
一种轧钢加热炉.pdf

一吃****继勇

1/6
2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轧钢加热炉和轧钢系统.pdf
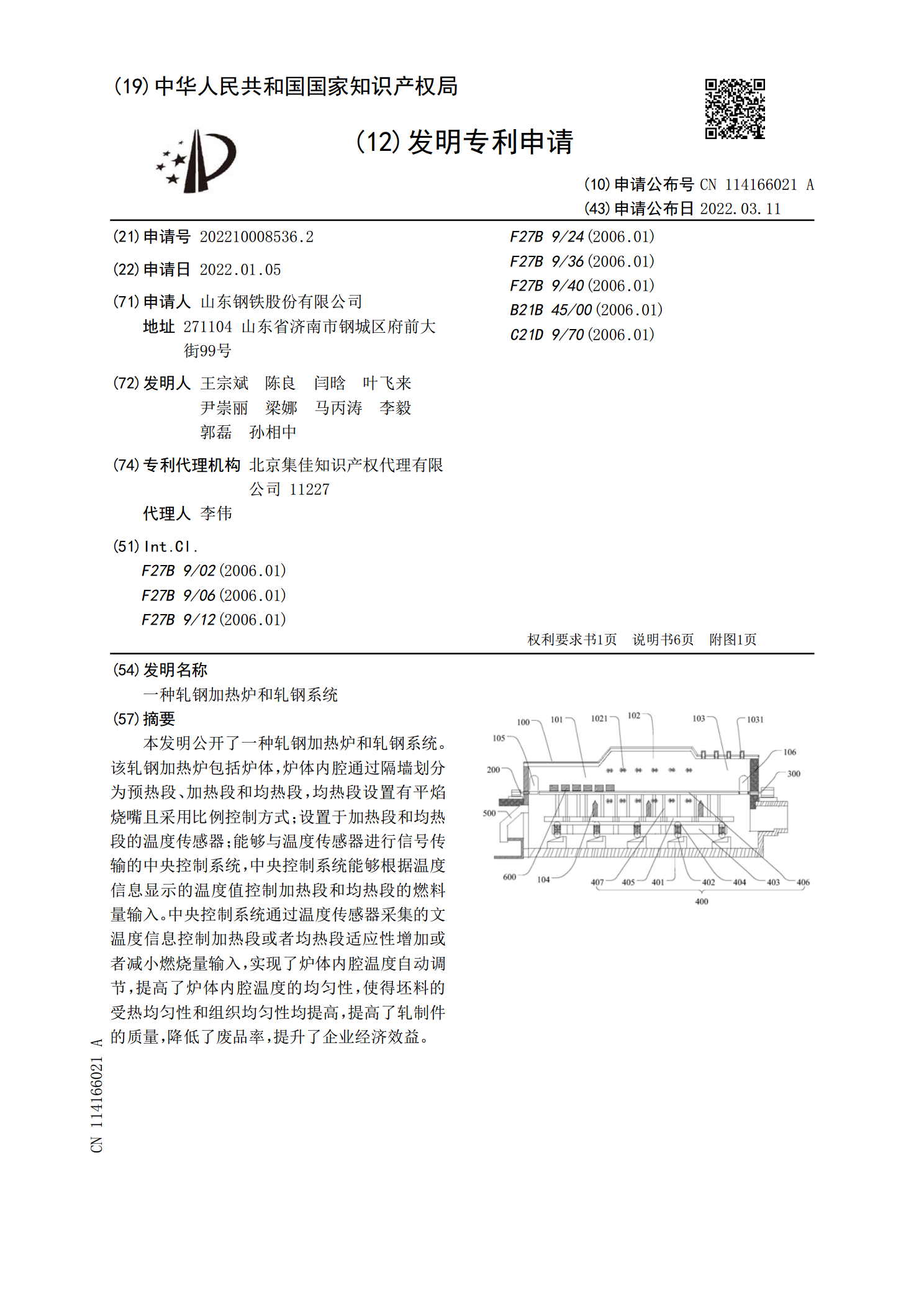
本发明公开了一种轧钢加热炉和轧钢系统。该轧钢加热炉包括炉体,炉体内腔通过隔墙划分为预热段、加热段和均热段,均热段设置有平焰烧嘴且采用比例控制方式;设置于加热段和均热段的温度传感器;能够与温度传感器进行信号传输的中央控制系统,中央控制系统能够根据温度信息显示的温度值控制加热段和均热段的燃料量输入。