
一种避免煤块粘接的煤仓衬板及其制备方法.pdf

雨星****萌娃


1/7

2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种避免煤块粘接的煤仓衬板及其制备方法.pdf
本发明公开了一种避免煤块粘接的煤仓衬板及其制备方法,包括以下步骤:S1制备砂型;S2将合金原料熔炼得到混合料A;S3向混合料A中加入质量份为20~26份的Re进行变质处理得到混合料B;S4向混合料B中加入钢包覆盖剂得到混合料C;S5将混合料C调温至1480~1500℃后浇铸到砂型中,然后冷却1~1.5h后开箱取铸件A;S6将铸件A放入热处理炉中得到铸件B;S7得到铸件C;S8待铸件C冷却至40℃以下后将其取出,清除毛刺并抛光后得到煤仓衬板。本发明具有的有益效果:具有优异的耐磨性能从而避免粘接,提高煤仓的出

一种煤仓用复合衬板及其制备方法.pdf
本发明公开了一种煤仓用复合衬板及其制备方法,包括以下步骤:S1分别制备板状铸件和陶瓷泥料;S2利用制坯压模将陶瓷泥料压成面积大于板状铸件单面面积的板状坯件;S3按照板状坯件‑板状铸件‑板状坯件的层叠形式放入成型压模中压制成衬板坯件;S4将衬板坯件放入烤炉内烧结得到复合衬板;本发明具有的有益效果:具有强度高、耐磨性能好的优点。

