
一种X70管线钢热轧板卷及其生产方法.pdf

猫巷****提格


1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种X70管线钢热轧板卷及其生产方法.pdf
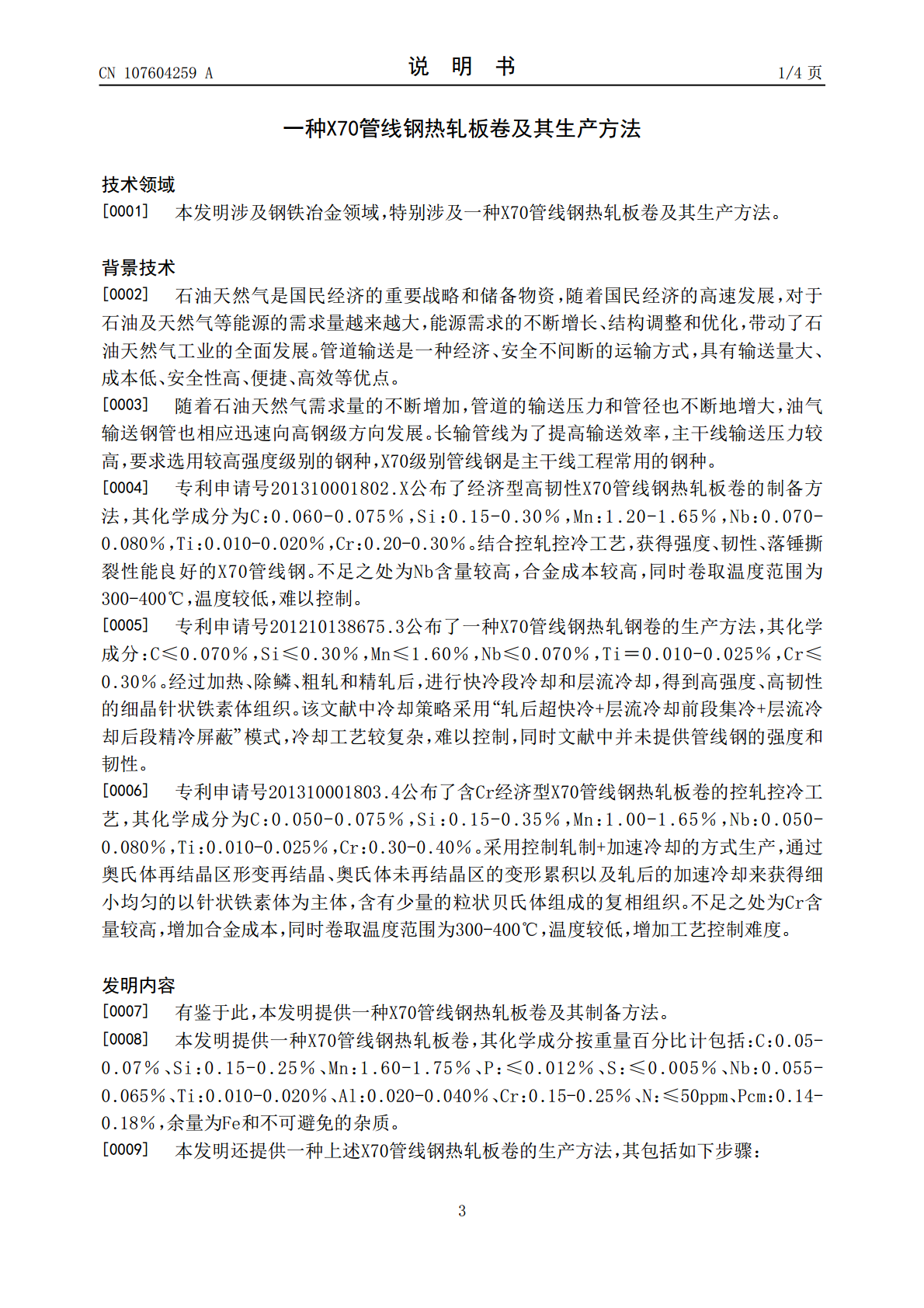
本发明涉及一种X70管线钢热轧板卷及其生产方法。该生产方法包括:冶炼连铸;加热和轧制,其中:加热温度为1160~1180℃,总在炉时间≥180min;轧制分为第一阶段和第二阶段轧制:第一阶段在奥氏体再结晶区轧制,轧制过程中,开轧温度为1140~1160℃,第一道次压下率>10%,末道次压下率≥25%;第二阶段在奥氏体未再结晶区轧制,精轧开轧温度≤930℃,终轧温度为810~850℃,精轧压缩比>3,累计压下率≥72%;冷却。该方法通过合理的化学成分设计,并采取上述控轧控冷工艺,得到一种显微组织为细小均匀的

一种X70管线钢热轧钢卷的生产方法.pdf
本发明公开了一种X70管线钢热扎钢卷的生产方法,成分设计不采用V、Mo、Cu等合金,提高Nb合金含量,加入适当Cr。常温铸坯入加热炉加热,加热温度1180-1220℃,保温时间150-240min,加热后的铸坯入粗轧机组轧制,粗轧机组的第一道次R1至第四道次R4的压下率大于20%,第五道次R5压下率大于23%,粗终轧温度为1000~1050℃,中间坯厚度52~60mm。粗轧后的钢坯直接入精连轧机组,入精轧温度980~1040℃,精连轧机组的第六机架F6和第七机架F7的压下率大于8%,精轧后的钢板进行超快冷

