
金刚石放射状定位分布超薄层复合钻头及其制作工艺.pdf

一吃****瀚文


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金刚石放射状定位分布超薄层复合钻头及其制作工艺.pdf
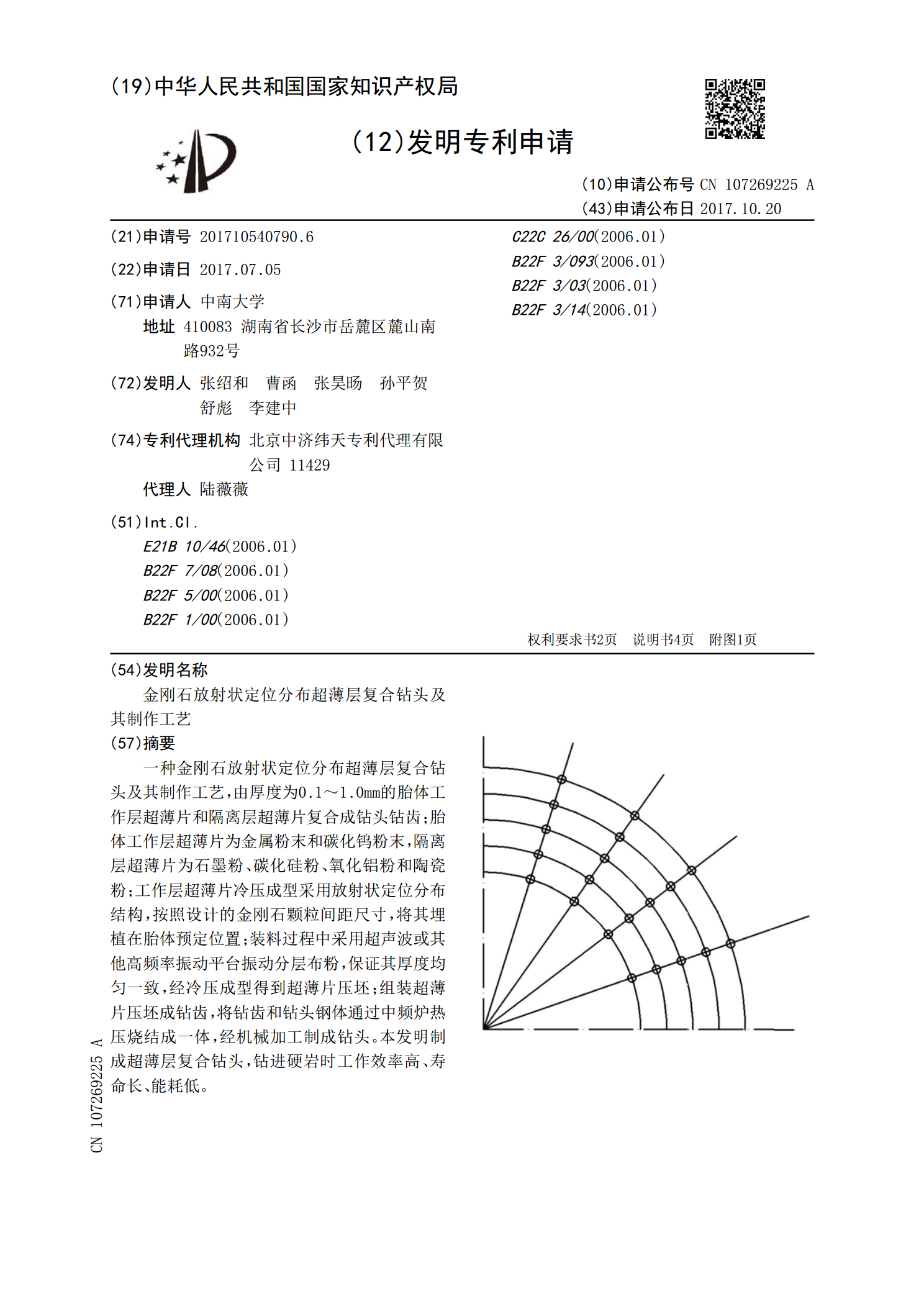
一种金刚石放射状定位分布超薄层复合钻头及其制作工艺,由厚度为0.1~1.0mm的胎体工作层超薄片和隔离层超薄片复合成钻头钻齿;胎体工作层超薄片为金属粉末和碳化钨粉末,隔离层超薄片为石墨粉、碳化硅粉、氧化铝粉和陶瓷粉;工作层超薄片冷压成型采用放射状定位分布结构,按照设计的金刚石颗粒间距尺寸,将其埋植在胎体预定位置;装料过程中采用超声波或其他高频率振动平台振动分层布粉,保证其厚度均匀一致,经冷压成型得到超薄片压坯;组装超薄片压坯成钻齿,将钻齿和钻头钢体通过中频炉热压烧结成一体,经机械加工制成钻头。本发明制成超
