
鲁奇气化炉防腐耐磨处理方法.pdf

雨巷****碧易


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
鲁奇气化炉防腐耐磨处理方法.pdf
本发明鲁奇气化炉防腐耐磨处理方法,属于煤气化设备技术领域;所要解决的技术问题是提供了一种鲁奇气化炉的防腐耐磨处理方法;解决该技术问题采用的技术方案为:鲁奇气化炉防腐耐磨处理方法,包括下述步骤:(1)将鲁奇气化炉中性筒内部和/或上锥段内壁受腐蚀表面进行用砂纸打磨去除腐蚀层后焊接龟甲网;(2)对龟甲网进行预热处理,然后热喷涂防腐耐磨材料;所述防腐耐磨材料由下述重量份的组分组成:碳化钨粉35‑50份、纳米氧化锆27‑46份、纳米二氧化钛10‑15份、锌5‑10份、活性氧化铝10‑15份;本申请提供的防腐耐磨方法
高压防腐耐磨阀门阀芯表面的处理方法.pdf
本发明公开了一种高压防腐耐磨阀门阀芯表面的处理方法,即本方法首先对阀芯进行探伤、清洗、喷砂粗化预处理,表面粗糙度控制在Ra5-7μm;采用超音速喷涂设备在阀芯表面制备WC-Co-Cr粉末涂层,涂层厚度为0.20-0.25mm;采用异丙醇稀释后的烘烤型酚醛