
一种短应力线轧机用超低碳钢板及其制备方法.pdf

冬易****娘子


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种短应力线轧机用超低碳钢板及其制备方法.pdf
本发明公开了一种短应力线轧机用超低碳钢板及其制备方法:所述超低碳钢按重量百分比为:C0.005%~0.01%,N≤0.005%,S≤0.008%,Ni0.02%~0.04%,V0.03~0.08%,Mn0.1%~0.2%,P≤0.02%。具体包括以下工艺步骤:铁水预处理→转炉冶炼→RH炉外精炼→板坯连铸→加热→轧制(热轧)→层流冷却→卷取→酸洗→冷轧。本发明提供的轧机专用超低碳钢板,其延伸率更佳,屈服强度更高,韧性和强度亦达到要求,其生产方法无需特殊设备,可以在普通设备上生产,同时保证了成本不会比
超低碳冷轧钢板及其制备方法.pdf
本发明属于冷轧板带生产技术领域,特别是涉及一种超低碳冷轧钢板及其制备方法。超低碳冷轧钢板的制备方法,包括将板坯依次经过热轧、卷取、冷轧、退火、冷却、光整和拉矫,卷取温度700~730℃;冷轧压下率70~85%;退火方式为连续退火,冷轧后得到的中间板坯依次经过加热段、均热段、一次冷却段、过时效段和二次冷却段,加热段的温度为780~800℃,加热时间180~500s;均热段的温度830~850℃,均热时间60~180s;冷轧后得到的中间板坯在所述一次冷却段、过时效段和二次冷却段的终点温度分别为670~700℃
一种短应力线轧机.pdf
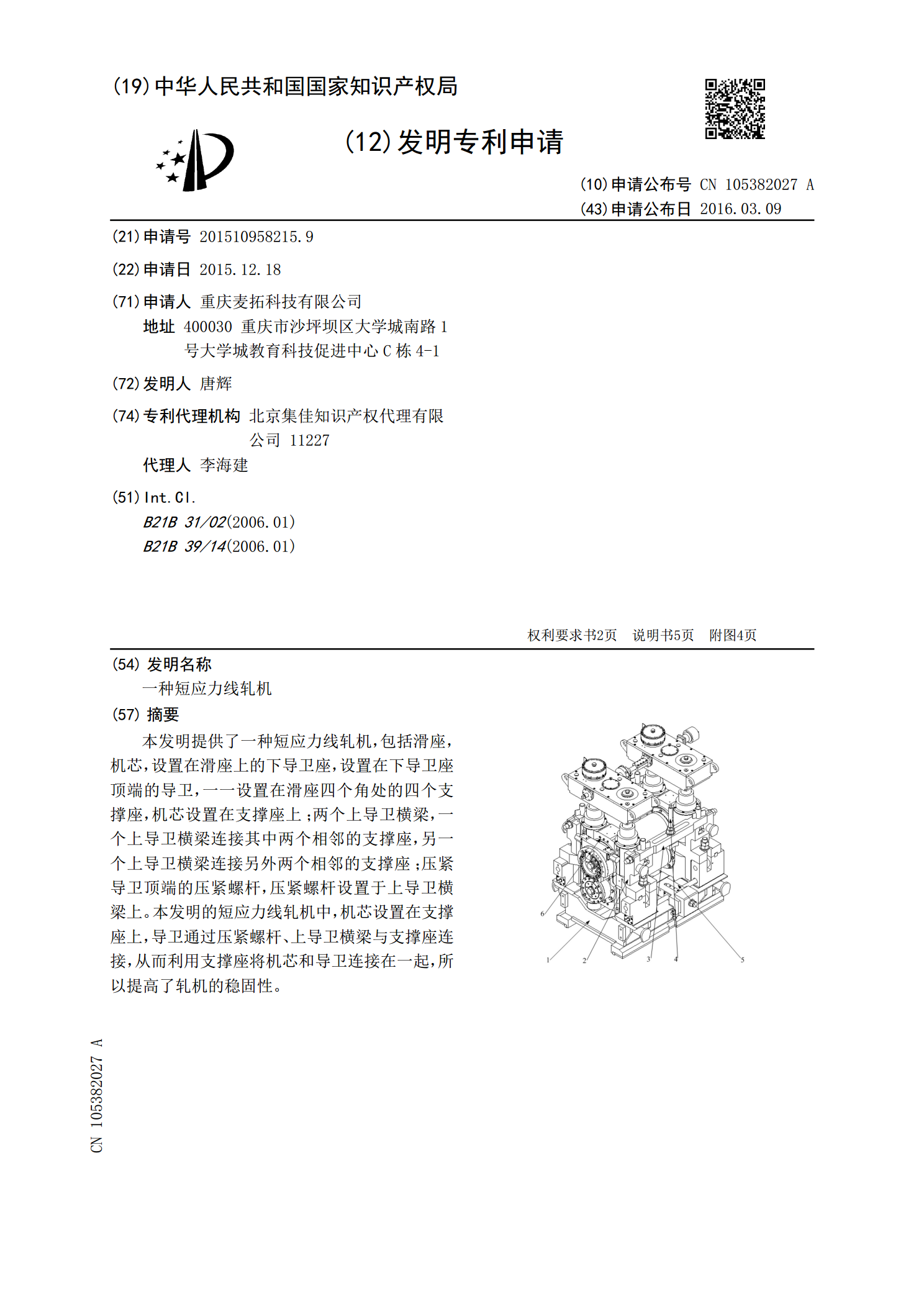
本发明提供了一种短应力线轧机,包括滑座,机芯,设置在滑座上的下导卫座,设置在下导卫座顶端的导卫,一一设置在滑座四个角处的四个支撑座,机芯设置在支撑座上;两个上导卫横梁,一个上导卫横梁连接其中两个相邻的支撑座,另一个上导卫横梁连接另外两个相邻的支撑座;压紧导卫顶端的压紧螺杆,压紧螺杆设置于上导卫横梁上。本发明的短应力线轧机中,机芯设置在支撑座上,导卫通过压紧螺杆、上导卫横梁与支撑座连接,从而利用支撑座将机芯和导卫连接在一起,所以提高了轧机的稳固性。

短应力线棒轧机介绍及φ650短应力轧机改进.docx
短应力线棒轧机介绍及φ650短应力轧机改进【摘要】介绍了国内近年来应用广泛的线棒材短应力轧机及粗轧φ650短应力轧机的改进。【关键词】短应力线棒材轧机轧机改进随着我国经济的发展国内线棒材用户对于增加钢材产量和提高钢材质量的要求越来越高为了满足市场的这种要求就必须提高轧机的刚度和精度因此国内用户越来越多的开始使用短应力线棒轧机。1短应力线棒材轧机的优点①由于应力回线短所以轧机变形量小使轧机具有较好的刚度保证了产品的高精度。②轧辊辊缝
短应力线棒轧机介绍及φ650短应力轧机改进.docx
短应力线棒轧机介绍及φ650短应力轧机改进【摘要】介绍了国内近年来应用广泛的线棒材短应力轧机及粗轧φ650短应力轧机的改进。【关键词】短应力线棒材轧机轧机改进随着我国经济的发展国内线棒材用户对于增加钢材产量和提高钢材质量的要求越来越高为了满足市场的这种要求就必须提高轧机的刚度和精度因此国内用户越来越多的开始使用短应力线棒轧机。1短应力线棒材轧机的优点①由于应力回线短所以轧机变形量小使轧机具有较好的刚度保证了产品的高精度。②轧辊辊缝