
核电站钢制安全壳电气贯穿件的安装方法.pdf

Jo****63


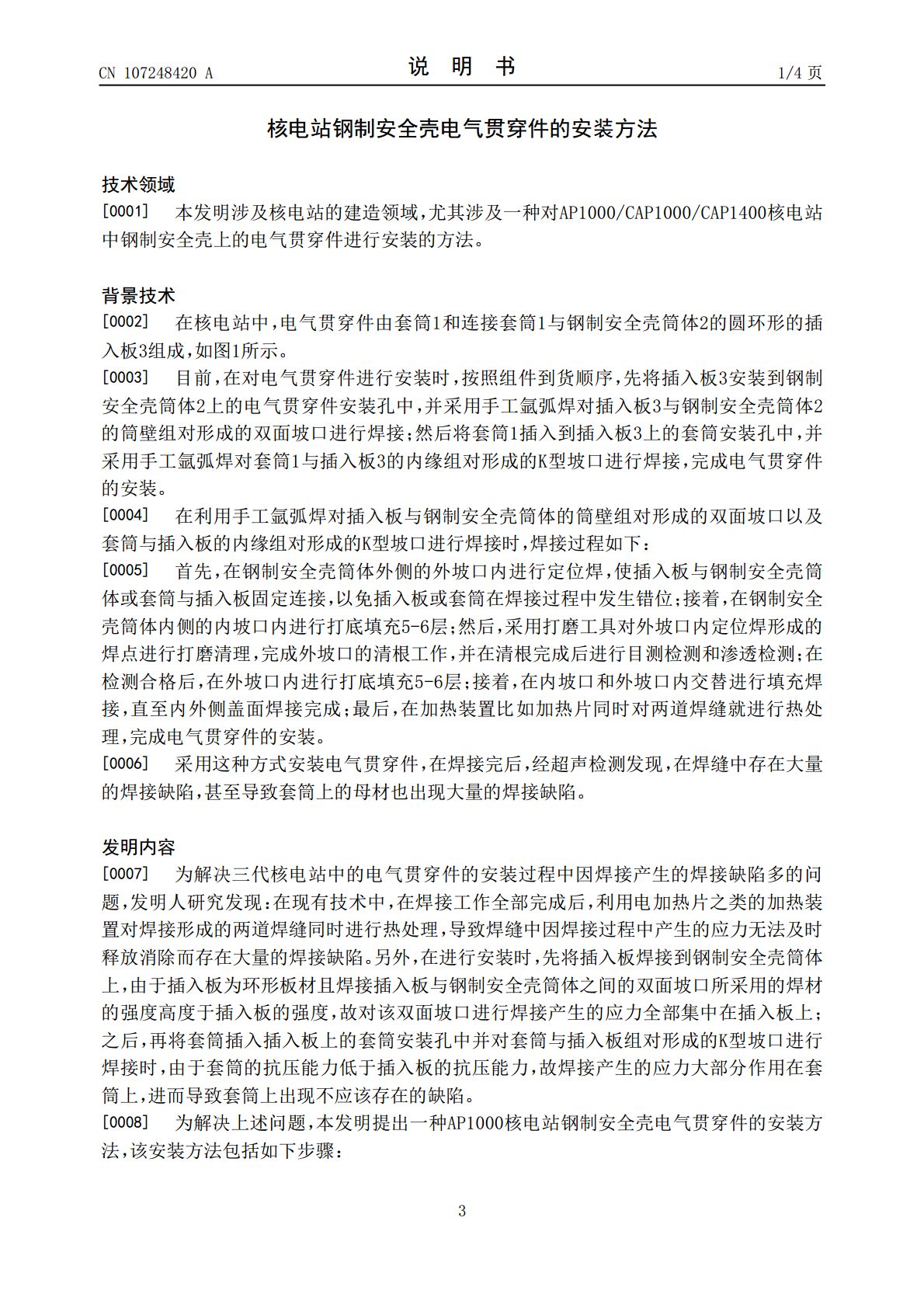
1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

核电站钢制安全壳电气贯穿件的安装方法.pdf
本发明涉及核电站的建造领域,尤其涉及一种对核电站中钢制安全壳上的电气贯穿件进行安装的方法。为解决核电站中的电气贯穿件的安装过程中因焊接产生的焊接缺陷多的问题,本发明提出一种核电站钢制安全壳电气贯穿件的安装方法:将套筒插入到插入板上的套筒安装孔内组对形成K型坡口,组对间隙为3‑5mm;对K型坡口周围进行预热后,采用手工电弧焊或熔化极气体保护自动焊对K型坡口进行中心对称式焊接,焊接完成后置于加热炉内进行焊后热处理;将电气贯穿件吊装至电气贯穿件安装孔内并组对形成双面坡口,组对间隙为0‑10mm;采用手工电弧焊对

核电站钢制安全壳的设备闸门安装方法.pdf
本发明的目的在于提供一种核电站钢制安全壳的设备闸门安装方法,保证在复杂施工条件下闸门的安装精度,降低施工难度。其将闸门、闸门平台以及可调节支撑架一起吊入钢制安全壳内侧,并进入钢制安全壳与内侧的安装支架之间,将闸门平台靠核岛中心的一端即第二端用手拉葫芦固定在锚点,再将闸门平台第一端用手拉葫芦挂在钢制安全壳外侧的吊耳上,然后松开闸门与闸门平台之间的螺栓,调整闸门平台上连接的手拉葫芦,使闸门平台落在内、外侧安装支架上,然后将闸门平台与内、外侧安装支架焊接牢固;在闸门平台上位于可调节支撑架正下方放置多个可移动式搬