一种X70管线钢热轧卷板及其制造方法.pdf
本发明涉及一种X70管线钢热轧卷板及其制造方法。卷板的成分的百分比为:C?0.02-0.05;Si?0.10-0.30;Mn?1.00-1.40;P≤0.015;S≤0.002;Alt?0.015-0.05;Nb?0.05-0.08;V?0.02-0.035;Ti?0.01-0.02;Cr?0.10-0.50;Ca≤0.006;Ni?0.10-0.30;Cu?0.10-0.30。制造方法的主要特征:a炉外LF精炼脱S≤0.0015%;b炉外RH精炼:真空冶炼出钢前,加Ca-Si线;c连铸浇注温度:1553
一种耐酸抗氢X70管线钢及其制备方法.pdf
本发明涉及一种耐酸抗氢X70管线钢及其制备方法。该耐酸抗氢X70管线钢,包含以下重量百分比的成分:C:0.02~0.05wt%、Si:0.15~0.38wt%、Mn:1.2~1.4wt%、P≤0.005wt%、S≤0.005wt%、Ca:0.004~0.008wt%、Al:0.004~0.006wt%、Cr:0.25~0.50wt%、Ti:0.008~0.016wt%、Nb:0.005~0.08wt%、Mg:0.002~0.004wt%,其中Mg、Ti、Ca元素质量添加比为1:(3.8~4.2):(1.8
一种高加热温度的X70管线钢的生产方法.pdf
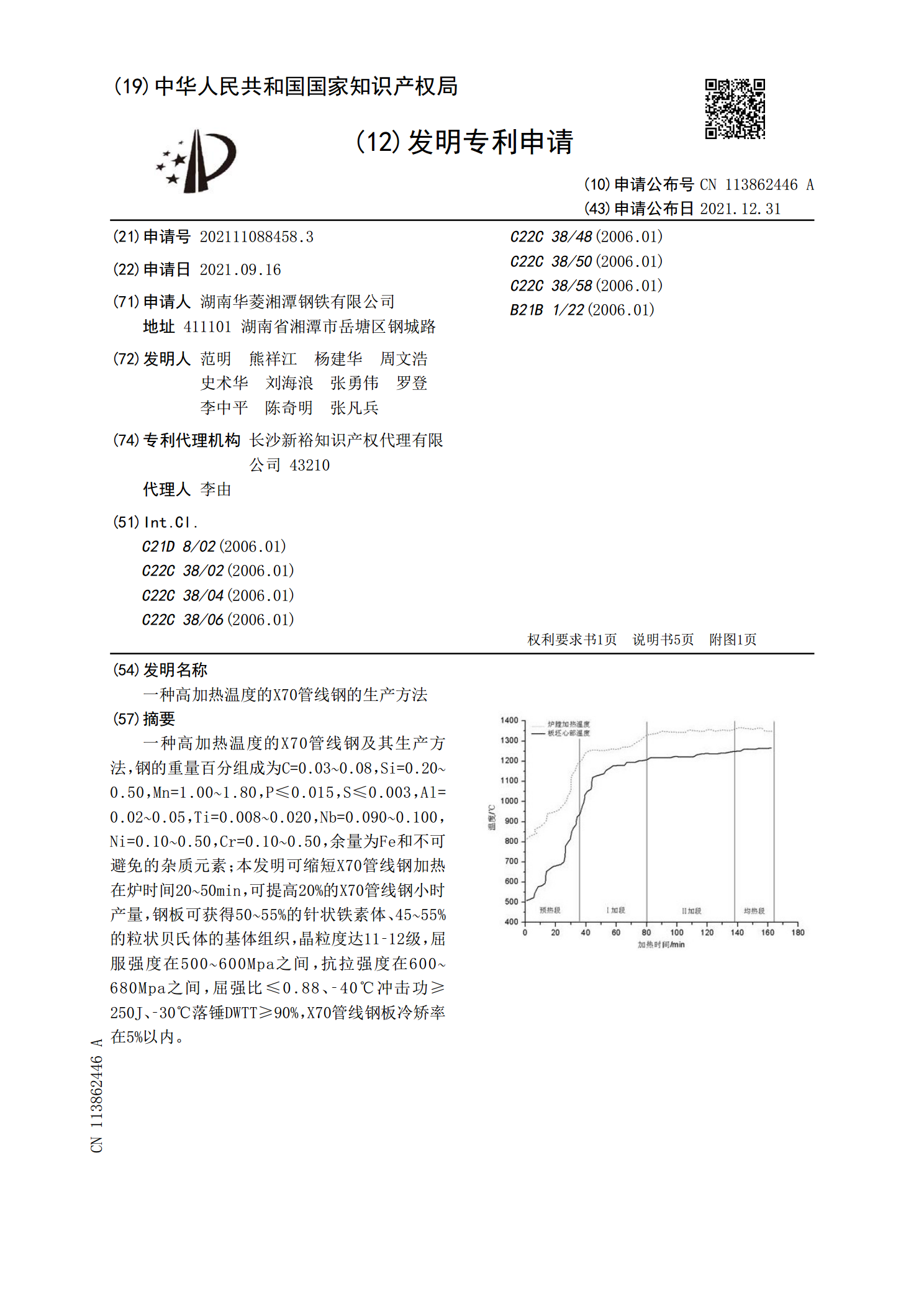
一种高加热温度的X70管线钢及其生产方法,钢的重量百分组成为C=0.03~0.08,Si=0.20~0.50,Mn=1.00~1.80,P≤0.015,S≤0.003,Al=0.02~0.05,Ti=0.008~0.020,Nb=0.090~0.100,Ni=0.10~0.50,Cr=0.10~0.50,余量为Fe和不可避免的杂质元素;本发明可缩短X70管线钢加热在炉时间20~50min,可提高20%的X70管线钢小时产量,钢板可获得50~55%的针状铁素体、45~55%的粒状贝氏体的基体组织,晶粒度达1