
一种镁合金长直型材在线热处理矫直装置及矫直方法.pdf

书生****12

1/7
2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镁合金长直型材在线热处理矫直装置及矫直方法.pdf
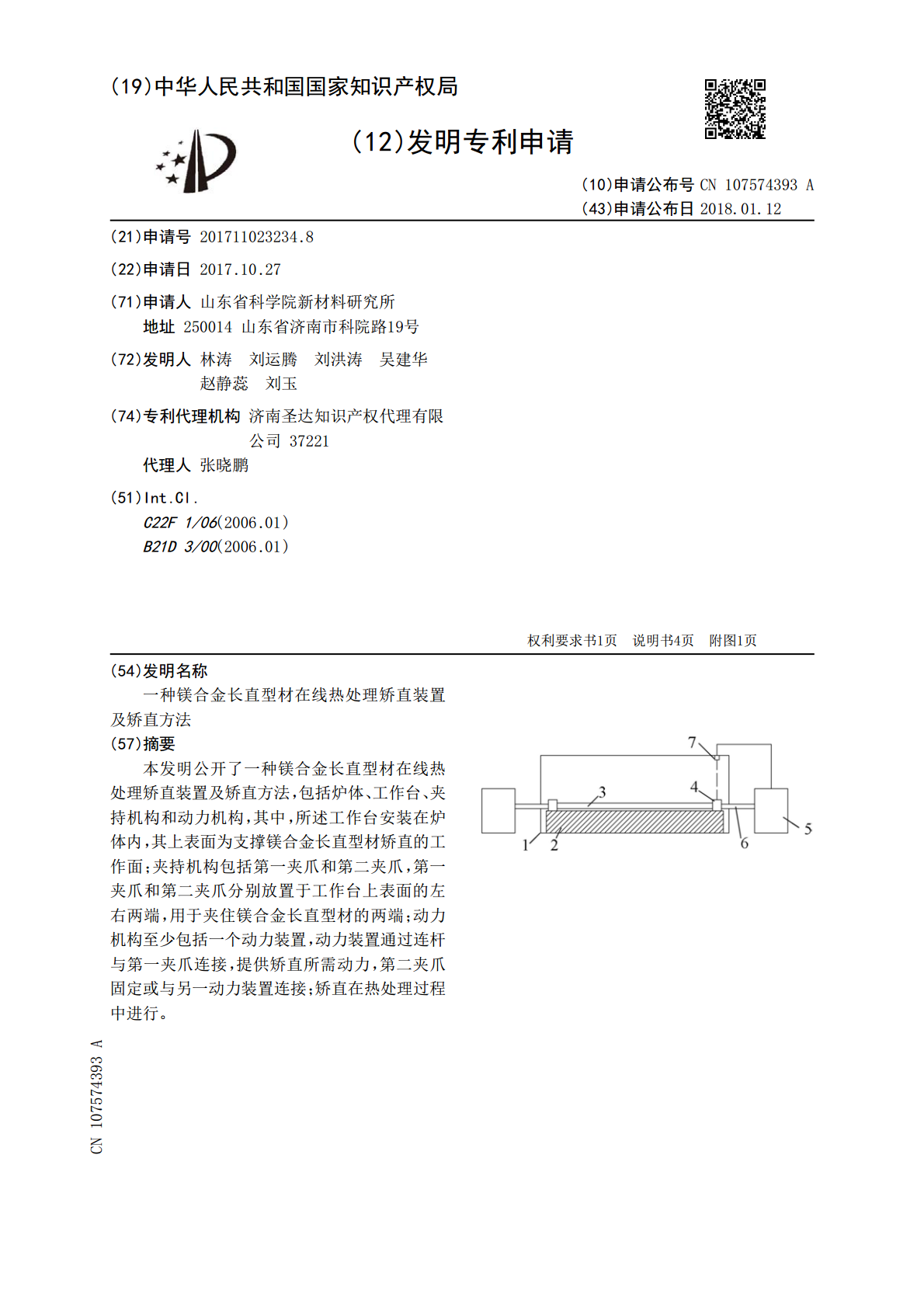
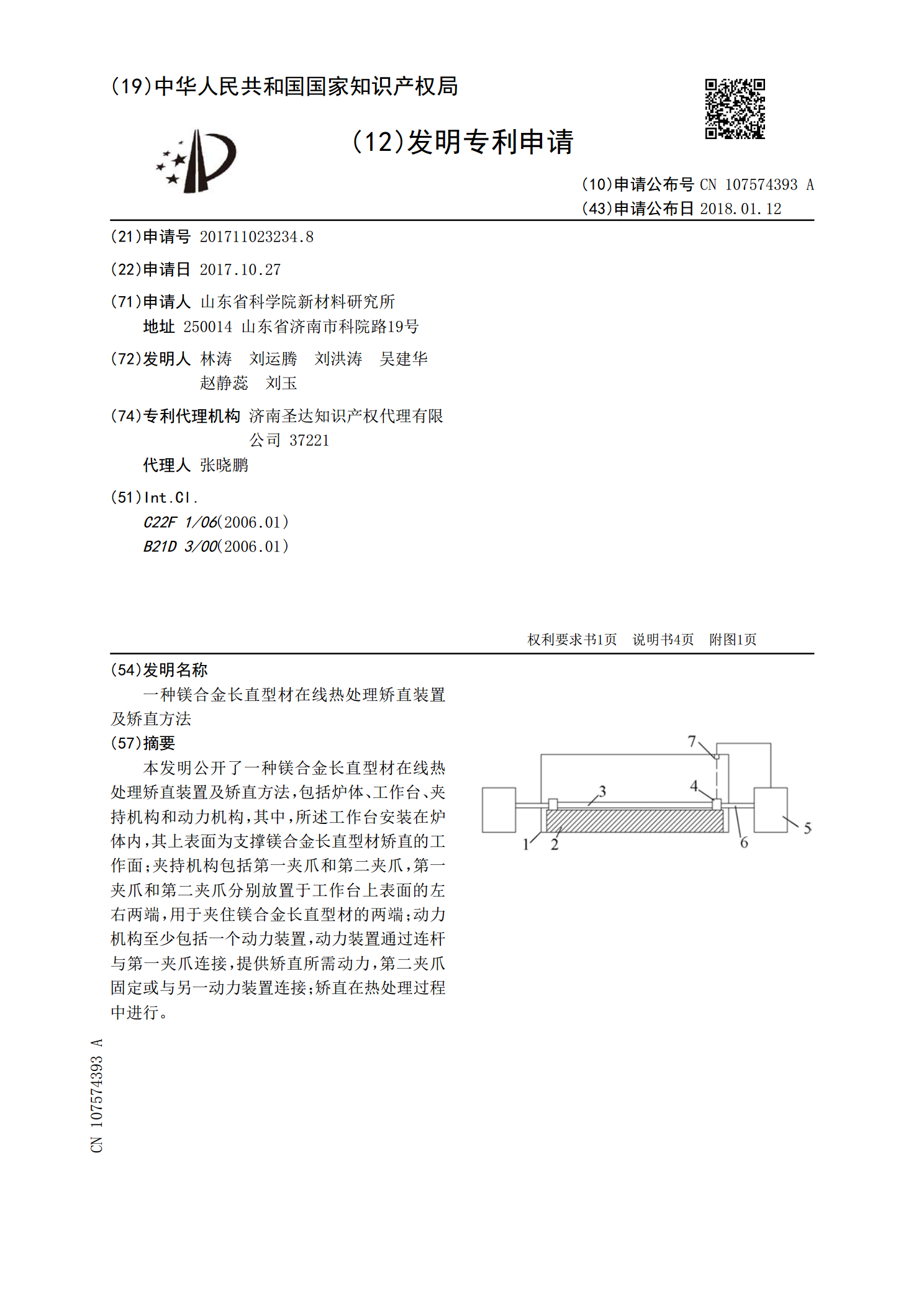
