
一种雨刮臂的拉丝工艺.pdf

春兰****89

1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种雨刮臂的拉丝工艺.pdf
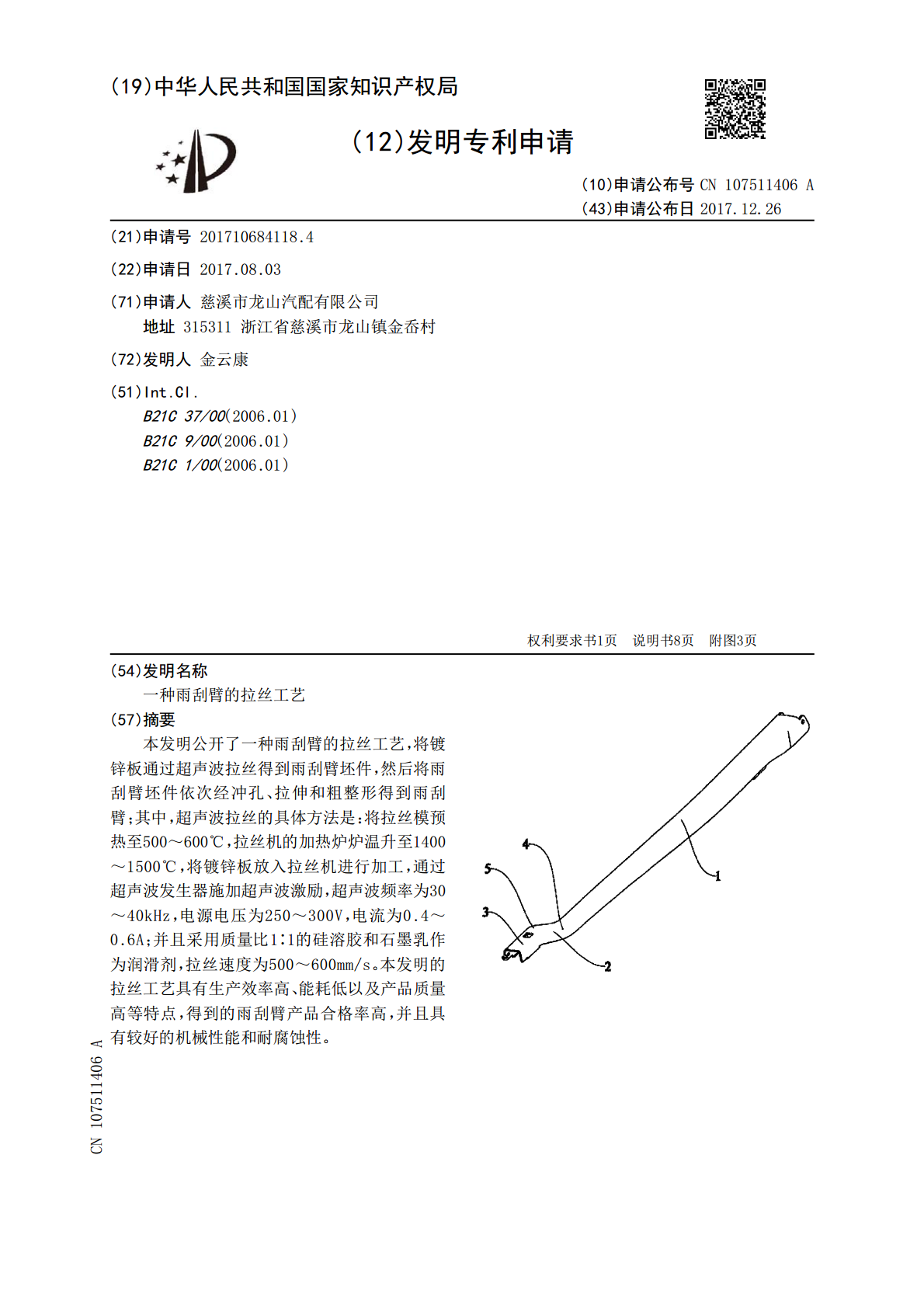
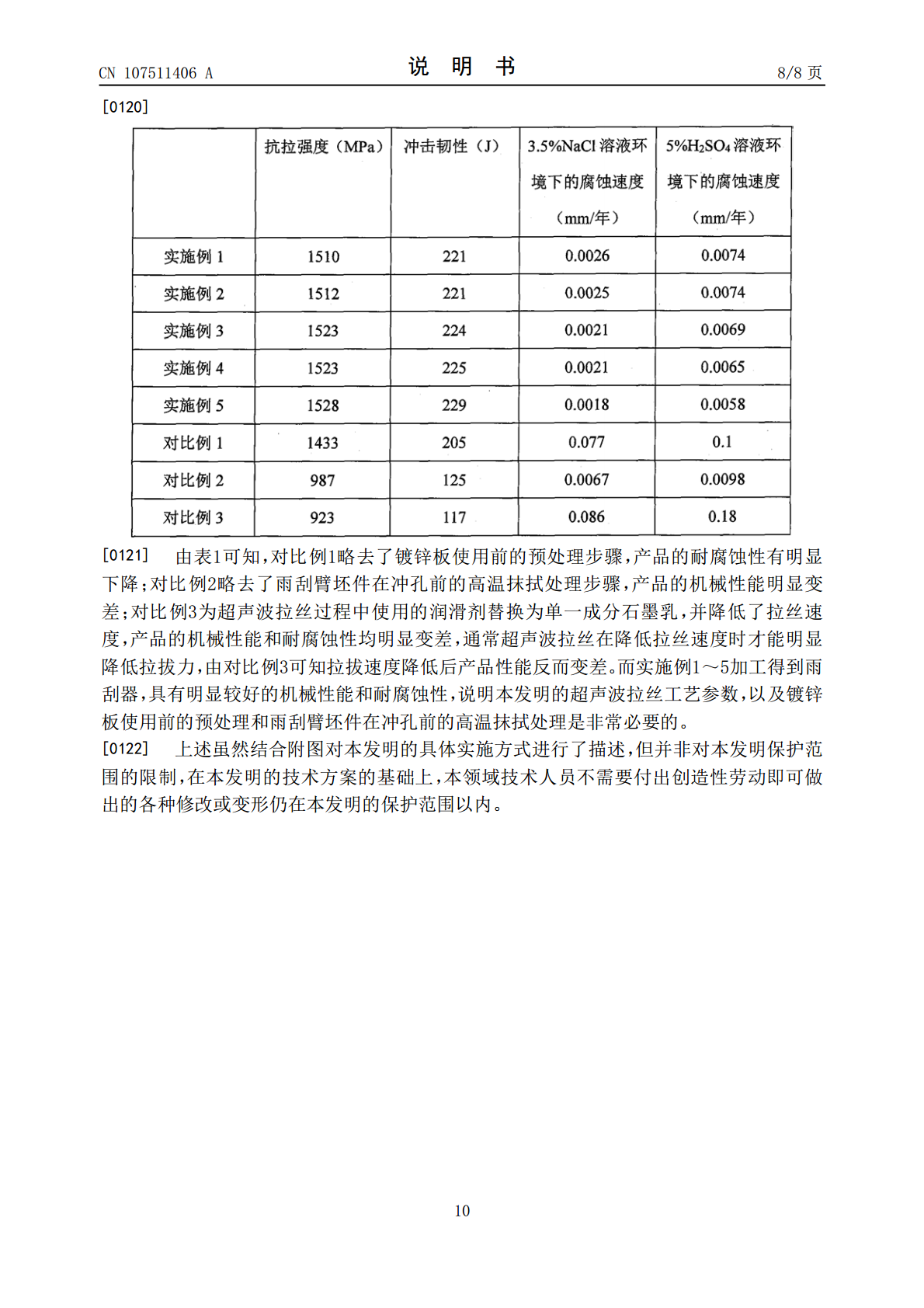
本发明公开了一种雨刮臂的拉丝工艺,将镀锌板通过超声波拉丝得到雨刮臂坯件,然后将雨刮臂坯件依次经冲孔、拉伸和粗整形得到雨刮臂;其中,超声波拉丝的具体方法是:将拉丝模预热至500~600℃,拉丝机的加热炉炉温升至1400~1500℃,将镀锌板放入拉丝机进行加工,通过超声波发生器施加超