
一种法兰球阀阀体锻件成形方法及其采用的制坯模.pdf

猫巷****傲柏

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种法兰球阀阀体锻件成形方法及其采用的制坯模.pdf
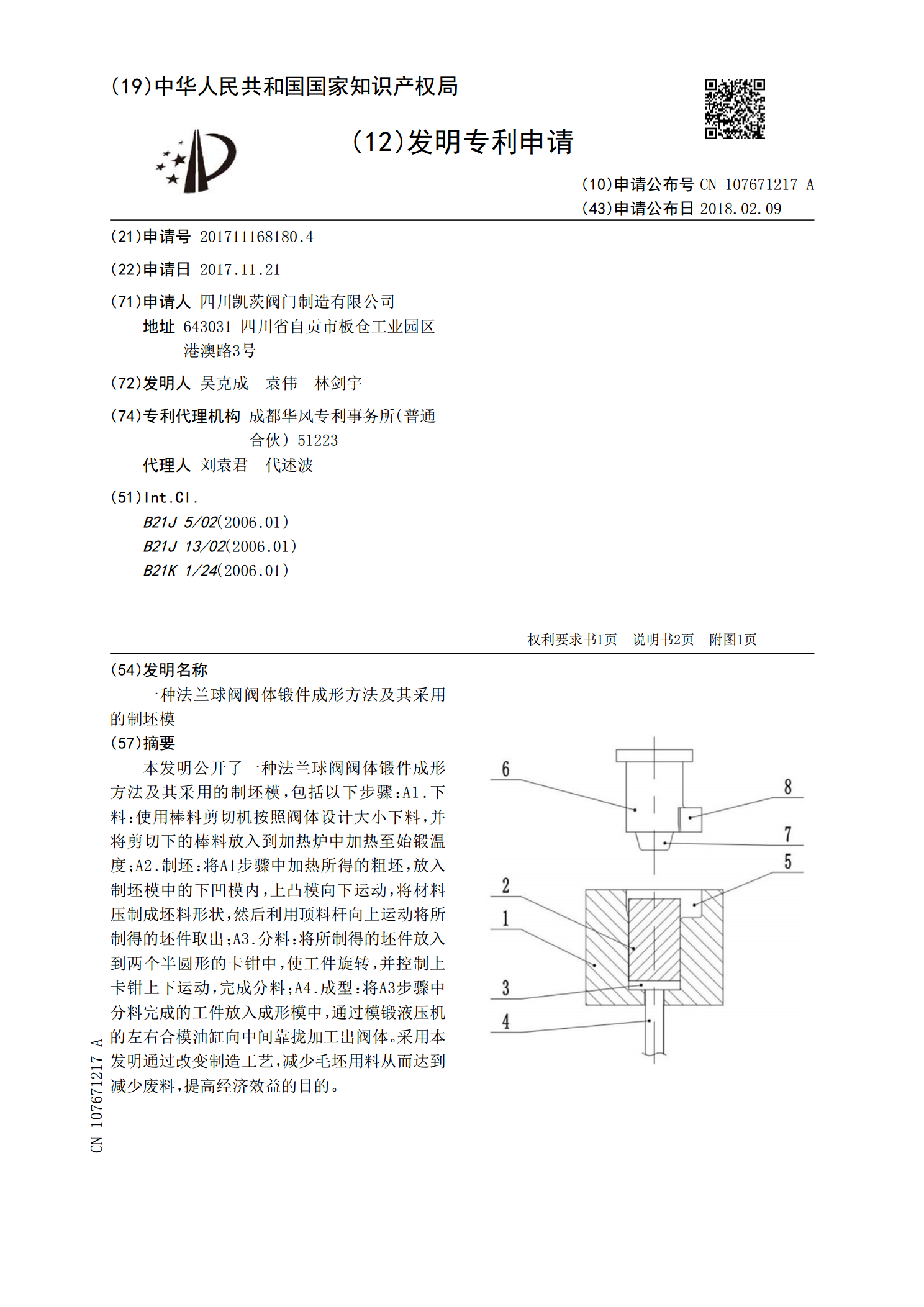
本发明公开了一种法兰球阀阀体锻件成形方法及其采用的制坯模,包括以下步骤:A1.下料:使用棒料剪切机按照阀体设计大小下料,并将剪切下的棒料放入到加热炉中加热至始锻温度;A2.制坯:将A1步骤中加热所得的粗坯,放入制坯模中的下凹模内,上凸模向下运动,将材料压制成坯料形状,然后利用顶料杆向上运动将所制得的坯件取出;A3.分料:将所制得的坯件放入到两个半圆形的卡钳中,使工件旋转,并控制上卡钳上下运动,完成分料;A4.成型:将A3步骤中分料完成的工件放入成形模中,通过模锻液压机的左右合模油缸向中间靠拢加工出阀体。采