本发明公开了一种镁合金长直型材在线热处理矫直装置及矫直方法,包括炉体、工作台、夹持机构和动力机构,其中,所述工作台安装在炉体内,其上表面为支撑镁合金长直型材矫直的工作面;夹持机构包括第一夹爪和第二夹爪,第一夹爪和第二夹爪分别放置于工作台上表面的左右两端,用于夹住镁合金长直型材的两端;动力机构至少包括一个动力装置,动力装置通过连杆与第一夹爪连接,提供矫直所需动力,第二夹爪固定或与另一动力装置连接;矫直在热处理过程中进行。
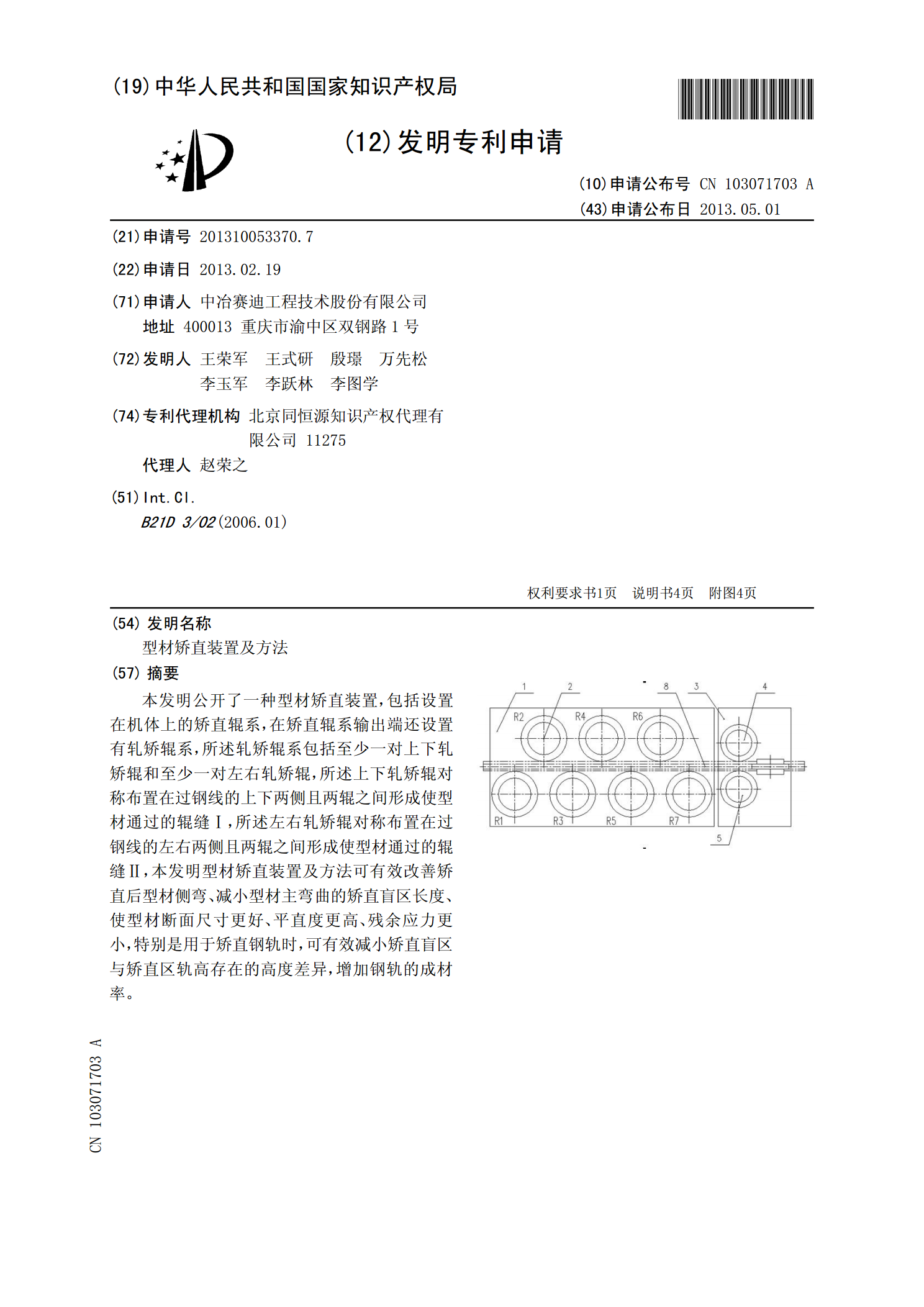
型材矫直装置及方法.pdf
