
一种散管组装集箱制造工艺.pdf

书生****aa

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种散管组装集箱制造工艺.pdf
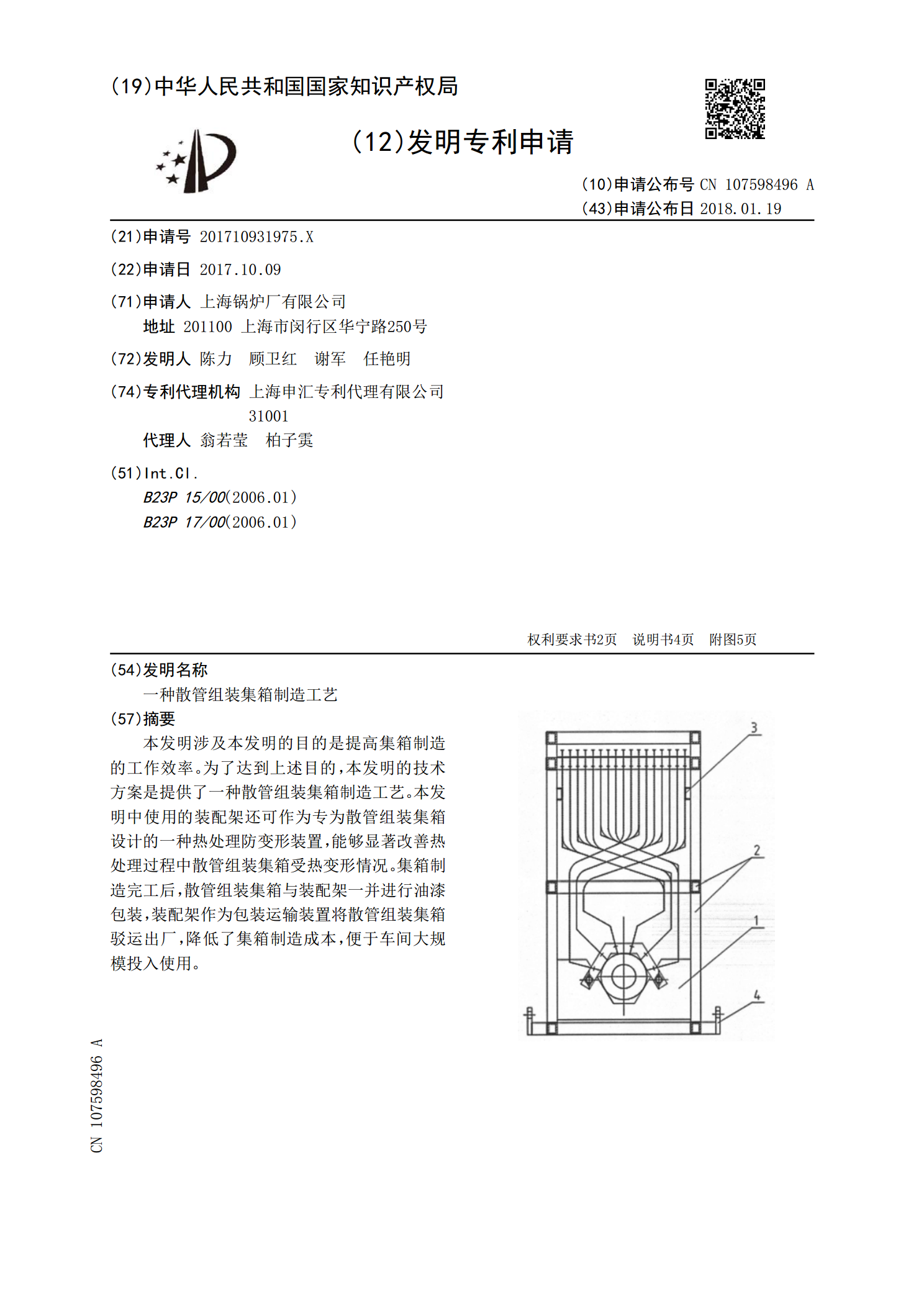
本发明涉及本发明的目的是提高集箱制造的工作效率。为了达到上述目的,本发明的技术方案是提供了一种散管组装集箱制造工艺。本发明中使用的装配架还可作为专为散管组装集箱设计的一种热处理防变形装置,能够显著改善热处理过程中散管组装集箱受热变形情况。集箱制造完工后,散管组装集箱与装配架一并进行油漆包装,装配架作为包装运输装置将散管组装集箱驳运出厂,降低了集箱制造成本,便于车间大规模投入使用。

集箱与过渡段散管组装工艺研究.docx
集箱与过渡段散管组装工艺研究标题:集箱与过渡段散管组装工艺研究摘要:本文针对集箱与过渡段散管组装工艺进行了深入研究,通过实验测试和数据分析,总结了一套有效的工艺流程。首先介绍了集箱与过渡段散管的概念和重要性,然后分析了目前存在的问题及其原因。接着,详细阐述了采用的工艺方法和实施步骤,并结合实际案例进行了验证。最后,对整个研究进行了总结,并提出了未来进一步的研究方向。关键词:集箱、过渡段、散管、组装工艺、工艺流程第一章引言1.1研究背景集箱和过渡段是安装在工业生产过程中的重要组件,用于收集和调节流体的流量和