中央控制系统通过温度传感器采集的文温度信息控制加热段或者均热段适应性增加或者减小燃烧量输入,实现了炉体内腔温度自动调节,提高了炉体内腔温度的均匀性,使得坯料的受热均匀性和组织均匀性均提高,提高了轧制件的质量,降低了
一种轧钢加热炉.pdf
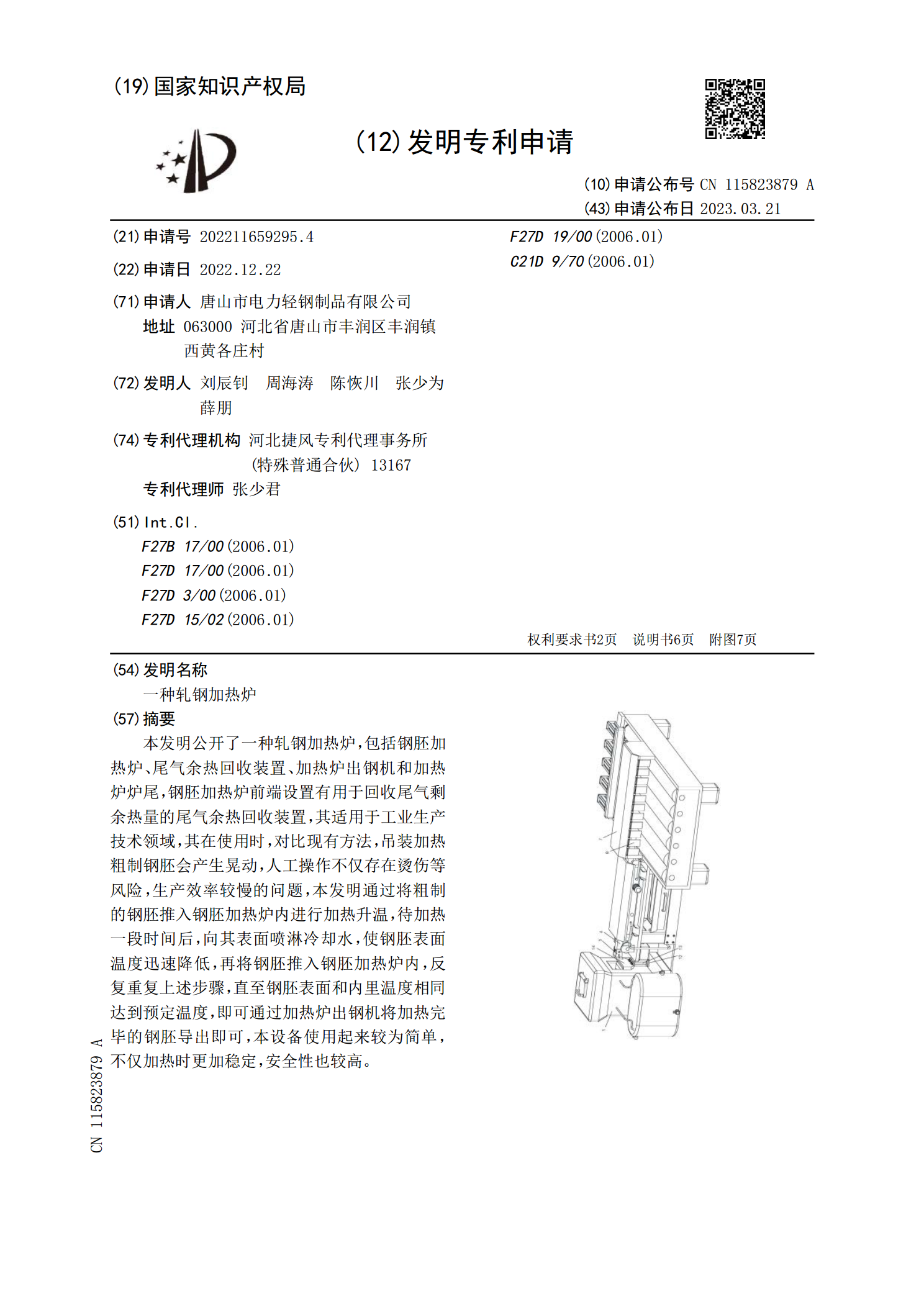
本发明公开了一种轧钢加热炉,包括钢胚加热炉、尾气余热回收装置、加热炉出钢机和加热炉炉尾,钢胚加热炉前端设置有用于回收尾气剩余热量的尾气余热回收装置,其适用于工业生产技术领域,其在使用时,对比现