
非均匀工件均衡热处理的方法.pdf

一吃****继勇


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非均匀工件均衡热处理的方法.pdf
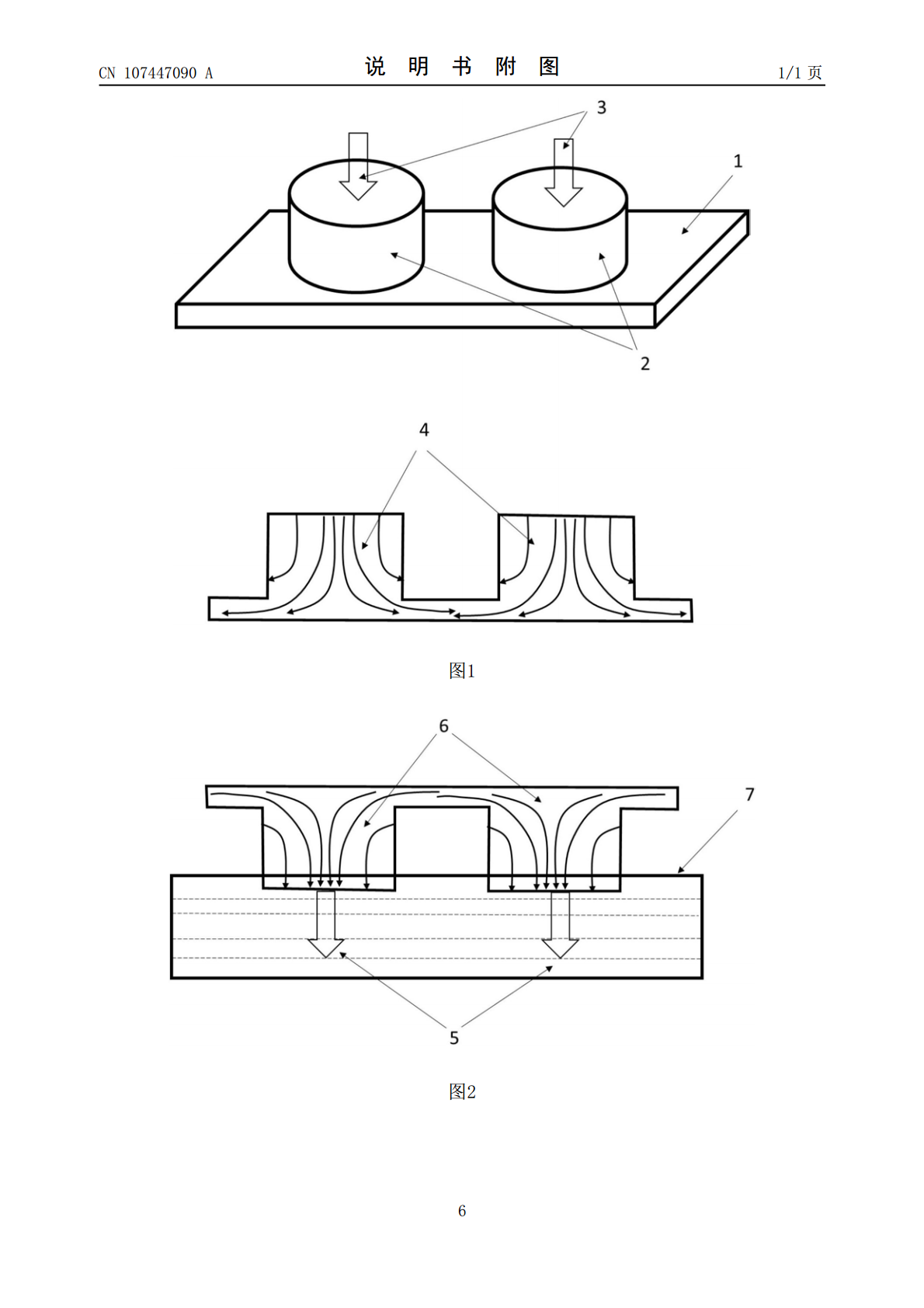
本发明公开了一种非均匀工件均衡热处理的方法,该方法包括以下步骤:1)在非均匀壁厚工件热处理加热步骤中采用强制加热工件的最厚大部位,其余部位不加热或保持外表面绝热,形成厚大部位向薄壁部位的传热通道;2)将步骤1)加热后的工件在热处理炉中进行短暂保温,保温时间为:0.2d小时,其中d为工件的最厚大壁厚,单位为mm;3)保温步骤后,将工件厚大部位首先进行强制冷却,其余部位不强制冷却,形成厚大部位向薄壁部位的冷却通道;直到使工件快速冷却到设定温度。本方法可实现热处理过程中对工件进行均衡加热和冷却,减小工件厚薄部位

