
极片热风自动化干燥系统.pdf

小琛****82


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

极片热风自动化干燥系统.pdf
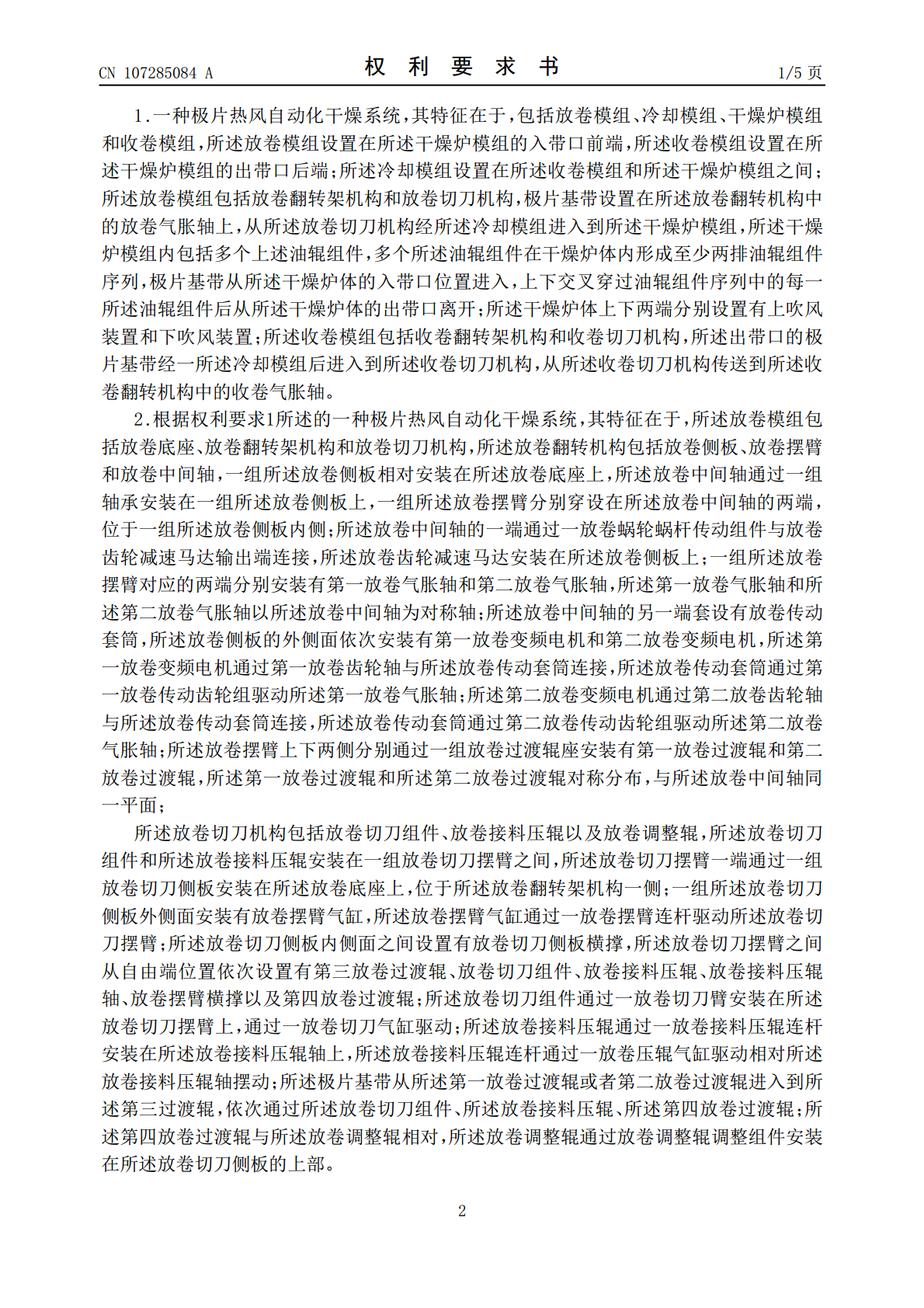
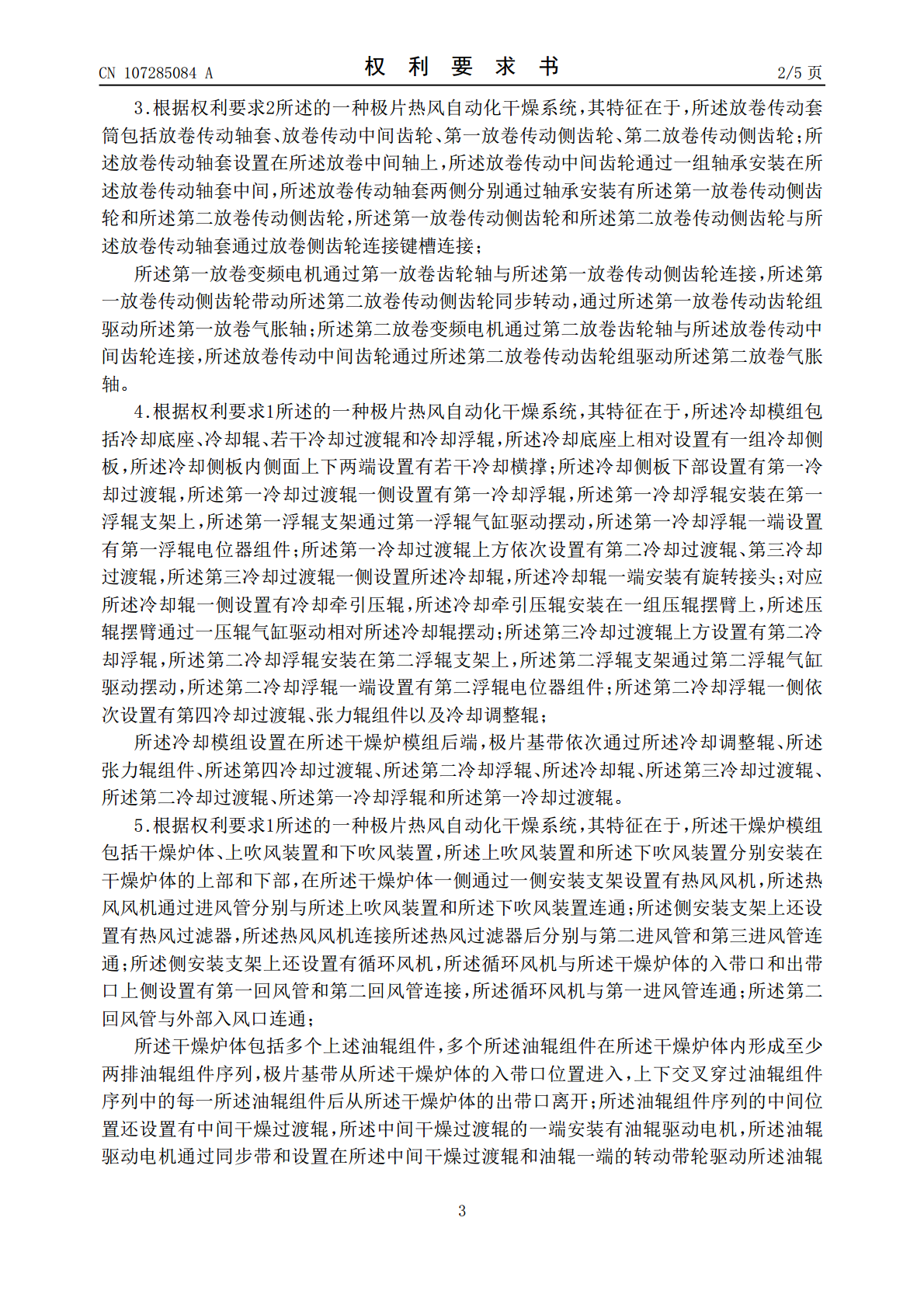
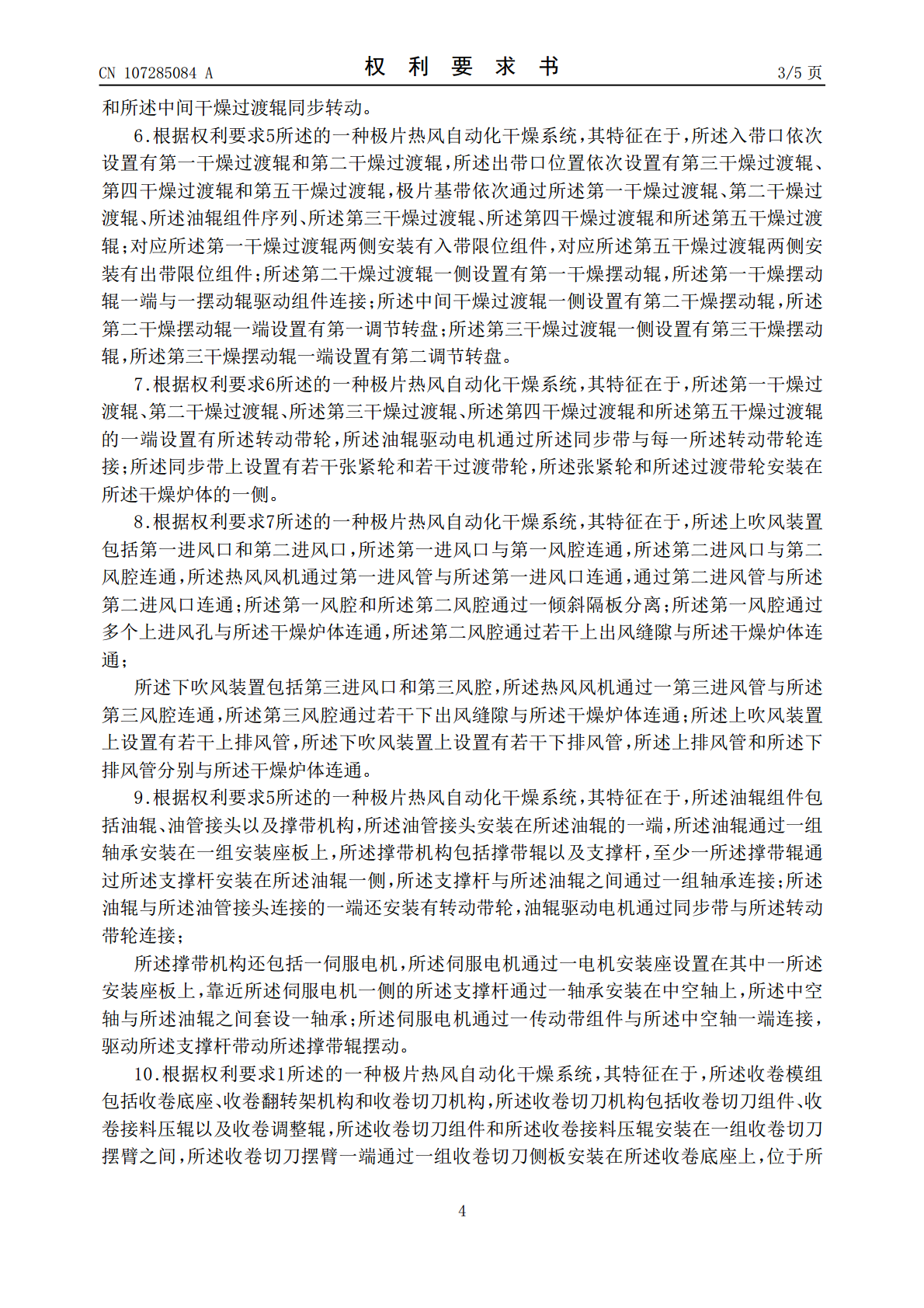