本发明公开了一种型材矫直装置,包括设置在机体上的矫直辊系,在矫直辊系输出端还设置有轧矫辊系,所述轧矫辊系包括至少一对上下轧矫辊和至少一对左右轧矫辊,所述上下轧矫辊对称布置在过钢线的上下两侧且两辊之间形成使型材通过的辊缝Ⅰ,所述左右轧矫辊对称布置在过钢线的左右两侧且两辊之间形成使型材通过的辊缝Ⅱ,本发明型材矫直装置及方法可有效改善矫直后型材侧弯、减小型材主弯曲的矫直盲区长度、使型材断面尺寸更好、平直度更高、残余应力更小,特别是用于矫直钢轨时,可有效减小矫直盲区与矫直区轨高存在的高度差异,增加钢轨的成材率。
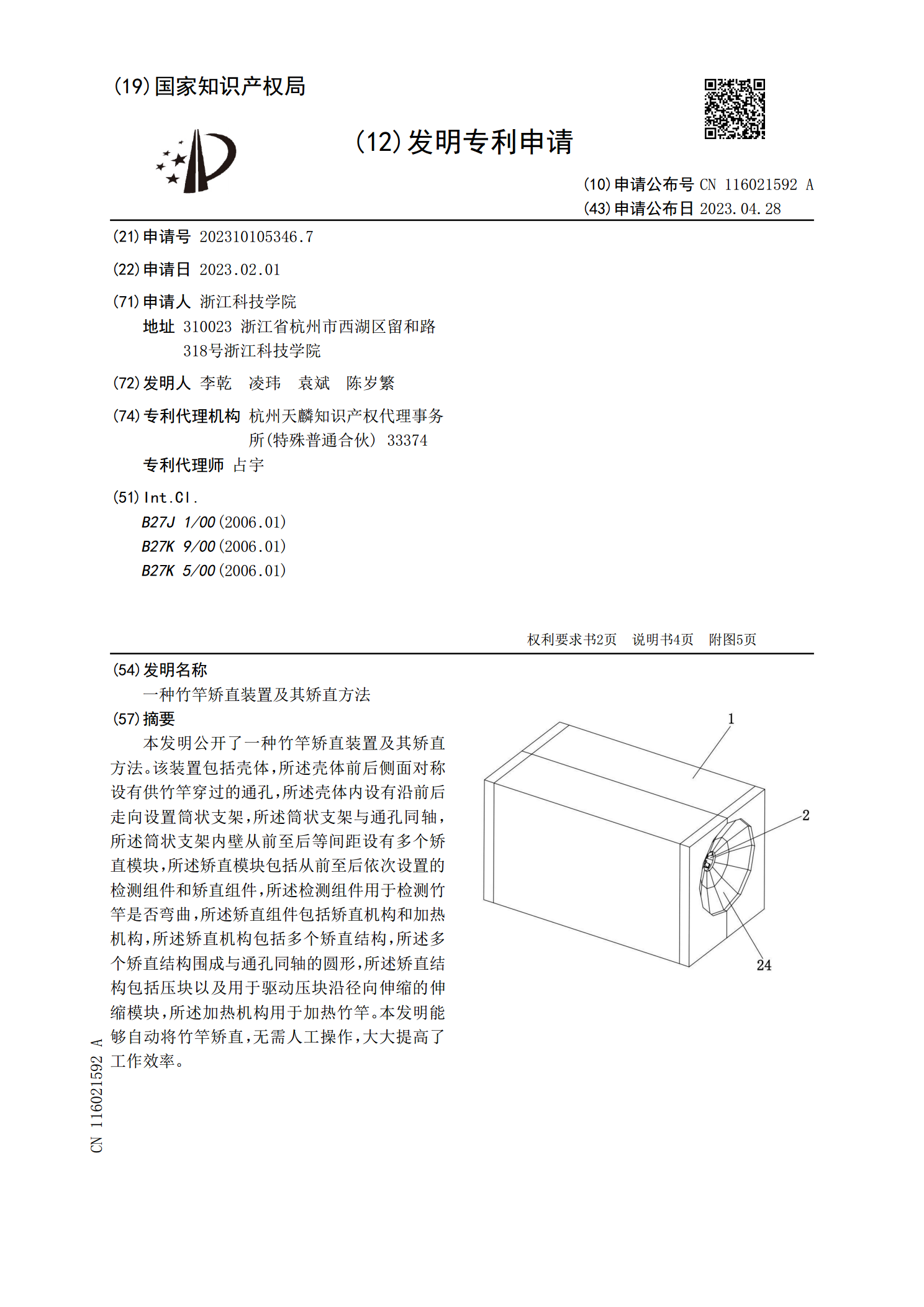
一种竹竿矫直装置及其矫直方法.pdf
本发明公开了一种竹竿矫直装置及其矫直方法。该装置包括壳体,所述壳体前后侧面对称设有供竹竿穿过的通孔,所述壳体内设有沿前后走向设置筒状支架,所述筒状支架与通孔同轴,所述筒状支架内壁从前至后等间距设有多个矫直模块,所述矫直模块包括从前至后依次设置的检测组件和矫直组件,所述检测组件用于检测竹竿是否弯曲,所述矫直组件包括矫直机构和加热机构,所述