电站锅炉水冷壁中间集箱与散管厂内组装工艺技术研究.pptx
电站锅炉水冷壁中间集箱与散管厂内组装工艺技术研究01电站锅炉水冷壁概述电站锅炉水冷壁的作用水冷壁的分类和特点水冷壁的工艺要求中间集箱与散管厂内组装工艺技术研究组装工艺流程组装工艺要点组装工艺中的难点和解决方法工艺验证与改进中间集箱与散管厂内组装工艺技术的应用在电站锅炉制造中的应用在电站锅炉安装和维护中的应用对电站锅炉运行效率的影响中间集箱与散管厂内组装工艺技术的优势与局限性优势分析局限性分析未来发展方向实际应用案例分析应用案例一:某电站锅炉水冷壁组装工程应用案例二:某大型电站锅炉水冷壁维护工程应用案例三:
集箱制造工艺.pdf
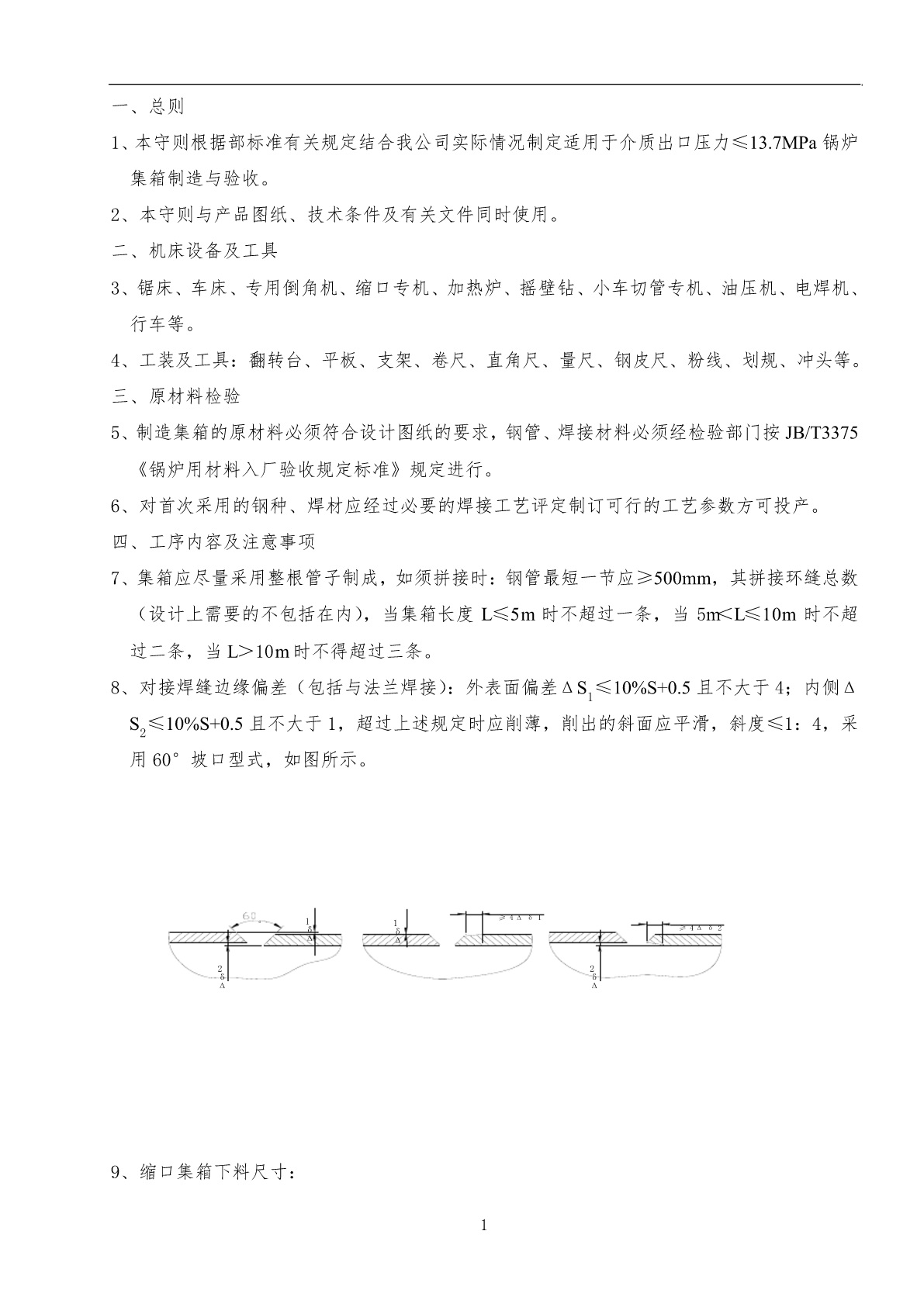
一、总则1、本守则根据部标准有关规定结合我公司实际情况制定适用于介质出口压力≤13.7MPa锅炉集箱制造与验收。2、本守则与产品图纸、技术条件及有关文件同时使用。二、机床设备及工具3、锯床、车床、专用倒角机、缩口专机、加热炉、摇壁钻、小车切管专机、油压机、电焊机、行车等。4、工装及工具:翻转台、平板、支架、卷尺、直角尺、量尺、钢皮尺、粉线、划规、冲头等。三、原材料检验5、制造集箱的原材料必须符合设计图纸的要求,钢管、焊接材料必须经检验部门按JB/T3375《锅炉用材料入厂验收规定标准》规定进行。6、对首次

水水换热器管箱制造工艺介绍.docx
水水换热器管箱制造工艺介绍水水换热器管箱制造工艺介绍摘要:水水换热器是利用两种不同温度的水间的热交换,广泛应用于各个工业领域。管箱是水水换热器的重要组成部分,其制造工艺对换热器的性能和使用寿命具有重要影响。本文主要介绍水水换热器管箱的制造工艺,包括材料选择、结构设计、制造过程等方面。第一章引言水水换热器是一种常见的能量传递设备,用于不同温度的水之间的热交换。它在化工、石油、电力、冶金等行业具有广泛的应用。作为水水换热器的重要组成部分,管箱的制造工艺对换热器的性能和使用寿命具有重要影响。因此,研究和优化水水