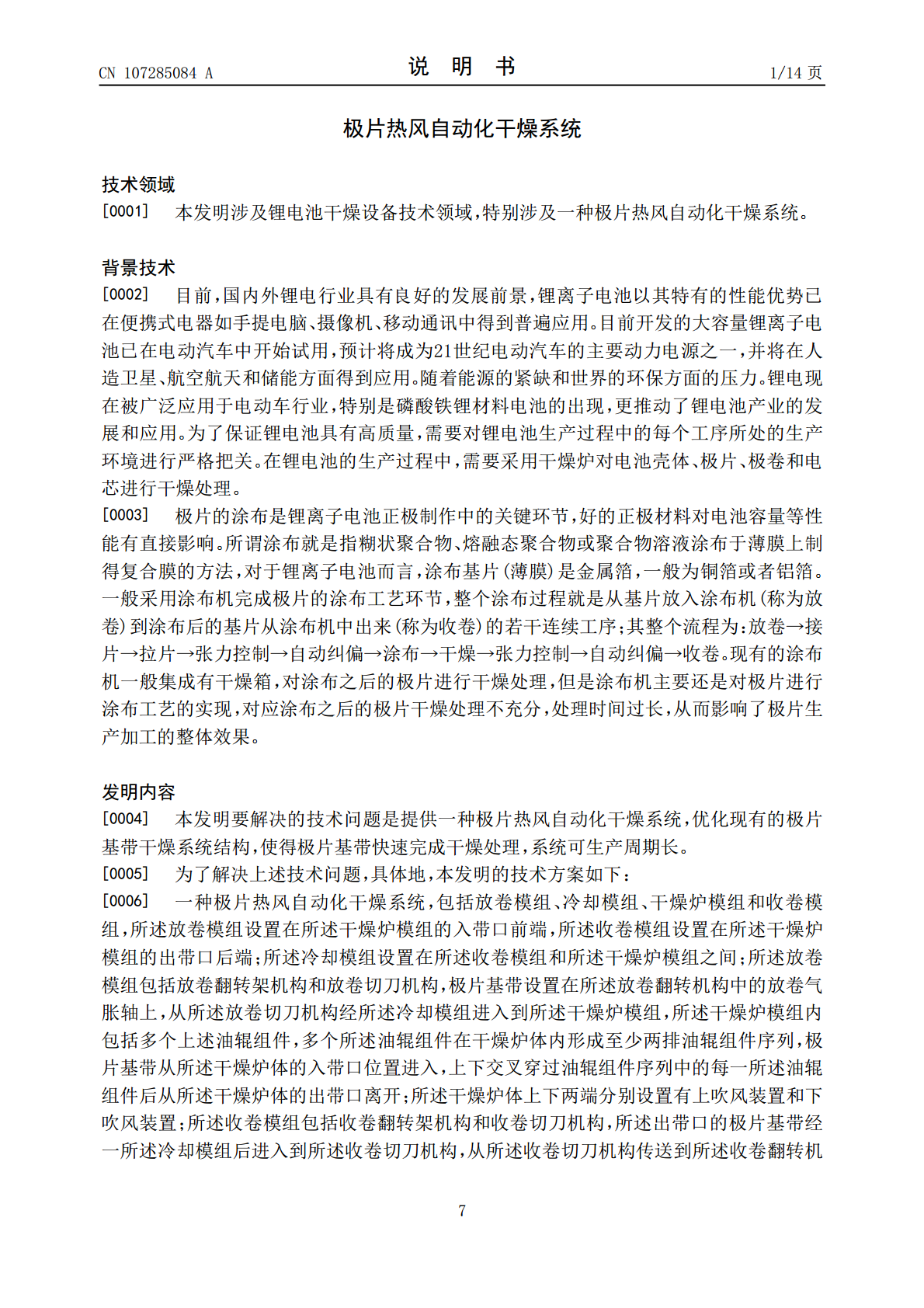
本发明公开了一种极片热风自动化干燥系统,包括放卷模组、冷却模组、干燥炉模组和收卷模组,放卷模组设置在干燥炉模组的入带口前端,收卷模组设置在干燥炉模组的出带口后端;冷却模组设置在放卷模组和干燥炉模组之间;干燥炉模组内包括多个上述油辊组件,多个油辊组件在干燥炉体内形成至少两排油辊组件序列,极片基带从干燥炉体的入带口位置进入,上下交叉穿过油辊组件序列中的每一油辊组件后从干燥炉体的出带口离开。