矫直机构包括多个矫直结构,所述多个矫直结构围成与通孔同轴的圆形,所述矫直结构包括压块以及用于驱动压块沿径向伸缩的伸缩模块,所述加热机构用于加热竹竿。本发明能够自动将竹竿矫直
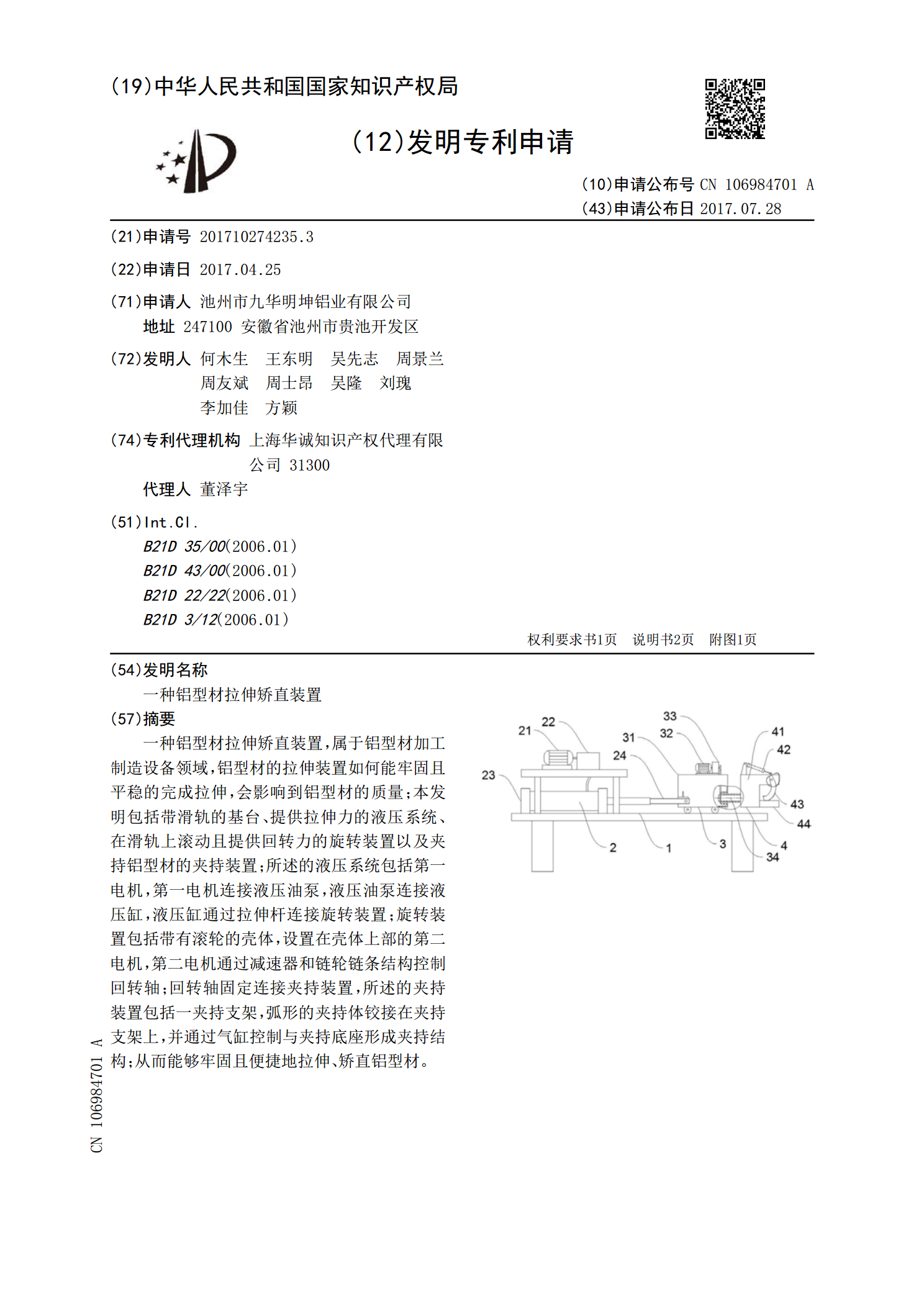
一种铝型材拉伸矫直装置.pdf
一种铝型材拉伸矫直装置,属于铝型材加工制造设备领域,铝型材的拉伸装置如何能牢固且平稳的完成拉伸,会影响到铝型材的质量;本发明包括带滑轨的基台、提供拉伸力的液压系统、在滑轨上滚动且提供回转力的