
一种塑料挤出机的螺杆的加工方法.pdf

斌斌****公主

1/6
2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料挤出机的螺杆的加工方法.pdf
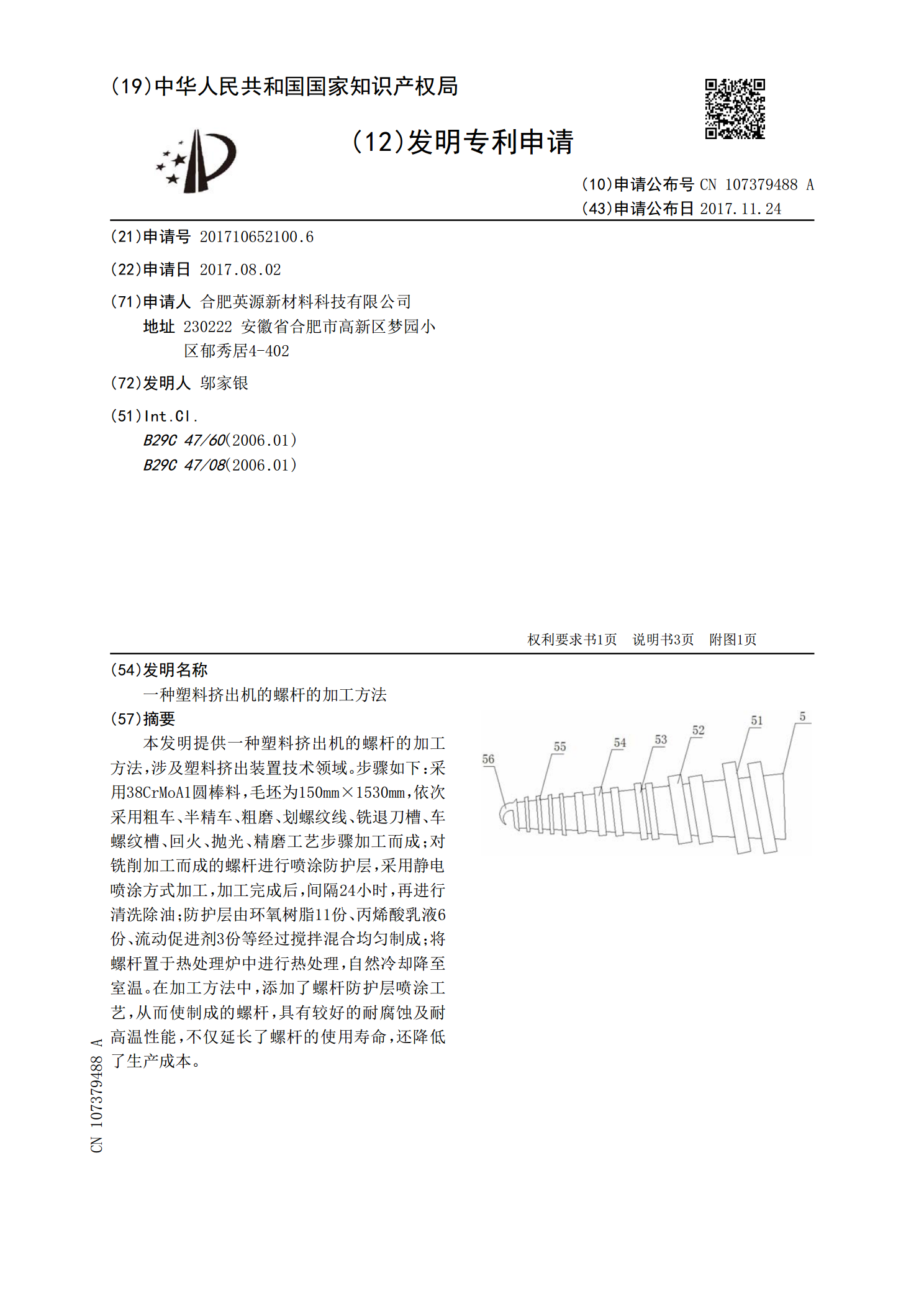
本发明提供一种塑料挤出机的螺杆的加工方法,涉及塑料挤出装置技术领域。步骤如下:采用38CrMoA1圆棒料,毛坯为150mm×1530mm,依次采用粗车、半精车、粗磨、划螺纹线、铣退刀槽、车螺纹槽、回火、抛光、精磨工艺步骤加工而成;对铣削加工而成的螺杆进行喷涂防护层,采用静电喷涂方式加工,加工完成后,间隔24小时,再进行清洗除油;防护层由环氧树脂11份、丙烯酸乳液6份、流动促进剂3份等经过搅拌混合均匀制成;将螺杆置于热处理炉中进行热处理,自然冷却降至室温。在加工方法中,添加了螺杆防护层喷涂工艺,从而使制成的