通过在干燥炉体内设置多个油辊组件形成油辊组件序列,油辊组件的温度可以通过模温机控制,从而满足极片加热设备运行速度快,温度上

极片红外热风干燥系统.pdf
本发明公开了一种极片红外热风干燥系统,包括放卷模组、热滚模组、干燥炉模组、驱动模组以及收卷模组;放卷模组设置有放卷纠偏组件、放卷摆辊、放卷压带平台组件,极片基带依次通过放卷纠偏组件、放卷摆辊、放卷压带平台组件,进入到热滚模组,热滚模组设置有多个热辊,极片基带依次通过每一个热辊后进入到干燥炉模组,干燥炉模组的箱体内上下平行设置有炉内辊,炉内辊之间设置有多个红外灯,箱体一侧还设置有热风循环结构和冷却循环结构,极片基带依次通过炉内辊进入到驱动模组后进入收卷模组。通过热滚模组对极片基带进行预热处理,然后再进入恒温
干燥装置和极片干燥系统.pdf
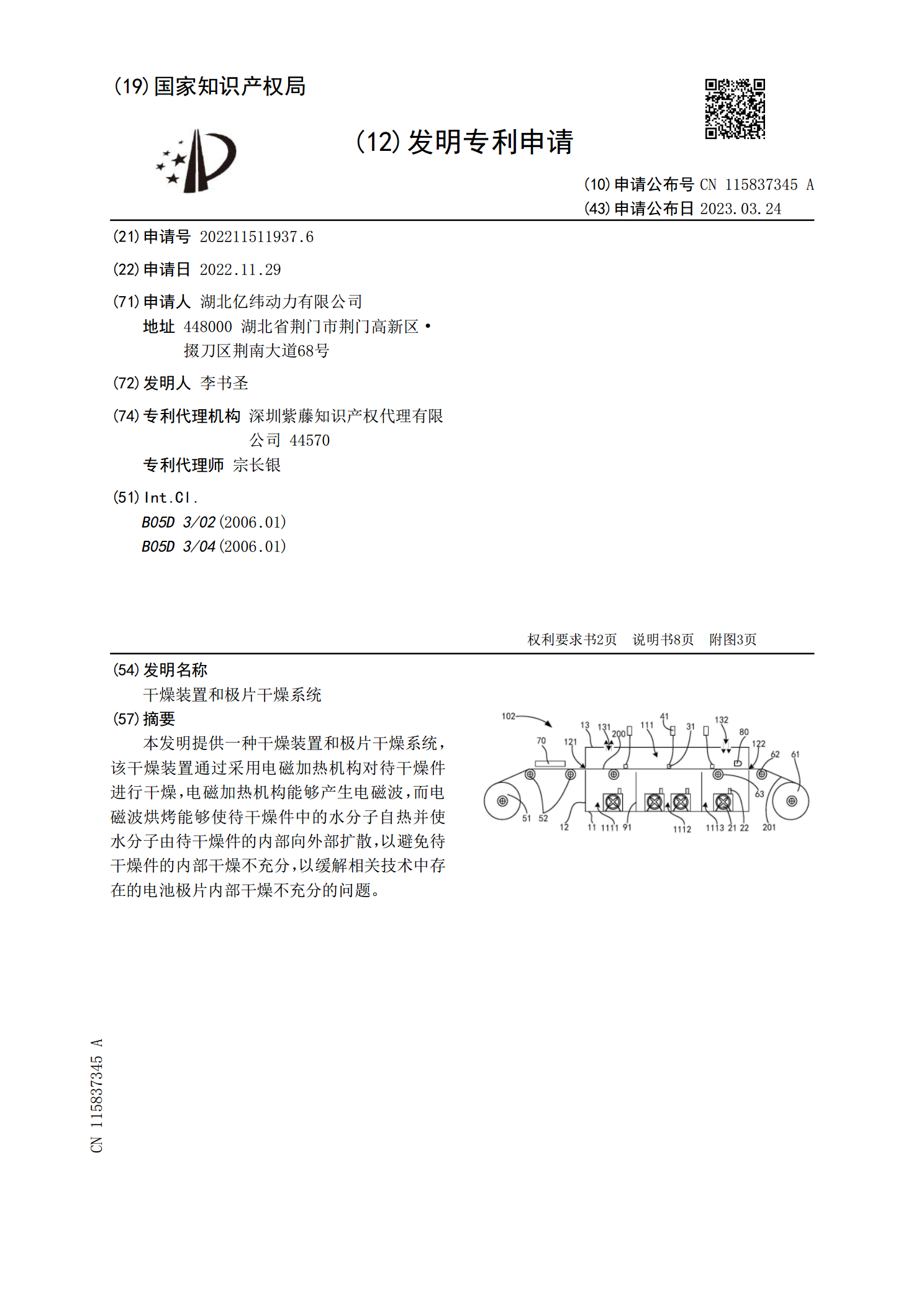
本发明提供一种干燥装置和极片干燥系统,该干燥装置通过采用电磁加热机构对待干燥件进行干燥,电磁