
一种提高TC4钛合金板材低温超塑性的方法.pdf

一只****呀9

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高TC4钛合金板材低温超塑性的方法.pdf
本发明公开了一种提高TC4钛合金板材低温超塑性的方法;以TC4钛合金板材为原材料,通过线切割方法加工成长宽厚尺寸为35×30×25mm试样;采用机械打磨方式,将试样表面的线切割痕打磨平整;将试样放入箱式电阻炉中加热至设定温度并保温;加热后的试样在平辊轧机上进行宽向和厚向两个方向的多道次轧制,交换试样的宽向和厚向,试样长度方向不变;每道次轧制完毕,试样回炉加热到设定温度并保温后,再进行下一道次轧制;经过多道次轧制至厚度约为3mm的板材。本发明的优点是:板材制备方法简单,无需再普通平辊轧机上即可加工。基于以上

TC4钛合金在中低温下(超)塑性及微观组织研究.docx
TC4钛合金在中低温下(超)塑性及微观组织研究TC4钛合金是一种高强度、低密度、良好的耐腐蚀性和良好的热稳定性的钛合金。由于其杰出的性能,TC4钛合金在航空航天、汽车、医疗器械等领域被广泛应用。然而,在低温和超低温环境下,TC4钛合金的塑性和微观组织会发生变化,这对其应用带来了一定的挑战。首先,低温和超低温环境下,TC4钛合金的塑性会显著下降。低温下,材料的原子振动减小,以至于晶体中的位错和所受到的应力很难移动,导致材料的塑性减弱。另外,低温下,固溶体中过饱和溶质原子的固溶度降低,溶质原子会产生析出现象,
一种宽幅超厚TC4钛合金板材的制备方法.pdf
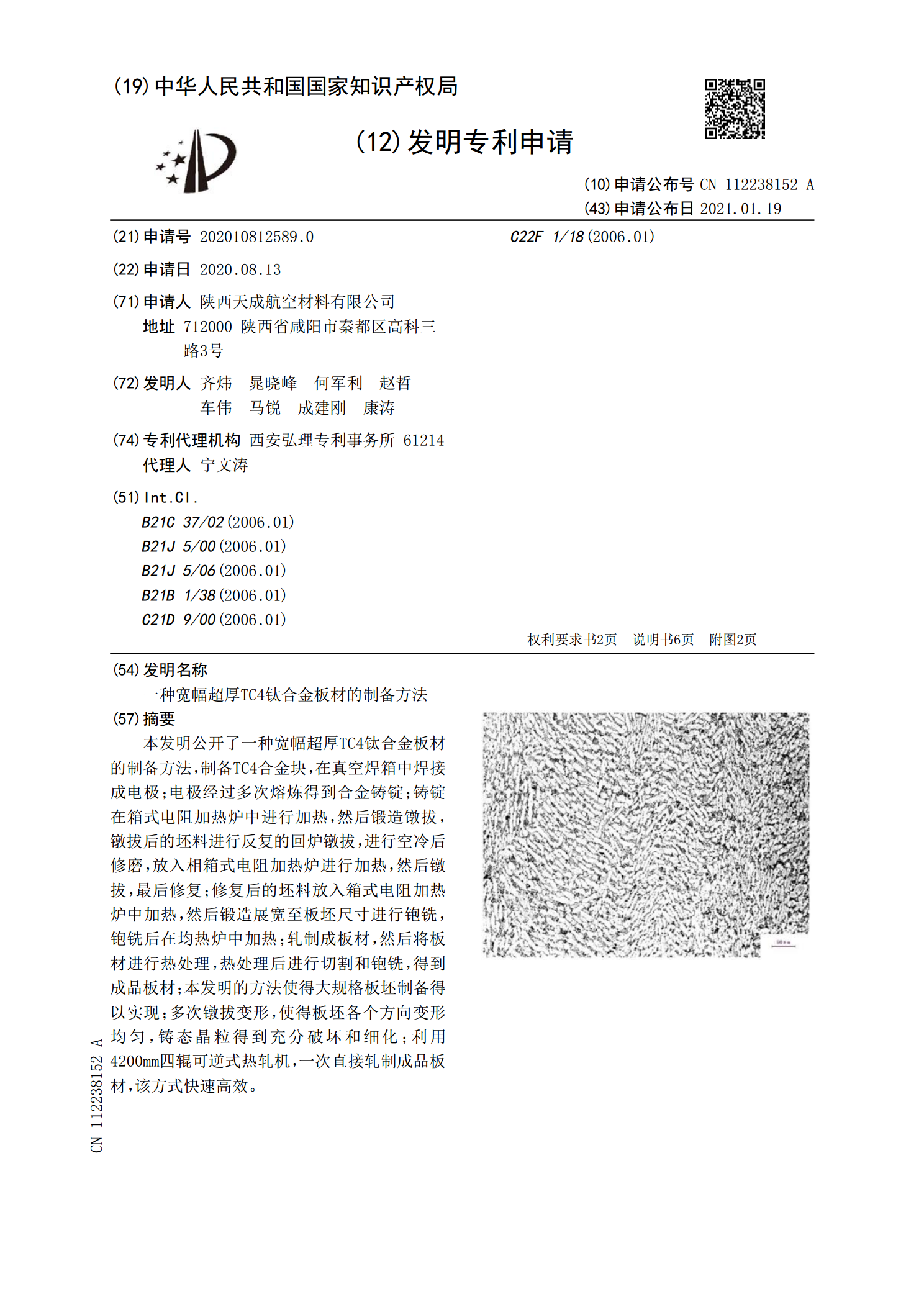
本发明公开了一种宽幅超厚TC4钛合金板材的制备方法,制备TC4合金块,在真空焊箱中焊接成电极;电极经过多次熔炼得到合金铸锭;铸锭在箱式电阻加热炉中进行加热,然后锻造镦拔,镦拔后的坯料进行反复的回炉镦拔,进行空冷后修磨,放入相箱式电阻加热炉进行加热,然后镦拔,最后修复;修复后的坯料放入箱式电阻加热炉中加热,然后锻造展宽至板坯尺寸进行铇铣,铇铣后在均热炉中加热;轧制成板材,然后将板材进行热处理,热处理后进行切割和铇铣,得到成品板材;本发明的方法使得大规格板坯制备得以实现;多次镦拔变形,使得板坯各个方向变形均匀

