
一种锅炉波纹内胆焊接工艺.pdf

努力****甲寅

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锅炉波纹内胆焊接工艺.pdf
本发明公开了一种锅炉波纹内胆焊接工艺,包括轧制、焊接前处理、焊接处理操作、焊接后打磨处理。焊接处理操作过程包括从管壁内侧焊接、用碳弧气刨从管壁外侧去除焊剂缺陷和从管壁外侧的焊接操作,设置为两层的焊接操作实现的焊接稳定性高,且双层的焊接实现了不同的焊剂与内胆的融合连接,则不同的焊剂与焊丝配合实现的焊接稳定性不同,尤其是内层选用SJ501焊剂、外层选用SJ101焊剂,两者的耐腐蚀性能结构强度不同,所以配合用于内胆的焊接中,实现的内胆接口处焊接稳定性高,不易出现裂纹,安全性能高。
波纹换热内胆焊接用夹具.pdf
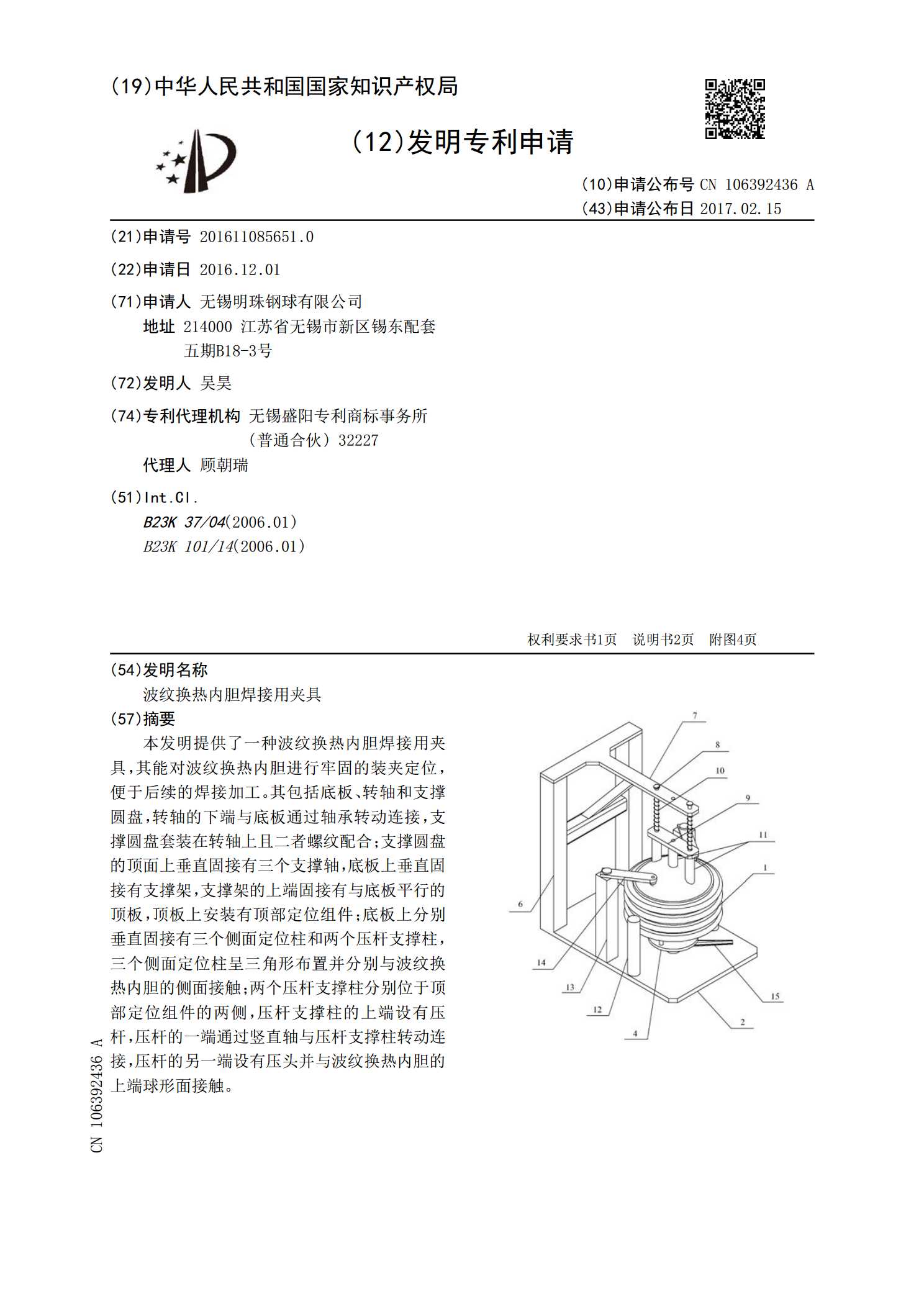
本发明提供了一种波纹换热内胆焊接用夹具,其能对波纹换热内胆进行牢固的装夹定位,便于后续的焊接加工。其包括底板、转轴和支撑圆盘,转轴的下端与底板通过轴承转动连接,支撑圆盘套装在转轴上且二者螺纹配合;支撑圆盘的顶面上垂直固接有三个支撑轴,底板上垂直固接有支撑架,支撑架的上端固接有与底板平行的顶板,顶板上安装有顶部定位组件;底板上分别垂直固接有三个侧面定位柱和两个压杆支撑柱,三个侧面定位柱呈三角形布置并分别与波纹换热内胆的侧面接触;两个压杆支撑柱分别位于顶部定位组件的两侧,压杆支撑柱的上端设有压杆,压杆的一端通
一种锅炉焊接工艺.pdf
本发明公开了一种锅炉焊接工艺,所述锅炉焊接工艺,包括如下步骤:准备、选料、点焊、焊接前处理、管排焊接、光固化、检测、去毛刺、成型、清渣。本发明工艺简单,操作方便,焊接完成使用保温棉覆盖,不会因为急剧冷却出现裂纹。

焊接波纹管的制造工艺.docx
焊接波纹管的制造工艺焊接波纹管的制造工艺概述波纹管是一种具有良好柔性和弹性的金属管道,广泛应用于工业领域,如汽车制造,食品加工,化工等。焊接波纹管的制造工艺是波纹管生产的关键步骤之一,它对于波纹管的质量和性能起着决定性的影响。本论文将介绍焊接波纹管的制造工艺,并探讨其在实际生产中的应用和挑战。一、焊接波纹管的种类和用途焊接波纹管根据材质可以分为不锈钢波纹管、铝波纹管、铜波纹管等。不锈钢波纹管被广泛应用于汽车排气系统、燃气管道、水暖系统、化工管道等领域,具有抗腐蚀性和耐高温性能。铝波纹管主要用于汽车制造、制

微型焊接波纹管工艺.docx
微型焊接波纹管工艺微型焊接波纹管工艺摘要:本论文主要论述了微型焊接波纹管的工艺。首先介绍了微型焊接波纹管的定义和优势,然后详细分析了微型焊接波纹管的工艺流程,包括选材、制模、焊接、表面处理等环节。在此基础上,对微型焊接波纹管的应用领域进行了探讨,并提出了未来研究方向和发展趋势。1.引言微型焊接波纹管是一种用于喷嘴、传感器等微型设备中的关键部件。由于其良好的延展性、柔软性和导热性能,微型焊接波纹管在微电子技术、生物医学工程、光学工程等领域有着广泛的应用前景。本文将对微型焊接波纹管的工艺进行研究和探讨,旨在提