加热机构能够产生电磁波,而电磁波烘烤能够使待干燥件中的水分子自热并使水分子由待干燥件的内部向外部扩散,以避免待干燥件的内部干燥不充分,以缓解相关技术中存在的电池极片内部干燥不充分的问题。
极片热辊干燥系统.pdf
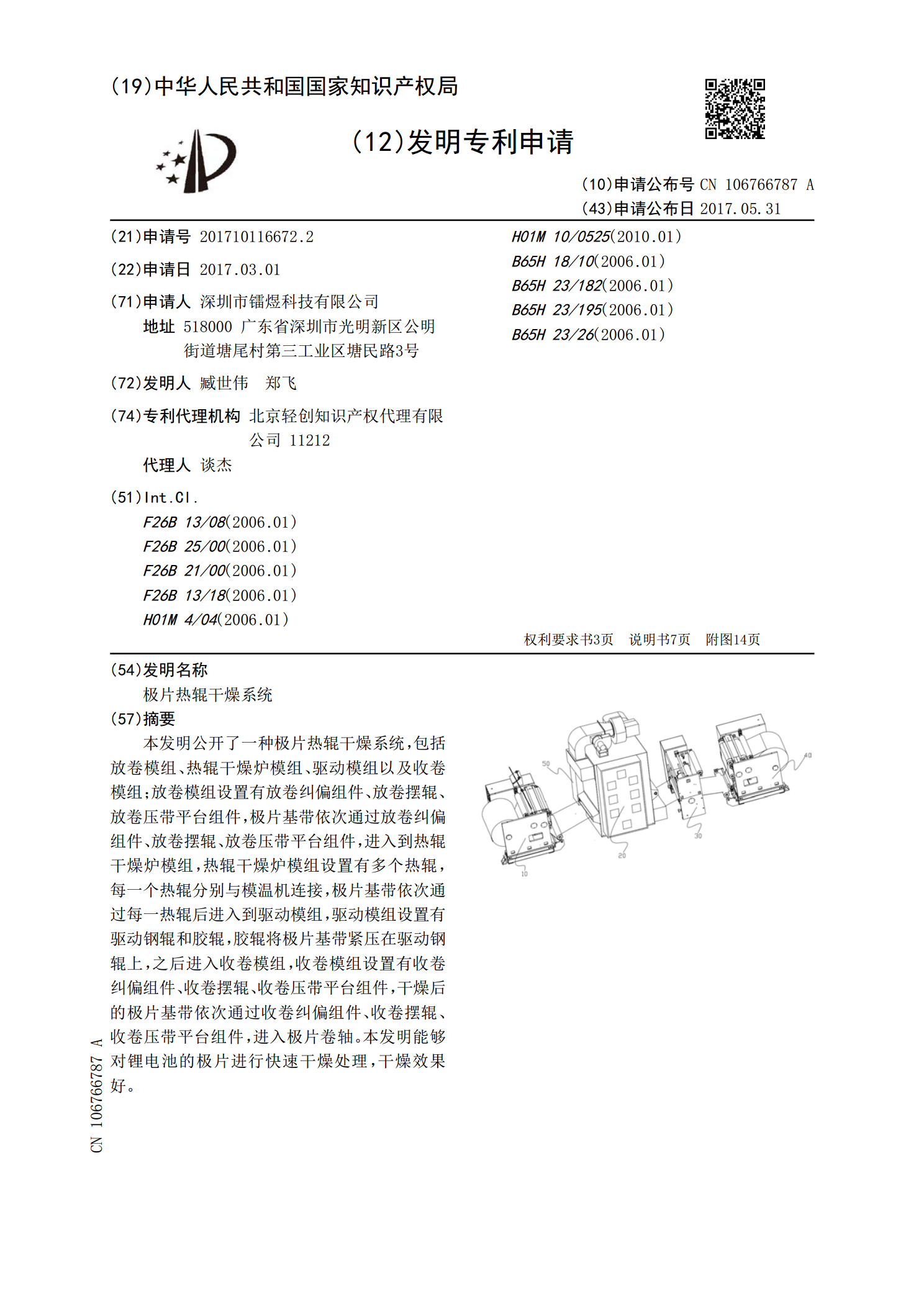
本发明公开了一种极片热辊干燥系统,包括放卷模组、热辊干燥炉模组、驱动模组以及收卷模组;放卷模组设置有放卷纠偏组件、放卷摆辊、放卷压带平台组件,极片基带依