树脂作为封闭剂对阀芯进行封闭处理,然后采用200目金刚石砂轮进行粗磨处理;使用封闭剂对阀芯再次封闭处理后,采用400目金刚石砂轮进行精磨处理,粗糙度控制在Ra0.2μm以下;最后采用精密磨抛机对阀芯进行抛光处理,最终成品粗糙度为Ra0.03-0.05μm。

鲁奇加压气化炉注意.doc
______________________________________________________________________________________________________________精品资料鲁奇加压气化炉的正常操作调整与故障处理1、气化炉生产负荷的调整当气化炉需要加负荷时应首先进行以下调整:①检查原料煤的粒度;②检查气化炉火层是否在较低位置,以炉顶及炉低(或灰锁)温度判断;③检查排出灰渣的状态及灰中残碳量,灰中应无大渣块或大量细灰,残碳含量应正常;2、汽氧比的调整汽氧
鲁奇气化炉煤锁内摇臂.pdf
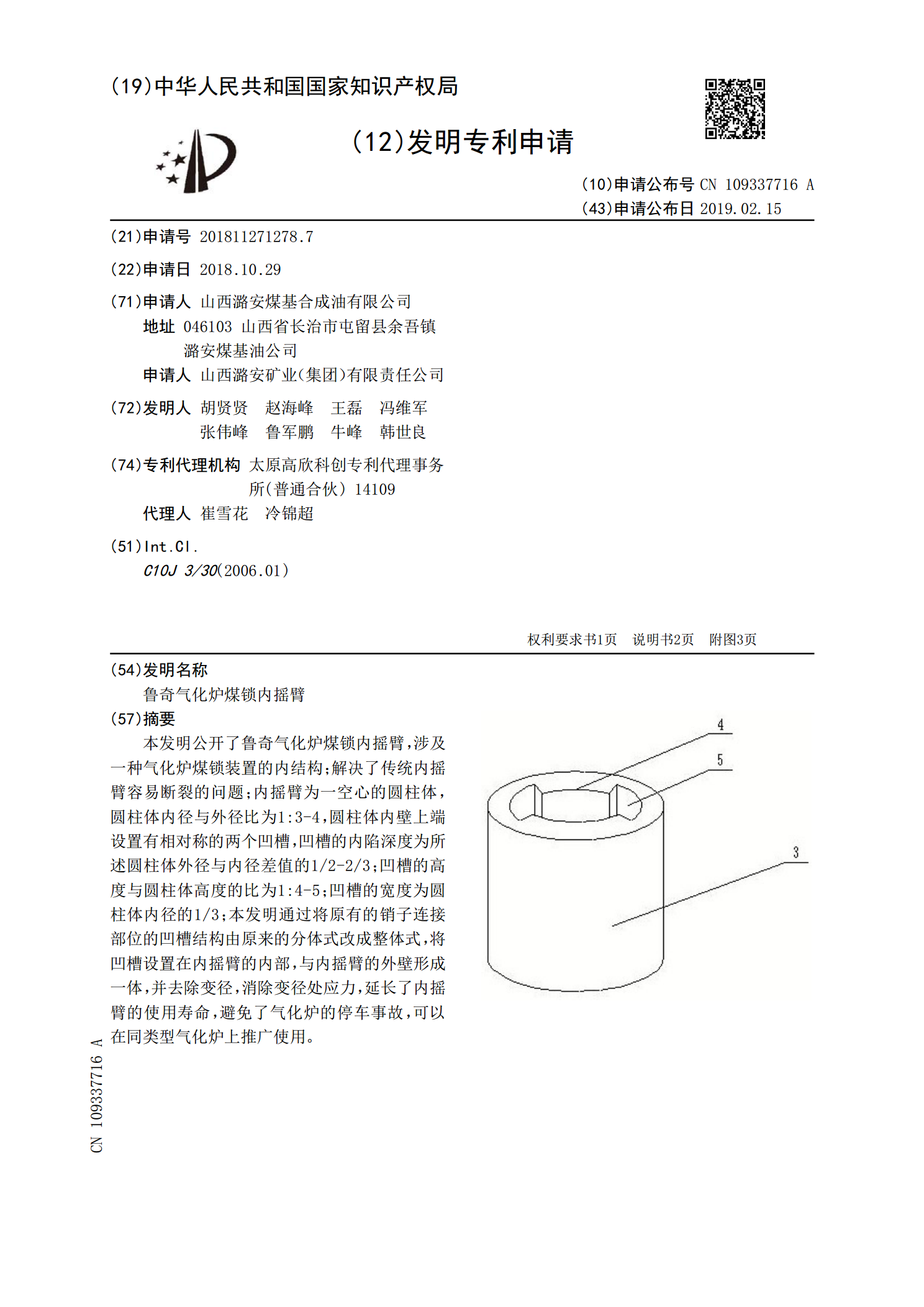