二维频域中对非均匀场景进行通道均衡方法.pdf
本发明公开了一种二维频域中对非均匀场景进行通道均衡方法,主要解决现有方法对通道均衡后通道间相干性差,杂波抑制效果差的问题。其实现步骤是:(1)选择获取雷达回波数据的两个通道;(2)将通道1和通道2的雷达回波数据从二维时域转换到二维频域;(3)将通道1作为参考通道,沿距离频率对通道2进行补偿;(4)沿多普勒频率对通道2进行二次补偿;(5)将沿多普勒频率补偿后的通道2作为参考通道,沿距离频率对通道1进行补偿;(6)沿多普勒频率对通道1进行二次补偿;(7)重复步骤(3)~(6)完成对两个通道的均衡。本发明通过交

降温速率可控且工件表面氧化均匀的热处理炉.pdf
本发明公开了一种降温速率可控且工件表面氧化均匀的热处理炉,包括炉体、所述炉体上设有炉盖,所述炉体内设有加热器和料架,所述炉体的炉膛连接有冷却进风系统,本发明炉内温度的降温速率实现了可调可控,匀速、精准,工件表面氧化度均匀,避免了因高温带来的安全隐患,周边物料和作业操作更加安全,尤其适用于井式退火炉中,可以满足各类工件的升温和降温要求,且工件表面氧化均匀,特别是用于航空紧固件用TC4合金大单重盘卷成品退火、冷镦用TC16合金丝材盘卷成品退火、以及大单重大盘径丝材中间和成品退火处理,更是具有良好的工件热处理效
一种提高热处理炉炉温均匀性的方法及可旋转工件托盘.pdf
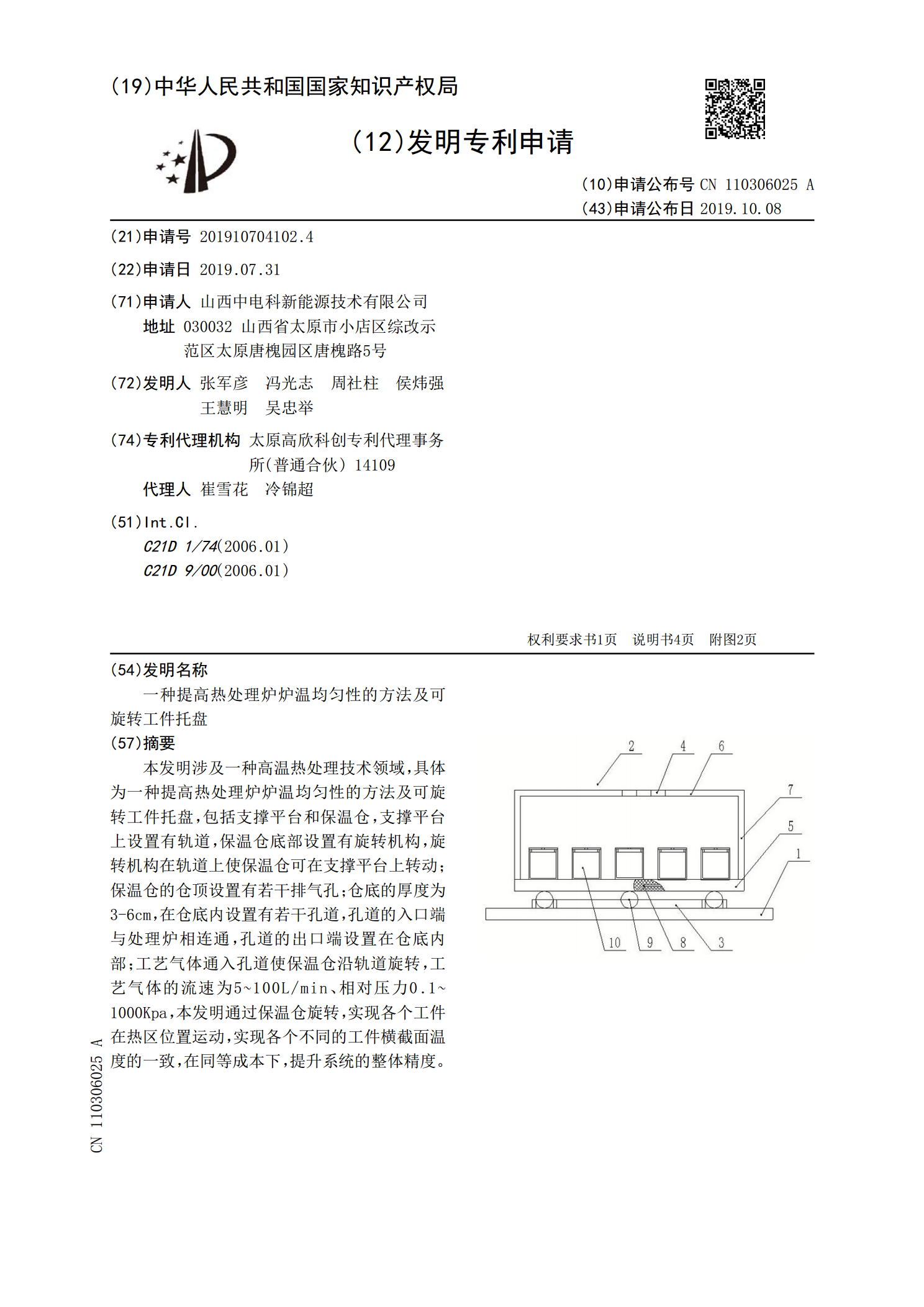
本发明涉及一种高温热处理技术领域,具体为一种提高热处理炉炉温均匀性的方法及可旋转工件托盘,包括支撑平台和保温仓,支撑平台上设置有轨道,保温仓底部设置有旋转机构,旋转机构在轨道上使保温仓可在支撑平台上转动;保温仓的仓顶设置有若干排气孔;仓底的厚度为3‑6cm,在仓底内设置有若干孔道,孔