声波激励,超声波频率为30~40kHz,电源电压为250~300V,电流为0.4~0.6A;并且采用质量比1∶1的硅溶胶和石墨乳作为润滑剂,拉丝速度为500~600mm/s。本发明的拉丝工艺具有生产效率高、能耗低以及产品质量高等特

喷嘴雨刮臂装置.pdf
本发明公开的喷嘴雨刮臂装置,包括用于连接驱动机构的连接部和与连接部连接的头部,头部与雨刮器中的雨刮片接,在头部内安装有一喷水部件,在喷水部件内设置有水流通道,水流通道的进口与水管连接,在水流通道中设置有一压力控制阀,在喷水部件上设置有多个喷嘴,多个喷嘴分别安装在喷水部件的两端和中间。本发明的洗涤水可以同时喷到雨刮片胶条的前、中、后3个位置,可以避免大片水喷到玻璃中间影响视野和单个或两个喷嘴的喷水位置不均匀问题,同时带有一个压力控制阀,使洗涤器打开时喷水,断开时立即停水,可以有效节省水量和管子里的残留水流到
轻质可调节雨刮臂.pdf
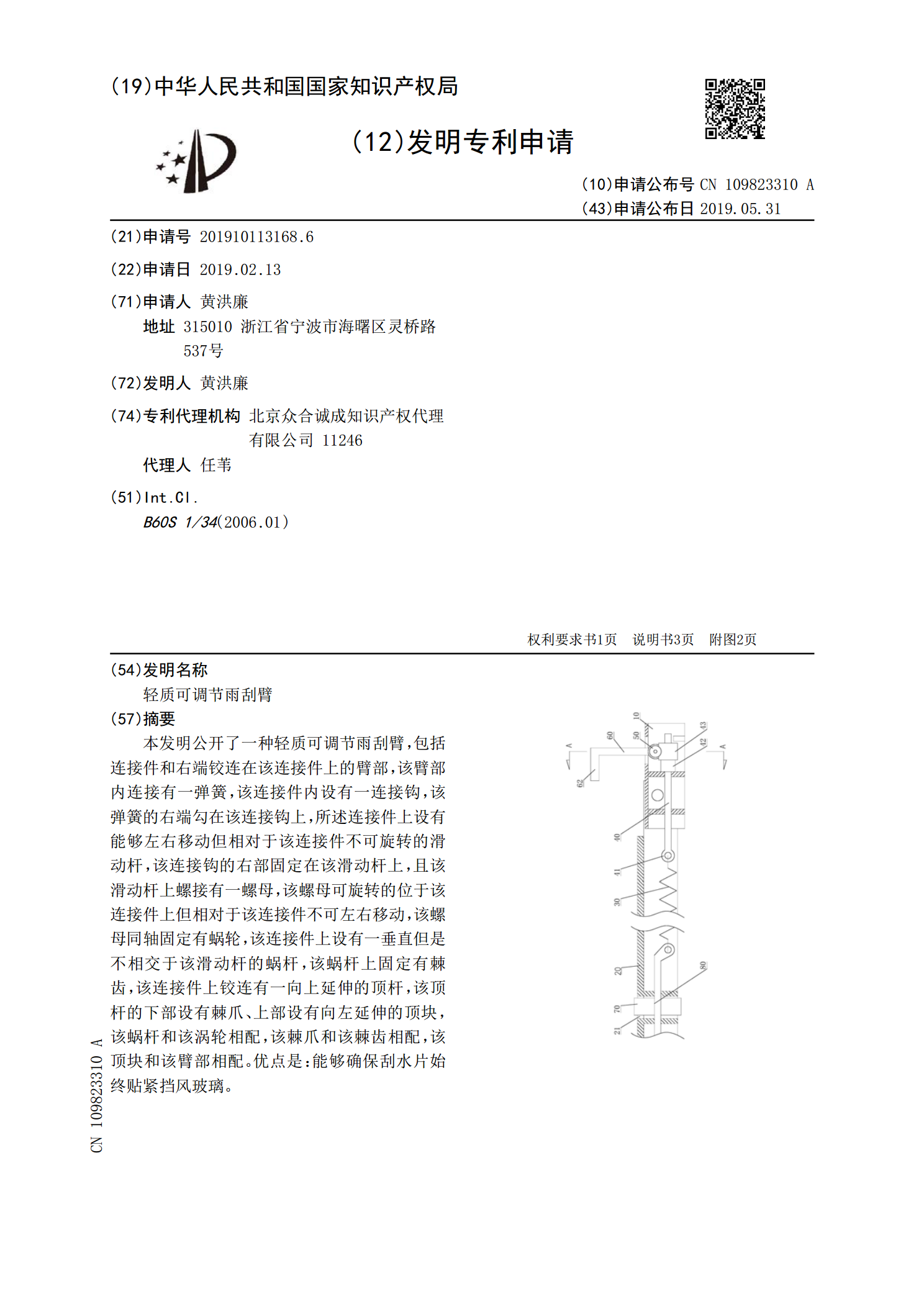
本发明公开了一种轻质可调节雨刮臂,包括连接件和右端铰连在该连接件上的臂部,该臂部内连接有一弹簧,该连接件内设有一连接钩,该弹簧的右端勾在该连接钩上,所述连接件上设有能够左右移动但相对于该连接件不可旋转的滑动杆,该连接钩的右部固定在该滑动杆上,且该滑动杆上螺接有一螺母,该螺母可旋转的位于该连接件上但相对于该连接件不可左右移动,该螺母同轴固定有蜗轮,该连接件上设有一垂直但是不相交于该滑动杆的蜗