金刚石等距状定位分布超薄层复合钻头及其制作工艺.pdf
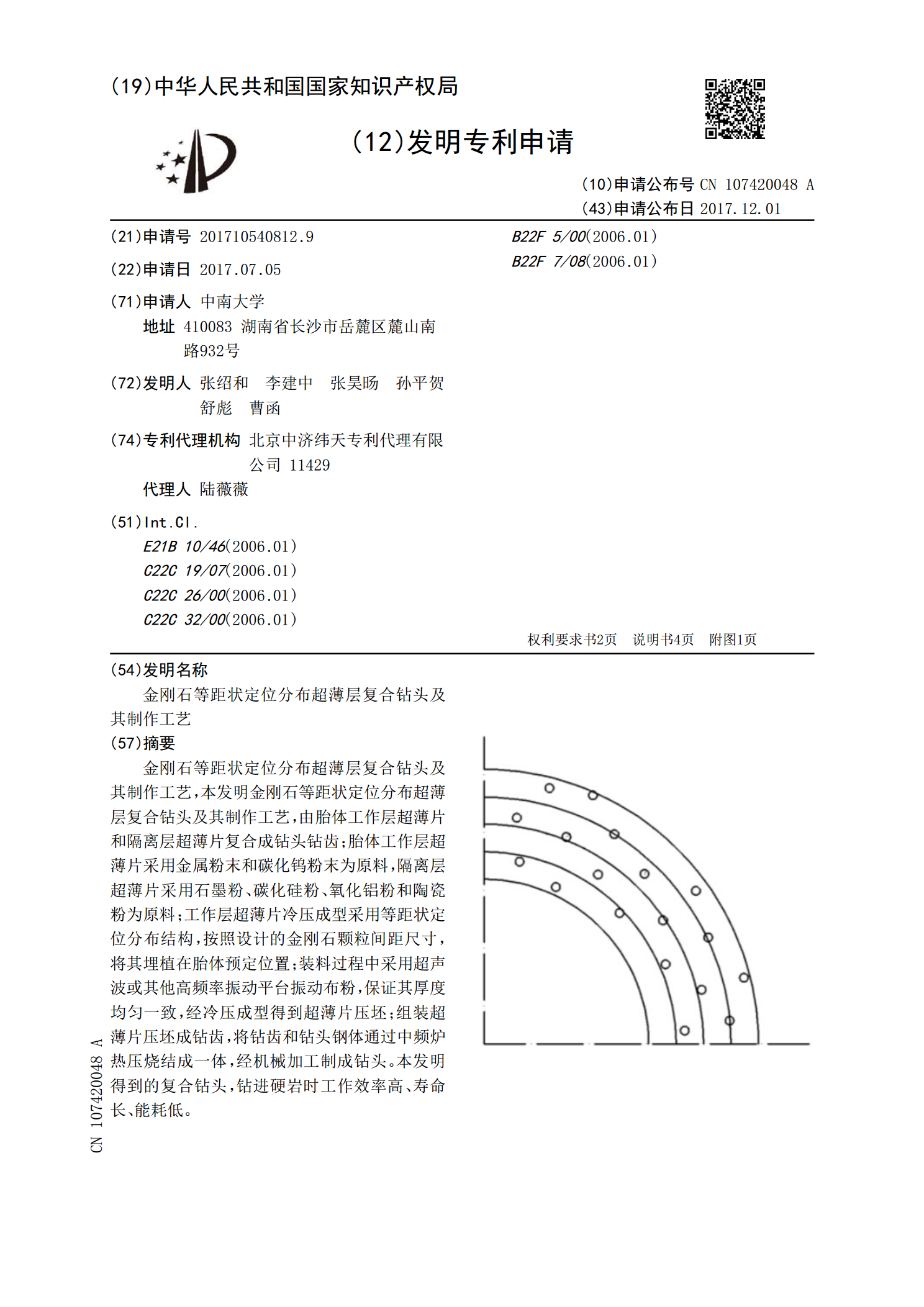
金刚石等距状定位分布超薄层复合钻头及其制作工艺,本发明金刚石等距状定位分布超薄层复合钻头及其制作工艺,由胎体工作层超薄片和隔离层超薄片复合成钻头钻齿;胎体工作层超薄片采用金属粉末和碳化钨粉末为原料,隔离层超薄片采用石墨粉、碳化硅粉、氧化铝粉和陶瓷粉为原料;工作层超薄片冷压成型采用等距状定位分布结构,按照设计的金刚石颗粒间距尺寸,将其埋植在胎体预定位置;装料过程中采用超声波或其他高频率振动平台振动布粉,保证其厚度均匀一致,经冷压成型得到超薄片压坯;组装超薄片压坯成钻齿,将钻齿和钻头钢体通过中频炉热压烧结成一