有方法,吊装加热粗制钢胚会产生晃动,人工操作不仅存在烫伤等风险,生产效率较慢的问题,本发明通过将粗制的钢胚推入钢胚加热炉内进行加热升温,待加热一段时间后,向其表面喷淋冷却水,使钢胚表面温度迅速降低,再将钢胚推入钢胚加热炉内,反复重复上述步骤,直至钢胚表面和内里温度相同达到预定温度,即可通过加热炉出钢机将加热完毕的钢胚

一种轧钢加热炉.pdf
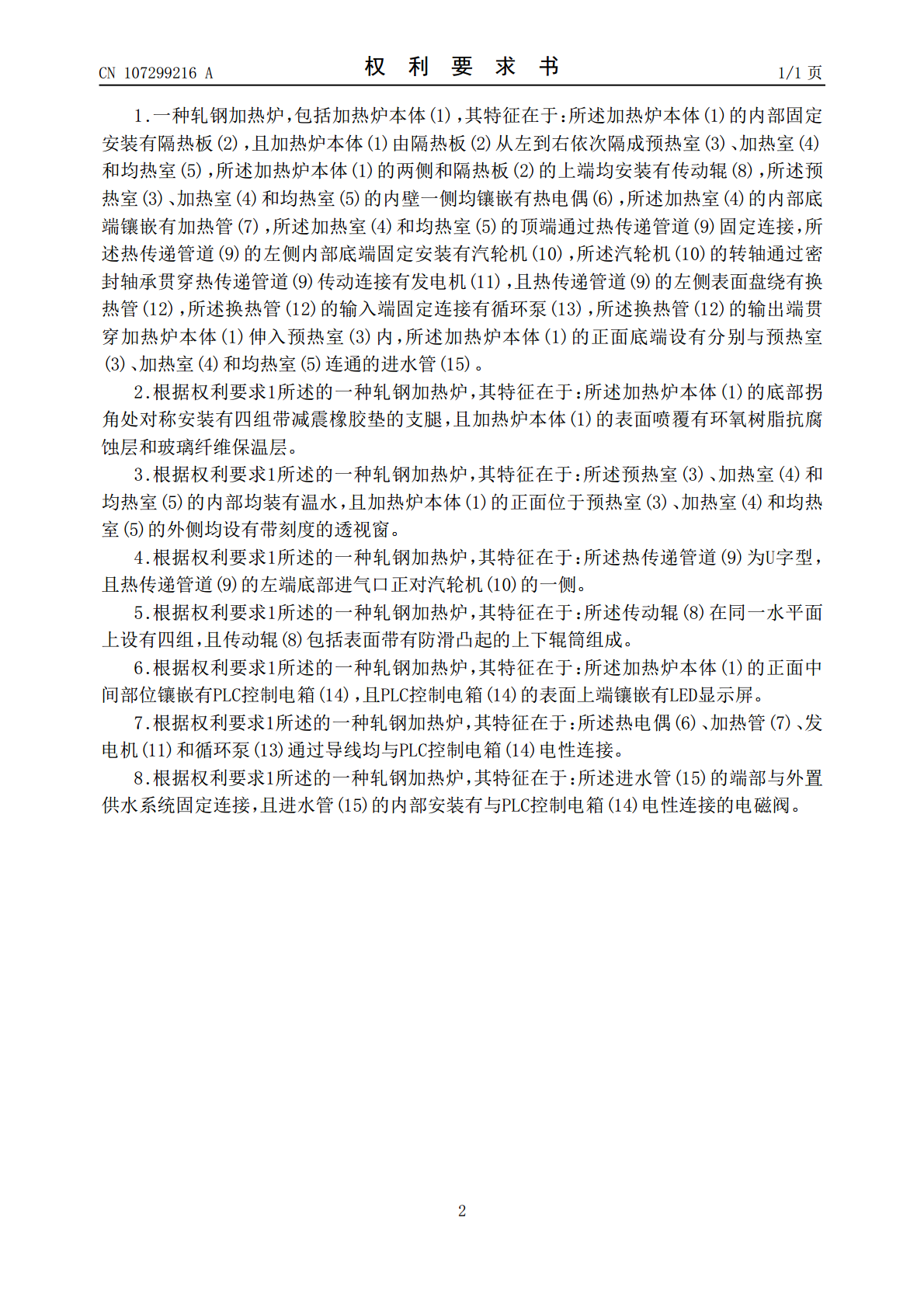
本发明公开了一种轧钢加热炉,包括加热炉本体,所述加热炉本体的内部固定安装有隔热板,且加热炉本体由隔热板从左到右依次隔