杆,该蜗杆上固定有棘齿,该连接件上铰连有一向上延伸的顶杆,该顶杆的下部设有棘爪、上部设有向左延伸的顶块,该蜗杆和该涡轮

一种新型雨刮电机装配工艺.pdf
本发明提供了一种新型雨刮电机装配工艺。该装配工艺包括A、电机齿轮涂油工序;B、齿轮与蜗杆快速磨合工序;C、将磨合好的蜗杆装入步骤A中涂抹好润滑油的齿轮和其配套电机中,组装成齿轮蜗杆电机连动机构。本发明所述的新型雨刮电机装配工艺具有自动化程度高,涂油彻底均匀,涂油质量稳定可靠,结构简单易行,成本低廉等特点,并且金属齿轮与蜗杆实现进行啮合磨合,去除蜗杆根圆毛刺,同时达到最佳啮合配合,可使塑料齿轮装入后达到最佳啮合状态。改善此处的噪音50%以上,提升电机整体寿命10%左右。
一种雨刮臂马达盖铸件异形孔自动加工设备.pdf
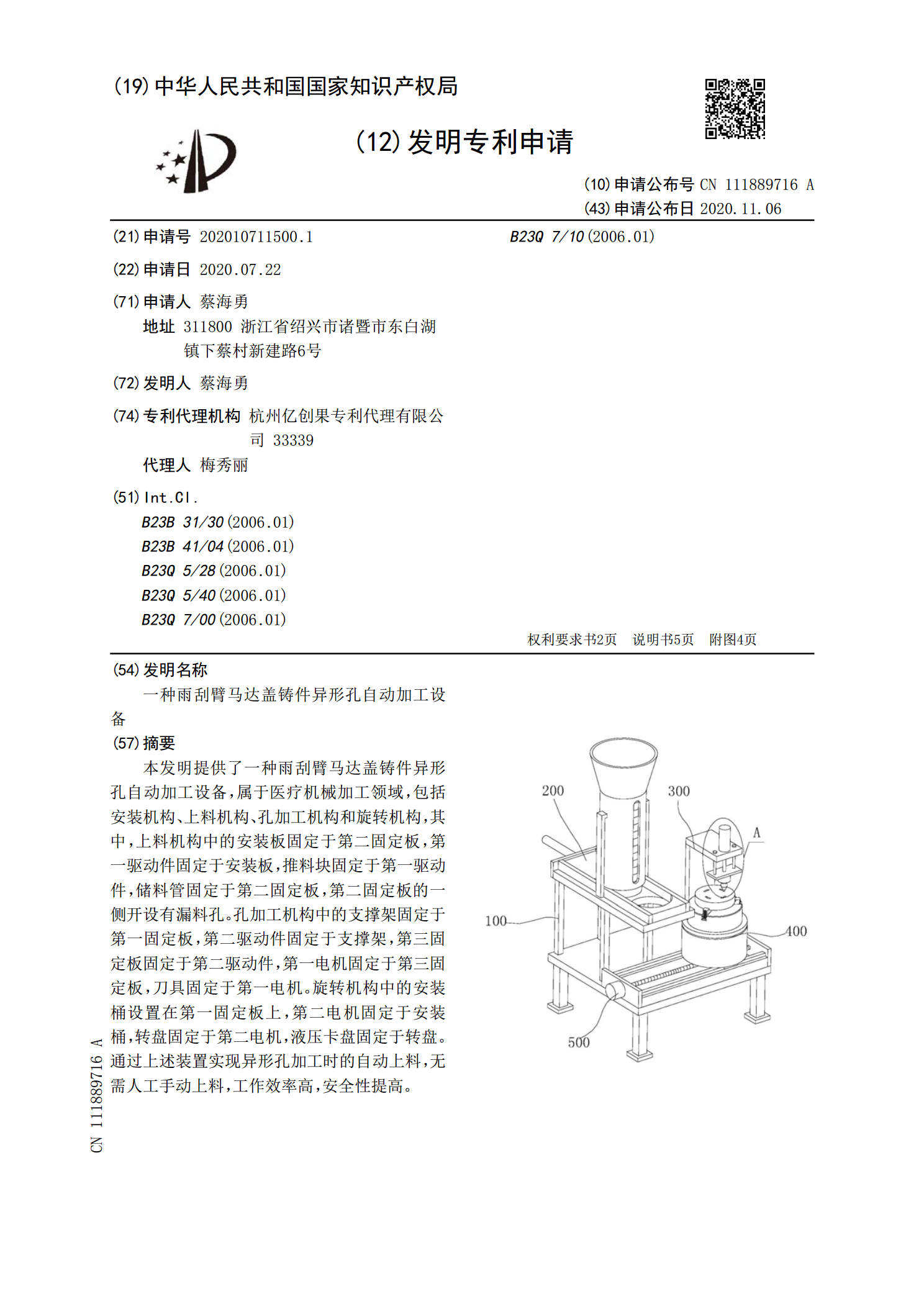
本发明提供了一种雨刮臂马达盖铸件异形孔自动加工设备,属于医疗机械加工领域,包括安装机构、上料机构、孔加工机构和旋转机构,其中,上料机构中的安装板固定于第二固定板,第一驱动件固定于安装板,推料块固定于第一驱动件,储料管固定于第二固定板,第二固定板的一侧开设有漏料孔。孔加工机构中的支撑架固定于第一固定板,第二驱动件固定于支撑架,第三固定板固定于第二驱动件,第一电机固定于第三固定板,刀具固定于第一电机。旋转机构中的安装桶设置在第一固定板上,第二电机固定于安装桶,转盘固定于第二电机,液压卡盘固定于转盘。通过上述装