次通过放卷纠偏组件、放卷摆辊、放卷压带平台组件,进入到热辊干燥炉模组,热辊干燥炉模组设置有多个热辊,每一个热辊分别与模温机连接,极片基带依次通过每一热辊后进入到驱动模组,驱动模组设置有驱动钢辊和胶辊,胶辊将极片基带紧压在驱动钢辊上,之后进入收卷模组,收卷模组设置有收卷纠偏组件、收卷摆辊、收卷压带平台组件,干燥后的极片基带依次通过收卷纠偏组件、收卷摆辊、收卷

热风干燥系统.pdf
本发明涉及一种热风干燥系统,固定设置于所述洗碗机腔体外壁的干燥系统本体,其特征在于,所述干燥系统本体包括设置于所述洗碗机腔体外壁的壳体,所述壳体的两端分别设置有进风口和出风口,所述出风口位于所述壳体靠近所述洗碗机腔体的一侧,且与所述洗碗机腔体的内腔连通,所述进风口位于所述壳体远离所述洗碗机腔体的一侧,所述进风口和出风口的中心位于同一水平面上,所述壳体内还设置有加热器,所述加热器位于所述进风口与所述出风口之间,且所述进风口内安装有风机,所述风机的抽风口朝向所述进风口设置,所述风机的排风口朝向所述加热器设置。