成预热室、加热室和均热室,所述加热炉本体的两侧和隔热板的上端均安装有传动辊,所述预热室、加热室和均热室的内壁一侧均镶嵌有热电偶,所述加热室的内部底端镶嵌有加热管,所述热传递管道的左侧内部底端固定安装有汽轮机,所述汽轮机的转轴通过密封轴承贯穿热传递管道传动连接有发电机,且热传递管道的左侧表面盘绕有换热管,所述换热管的输入端固定连接有循环泵。该发明结构设计简单合理,操作方便,安全稳定,节能环保,
一种轧钢加热炉.pdf
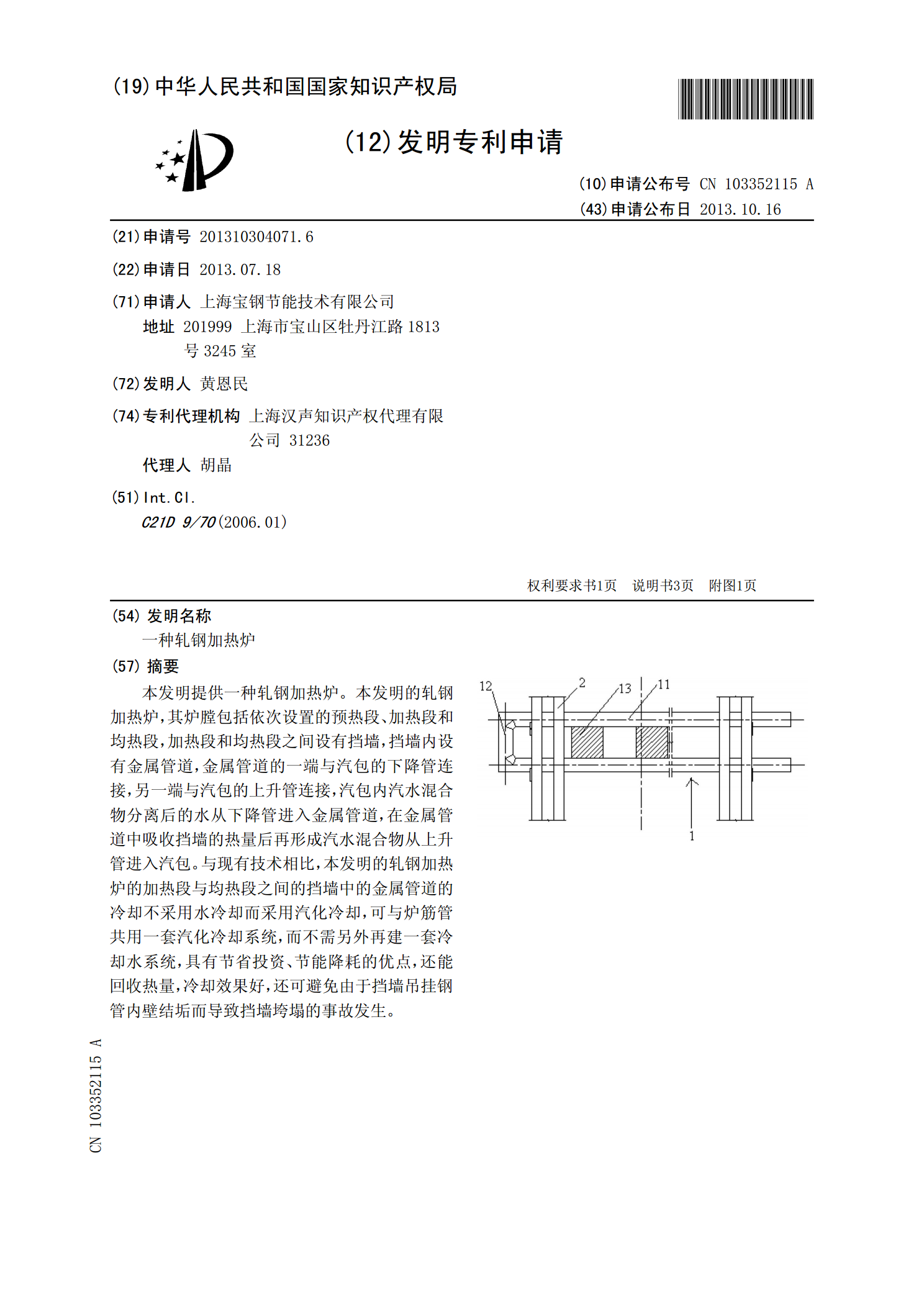