道的入口端与处理炉相连通,孔道的出口端设置在仓底内部;工艺气体通入孔道使保温仓沿轨道旋转,工艺气体的流速为5~100L/min、相对压力0.1~1000Kpa,本发明通过保温仓旋转,实现各个工件在热区位置运动,实现各个不同的工
高温热处理非接触式温度均匀性检测系统及其检测方法.pdf
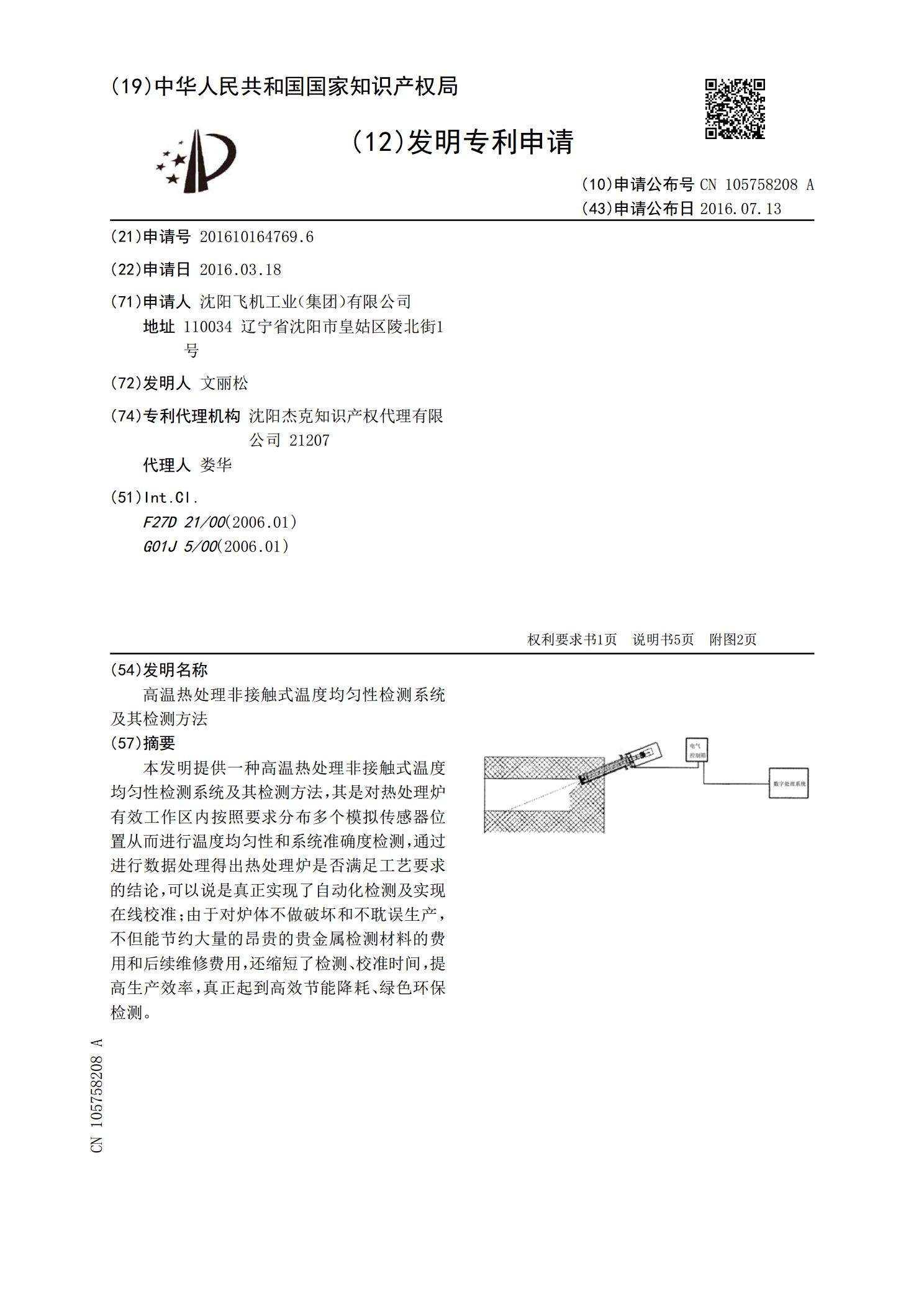
本发明提供一种高温热处理非接触式温度均匀性检测系统及其检测方法,其是对热处理炉有效工作区内按照要求分布多个模拟传感器位置从而进行温度均匀性和系统准确度检测,通过进行数据处理得出热处理炉是否满足工艺要求的结论,可以说是真正实现了自动化检测及实现在线校准;由于对炉体不做破坏和不耽误生产,不但能节约大量的昂贵的贵金属检测材料的费用和后续维修费用,还缩短了检测、校准时间,提高生产效率,真正起到高效节能降耗、绿色环保检测。