旋转装置以及夹持铝型材的夹持装置;所述的液压系统包括第一电机,第一电机连接液压油泵,液压油泵连接液压缸,液压缸通过拉伸杆连接旋转装置;旋转装置包括带有滚轮的壳体,设置在壳体上部的第二电机,第二电机通过减速器和链轮链条结构控制回转轴;回转轴固定连接夹持装置,所述的夹持装置包括一夹持支架,弧形的夹持体铰接在夹持支架上,并通
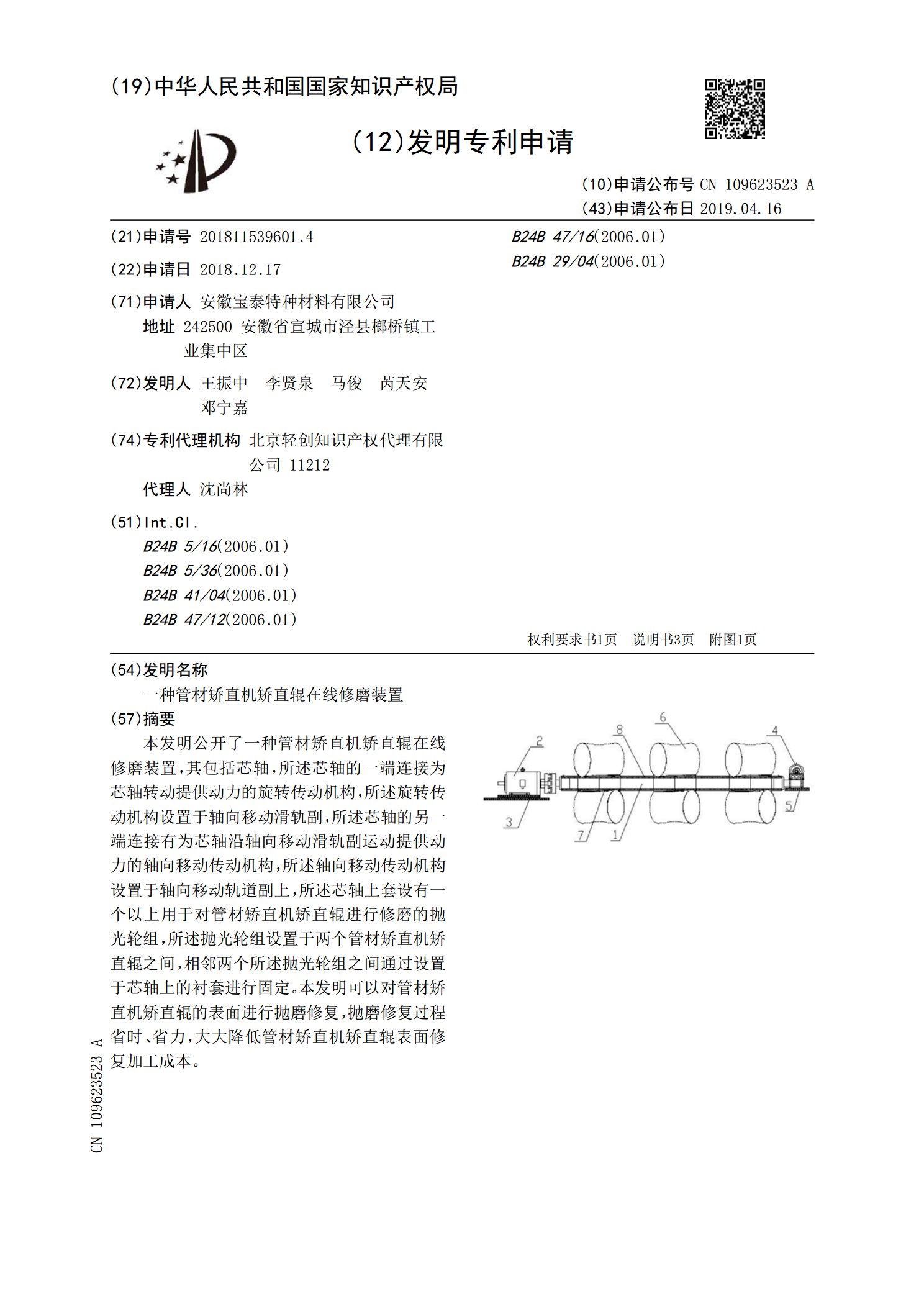
一种管材矫直机矫直辊在线修磨装置.pdf
本发明公开了一种管材矫直机矫直辊在线修磨装置,其包括芯轴,所述芯轴的一端连接为芯轴转动提供动力的旋转传动机构,所述旋转传动机构设置于轴向移动滑轨副,所述芯轴的另一端连接有为芯轴沿轴向移动滑轨副运动提供动力的轴向移动传动机构,所述轴向移动传动机构设置于轴向移动轨道副上,所述芯轴上套设有一个以上用于对管材矫直机矫直辊进行修磨的抛光轮组,所述抛光轮组设置于两个管材矫直机矫直辊之间,相邻两个所述抛光轮组之间通过设置于芯轴上的衬套进行固定。本发明可以对管材矫直机矫直辊的表面进行抛磨修复,抛磨修复过程省时、省力,大大