本发明提供一种轧钢加热炉。本发明的轧钢加热炉,其炉膛包括依次设置的预热段、加热段和均热段,加热段和均热段之间设有挡墙,挡墙内设有金属管道,金属管道的一端与汽包的下降管连接,另一端与汽包的上升管连接,汽包内汽水混合物分离后的水从下降管进入金属管道,在金属管道中吸收挡墙的热量后再形成汽水混合物从上升管进入汽包。与现有技术相比,本发明的轧钢加热炉的加热段与均热段之间的挡墙中的金属管道的冷却不采用水冷却而采用汽化冷却,可与炉筋管共用一套汽化冷却系统,而不需另外再建一套冷却水系统,具有节省投资、节能降耗的优点,还能
一种轧钢加热炉.pdf
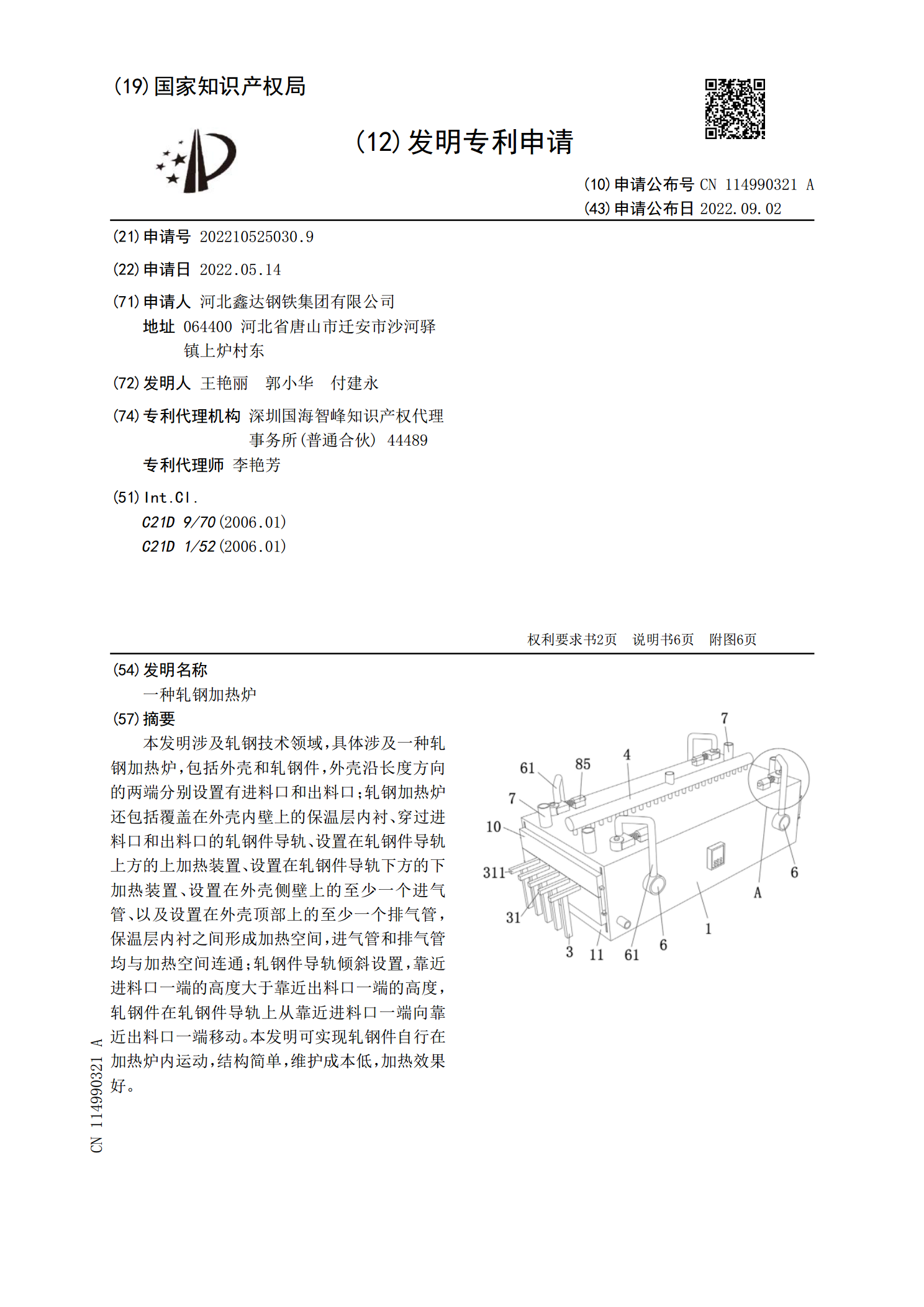
本发明涉及轧钢技术领域,具体涉及一种轧钢加热炉,包括外壳和轧钢件,外壳沿长度方向的两端分别设置有进料口和出料口;轧钢加热炉还包括覆盖在外壳内壁上的保温层内衬、穿过进料口和出料口的轧钢件导轨、设置在轧钢件导轨上方的上加热装置、设置在轧钢件导轨下方的下加热装置、设置在外壳侧壁上的至少一个进气管、以及设置在外壳顶部上的至少一个排气管,保温层内衬之间形成加热空间,进气管和排气管均与加热空间连通;轧钢件导轨倾斜设置,靠近进料口一端的高度大于靠近出料口一端的高度,轧钢件在轧钢件导轨上从靠近进料口一端向靠近出料口一端移