一种金刚石螺旋状定位分布超薄层复合钻头及其制作工艺.pdf
金刚石螺旋状定位分布超薄层复合钻头及其制作工艺,本发明由厚度为0.1~1.0mm的胎体工作层超薄片和隔离层超薄片复合成钻头钻齿;胎体工作层超薄片以金属粉末、碳化钨粉末为原料,隔离层超薄片以石墨粉、碳化硅粉、氧化铝粉和陶瓷粉为原料;工作层超薄片冷压成型采用螺旋状定位分布结构,将金刚石颗粒埋植在胎体预定位置;装料过程中采用超声波或其他高频率振动平台振动布粉,经冷压成型得到超薄片压坯;组装超薄片压坯成钻齿,将钻齿和钻头钢体通过中频炉热压烧结成一体,经机械加工制成钻头。本发明制成的超薄层复合钻头,钻进硬岩时工作效

复合电镀新工艺金刚石钻头.docx
复合电镀新工艺金刚石钻头复合电镀新工艺金刚石钻头摘要:金刚石钻头是一种被广泛应用于石油勘探、采矿、建筑等行业的重要工具,具有高硬度、耐磨损的特点。近年来,随着科技的发展,不断有新的工艺应用于金刚石钻头的制作中,其中复合电镀工艺成为一种引人注目的新技术。本文将针对复合电镀新工艺金刚石钻头进行详细介绍和分析,探讨其制作工艺、物理化学特性以及应用前景。关键词:金刚石钻头,复合电镀,制作工艺,物理化学特性,应用前景引言:金刚石钻头作为一种石油勘探和采矿行业的重要工具,不仅深受业界关注,也成为了科技发展的热点。传统

一种石油钻头用金刚石复合片烧结工艺.pdf
本发明涉及一种石油钻头用金刚石复合片烧结工艺,包括如下步骤:S1原料预组装;S2金刚石复合片一次烧结:将S1步骤中的组装件送入高压烧结合成室中,在高压烧结合成室中烧结4‑6min,去掉硬质合金基体I得到金刚石复合片粗成品待用;S3粗成品加工;S4金刚石复合片二次烧结:将金刚石复合片粗成品采用强酸浸泡法脱结合剂,清水清洗2‑3次后,在高温炉中高温烘干,再与硬质合金基体II装在屏蔽杯中形成组装件送入高压烧结合成室中,在温度为1400‑1450℃、压力为5.6GPa的高压烧结合成室中烧结6‑8min,将金刚石复