核电站电气贯穿件介绍.pptx
核电站中钢制安全壳的吊装方法.pdf
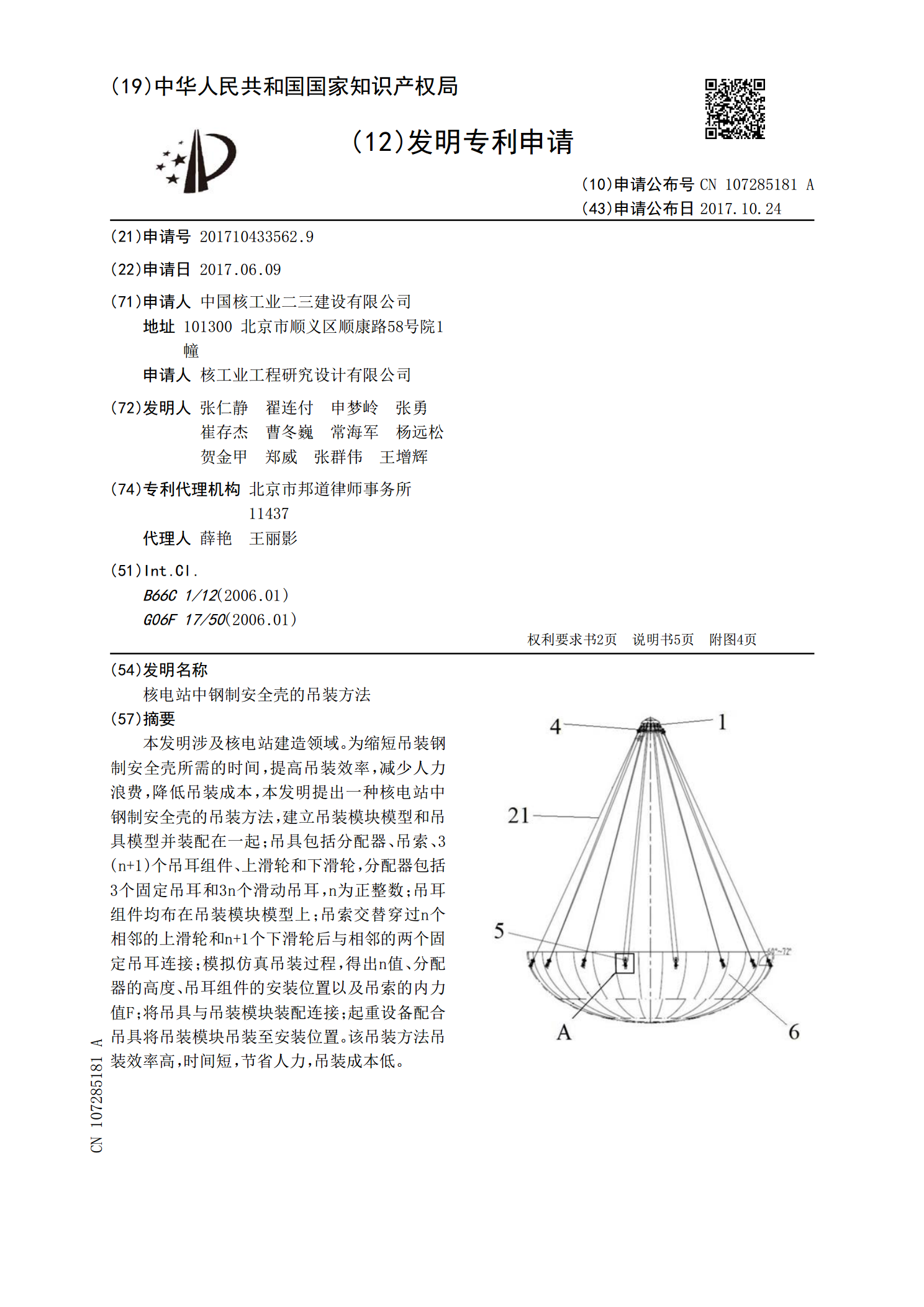
本发明涉及核电站建造领域。为缩短吊装钢制安全壳所需的时间,提高吊装效率,减少人力浪费,降低吊装成本,本发明提出一种核电站中钢制安全壳的吊装方法,建立吊装模块模型和吊具模型并装配在一起;吊具包括分配器、吊索、3(n+1)个吊耳组件、上滑轮和下滑轮,分配器包括3个固定吊耳和3n个滑动吊耳,n为正整数;吊耳组件均布在吊装模块模型上;吊索交替穿过n个相邻的上滑轮和n+1个下滑轮后与相邻的两个固定吊耳连接;模拟仿真吊装过程,得出n值、分配器的高度、吊耳组件的安装位置以及吊索的内力值F;将吊具与吊装模块装配连接;起重

干磨端面封在核电站安全壳贯穿件的应用研究.docx
干磨端面封在核电站安全壳贯穿件的应用研究Title:ApplicationResearchonDryGrindingforSealingSurfacesEnclosedinPenetrationsofNuclearPowerPlantContainmentStructuresIntroduction:Nuclearpowerstationsplayavitalroleinmeetingtheincreasingenergydemandswhilereducinggreenhousegasemissions