塑料挤出机螺杆的选择方法.doc
秃鹰lvkwf.comt9k8c塑料挤出机螺杆的选择方法塑料挤出机螺杆是注射装置的核心部分物料的输送、混合、塑化和注射都是在挤出螺杆的动作下进行的。目前新型螺杆不断捅现螺杆结构向高效低能耗方向发展。蝶杆选择集中于结构形式和型号、规格。选择依据是产量、质量、能耗、加工性和寿命及经济性。(一)普通螺杆普通螺杆结构简单造价较低但塑化、均匀性较差不适于难加工的塑料。对非结晶型m料塑料熔融是在一个比较大的温度范围内完成的(如硬质聚抓乙烯的软化温度是75-165℃)}因此选用等距渐变螺杆较

塑料挤出机螺杆的选择方法.doc
秃鹰lvkwf.comt9k8c塑料挤出机螺杆的选择方法塑料挤出机螺杆是注射装置的核心部分,物料的输送、混合、塑化和注射都是在挤出螺杆的动作下进行的。目前,新型螺杆不断捅现,螺杆结构向高效低能耗方向发展。蝶杆选择集中于结构形式和型号、规格。选择依据是产量、质量、能耗、加工性和寿命及经济性。(一)普通螺杆普通螺杆结构简单,造价较低,但塑化、均匀性较差,不适于难加工的塑料。对非结晶型m料,塑料熔融是在一个比较大的温度范围内完成的(如硬质聚抓乙烯的软化温度是75-165℃)}因此,选用等距渐变螺杆较为合适。而结
塑料挤出机螺杆的选择方法.doc
秃鹰lvkwf.comt9k8c塑料挤出机螺杆的选择方法塑料挤出机螺杆是注射装置的核心部分,物料的输送、混合、塑化和注射都是在挤出螺杆的动作下进行的。目前,新型螺杆不断捅现,螺杆结构向高效低能耗方向发展。蝶杆选择集中于结构形式和型号、规格。选择依据是产量、质量、能耗、加工性和寿命及经济性。(一)普通螺杆普通螺杆结构简单,造价较低,但塑化、均匀性较差,不适于难加工的塑料。对非结晶型m料,塑料熔融是在一个比较大的温度范围内完成的(如硬质聚抓乙烯的软化温度是75-165℃)}因此,选用等距渐变螺杆较为合适。而结
塑料挤出机螺杆的选择方法.doc
秃鹰lvkwf.comt9k8c塑料挤出机螺杆的选择方法塑料挤出机螺杆是注射装置的核心部分,物料的输送、混合、塑化和注射都是在挤出螺杆的动作下进行的。目前,新型螺杆不断捅现,螺杆结构向高效低能耗方向发展。蝶杆选择集中于结构形式和型号、规格。选择依据是产量、质量、能耗、加工性和寿命及经济性。(一)普通螺杆普通螺杆结构简单,造价较低,但塑化、均匀性较差,不适于难加工的塑料。对非结晶型m料,塑料熔融是在一个比较大的温度范围内完成的(如硬质聚抓乙烯的软化温度是75-165℃)}因此,选用等距渐变螺杆较为合适。而结