一种衬塑钢管专用粘接树脂及其制备方法.pdf
本发明公开一种衬塑钢管专用粘接树脂及其制备方法,属于高分子材料技术领域,是由下述重量份的原料制备而成:聚烯烃100份,马来酸丁二酯2~4份、降冰片烯二酸酐1~3份、苯乙烯3~7份、丙烯酸1~2份、引发剂0.05~0.4份、抗氧剂0~2份、丙酮2~5份。本发明采用马来酸丁二酯、降冰片烯二酸酐、苯乙烯、丙烯酸多种单体一起使用协同作用,提高了接枝率和接枝效率。在满足高接枝率的同时,可以实现低残留量,聚烯烃利用率高。本发明的粘接树脂专门为衬塑钢管设计,与镀锌管、不锈钢、马口铁等金属都有良好的粘结力,适用于各类冷水
铝蜂窝板用粘接胶膜及其制备方法、铝蜂窝板及其应用.pdf
本发明涉及热熔胶技术领域,具体而言,涉及铝蜂窝板用粘接胶膜及其制备方法、铝蜂窝板及其应用。用粘接胶膜包括依次层叠设置的第一表层、中间层和第二表层;第一表层主要由第一聚乙烯20~60份,聚乙烯接枝共聚物5~40份,乙烯丙烯酸共聚物2~15份和抗氧剂0.1~0.5份制成;第二表层主要由第一聚乙烯10~30份,聚乙烯接枝共聚物5~30份,热塑性弹性体5~20份,乙烯丙烯酸共聚物5~20份,苯乙烯‑丁二烯‑苯乙烯嵌段共聚物2~10份,聚苯乙烯2~10份和抗氧剂0.1~0.5份制成;中间层包括无纺布层。该铝蜂窝板用
一种防粘接农膜及其制备方法.pdf
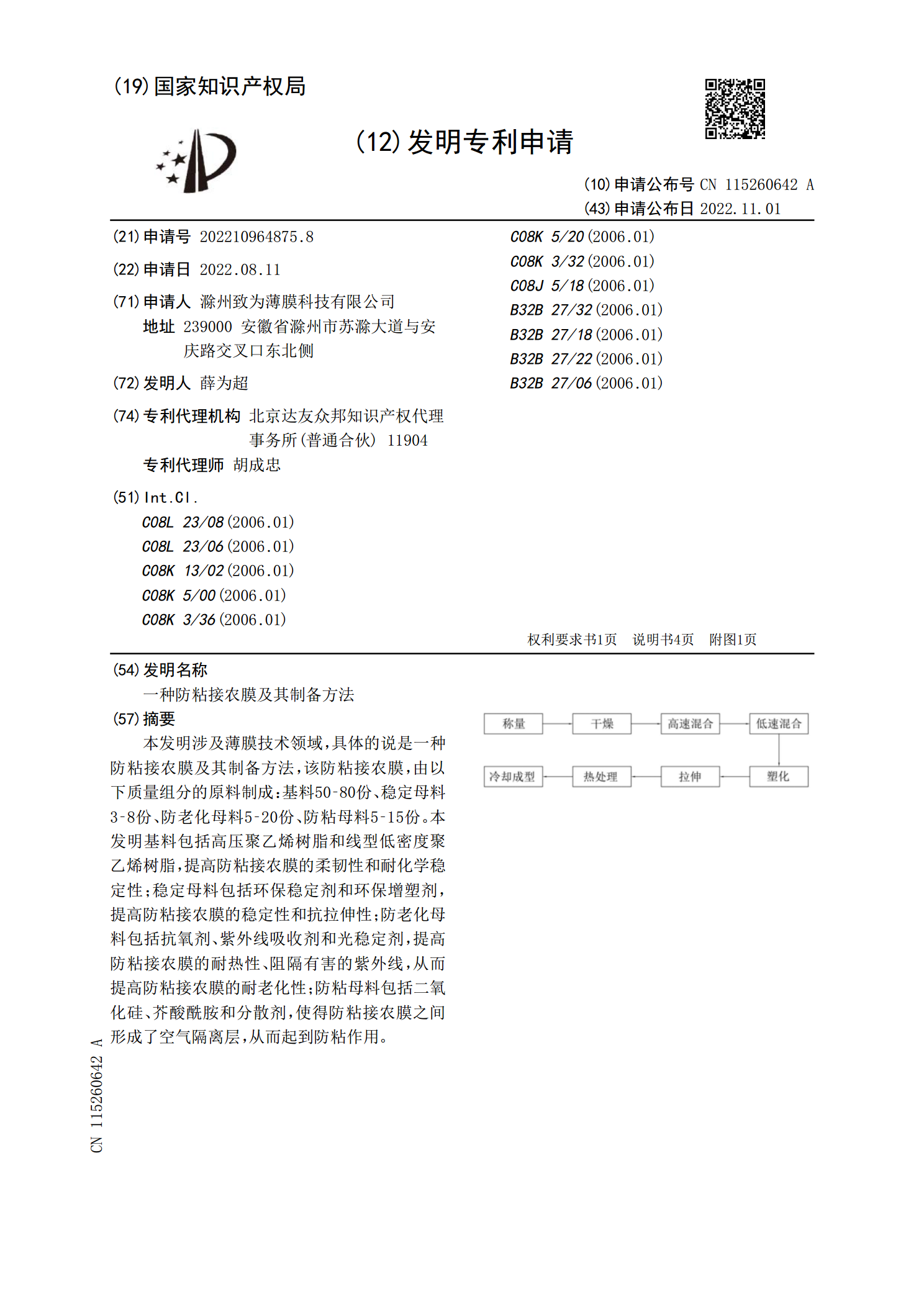
本发明涉及薄膜技术领域,具体的说是一种防粘接农膜及其制备方法,该防粘接农膜,由以下质量组分的原料制成:基料50‑80份、稳定母料3‑8份、防老化母料5‑20份、防粘母料5‑15份。本发明基料包括高压聚乙烯树脂和线型低密度聚乙烯树脂,提高防粘接农膜的柔韧性和耐化学稳定性;稳定母料包括环保稳定剂和环保增塑剂,提高防粘接农膜的稳定性和抗拉伸性;防老化母料包括抗氧剂、紫外线吸收剂和光稳定剂,提高防粘接农膜的耐热性、阻隔有害的紫外线,从而提高防粘接农膜的耐老化性;防粘母料包括二氧化硅、芥酸酰胺和分散剂,使得防粘接农