一种同时提高TC4钛合金强度和塑性的方法.pdf
本发明涉及一种同时提高TC4钛合金强度和塑性的方法,属于钛合金热处理领域,先经过原材料准备、辅材准备、设备及工装准备等原料准备过程,再经过机械抛光、清洗、设备和工装准备等预准备过程,然后进行旋转式高频感应加热固溶处理,控制感应电流22.5~26A和加热时长,并在加热结束后瞬间松开试样坠入冷却介质,最后进行真空时效处理,升温至350~650℃,保温4h‑8h,炉冷。本发明具有的优点包括:表层获得了呈梯度分布的显微组织,表层获得强度较高的片层组织,而逐渐过度到心部为塑性较好的等轴组织;表面硬化层既可增加样品的

一种低温超塑性钛合金板、棒材及制备方法.pdf
本发明提供了一种低温超塑性钛合金板、棒材及制备方法,所述钛合金的化学成分如下(重量%):Al:5.5~6.5;V:3.5~4.5;Cu:4~7;Ti余量。所述钛合金棒材、丝材的制备方法为:真空自耗炉熔炼获得原材料铸锭;铸锭修磨后经过1000℃以上开坯锻造、精锻加工成坯料;坯料在850℃‑950℃保温一段时间后快速冷却,获得超细纳米板条组织;淬火后,坯料在温度750℃~850℃下进行热加工,热加工累计变形量大于等于95%。经过该方法加工后获得的材料组织为等轴晶粒,尺寸小于500nm,且在650℃及以下时效3