢轨在获得稳定残余奥氏体组织的同时具有良好的综合力学性能。