本发明公开了鲁奇气化炉煤锁内摇臂,涉及一种气化炉煤锁装置的内结构;解决了传统内摇臂容易断裂的问题;内摇臂为一空心的圆柱体,圆柱体内径与外径比为1:3‑4,圆柱体内壁上端设置有相对称的两个凹槽,凹槽的内陷深度为所述圆柱体外径与内径差值的1/2‑2/3;凹槽的高度与圆柱体高度的比为1:4‑5;凹槽的宽度为圆柱体内径的1/3;本发明通过将原有的销子连接部位的凹槽结构由原来的分体式改成整体式,将凹槽设置在内摇臂的内部,与内摇臂的外壁形成一体,并去除变径,消除变径处应力,延长了内摇臂的使用寿命,避免了气化炉的停车事
鲁奇气化炉人孔内套筒.pdf
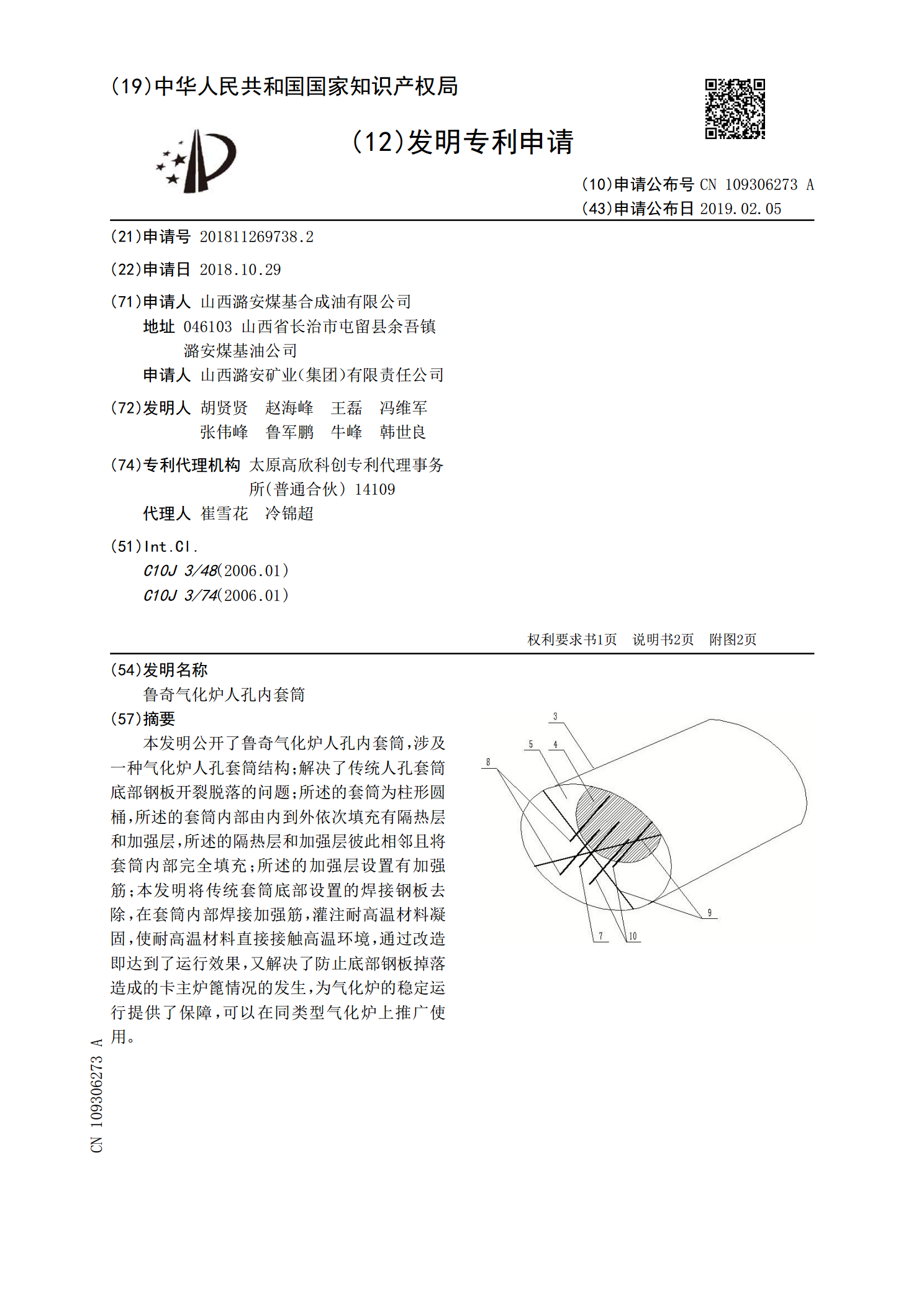
本发明公开了鲁奇气化炉人孔内套筒,涉及一种气化炉人孔套筒结构;解决了传统人孔套筒底部钢板开裂脱落的问题;所述的套筒为柱形圆桶,所述的套筒内部由内到外依次填充有隔热层和加强层,所述的隔热层和加强层彼此相邻且将套筒内部完全填充;所述的加强层设置有加强筋;本发明将传统套筒底部设置的焊接钢板去除,在套筒内部焊接加强筋,灌注耐高温材料凝固,使耐高温材料直接接触高温环境,通过改造即达到了运行效果,又解决了防止底部钢板掉落造成的卡主炉篦情况的发生,为气化炉的稳定运行提供了保障,可以在同类型气化炉上推广使用。