法兰球阀锻件的锻造成形模具及成形方法.pdf
本发明涉及锻造,具体是一种法兰球阀锻件的锻造成形模具及成形方法。包括上模,与上模配合的下模,上模设有预锻上模具体和终锻上模具体,下模设有预锻下模具体和终锻下模具体,预锻上模具体和预锻下模具体配合,终锻上模具体与终锻下模具体配合;预锻上模具体的下表面设有环形的凹槽结构,预锻下模具设有与该凹槽结构配合的环形凸出部,凸出部内设有竖直的盲孔;终锻上模具体设有横向的终锻上型腔,终锻下模具体设有与终锻上型腔配合的终锻下型腔,终锻下型腔的两侧分别设有水平的第一和第二冲头;下模设有预锻件顶出机构和终锻件顶出机构。本发明材
一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺.pdf
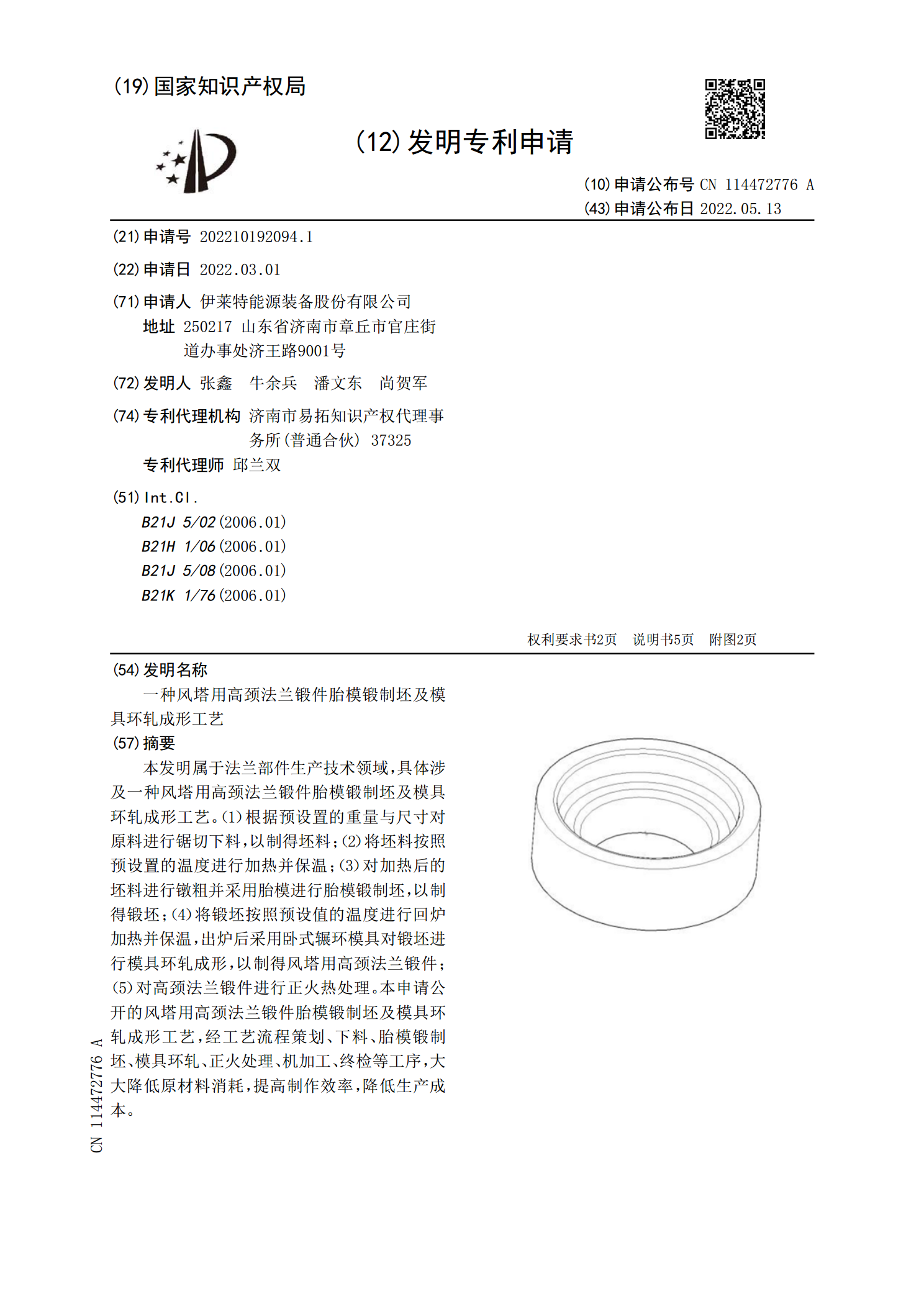
本发明属于法兰部件生产技术领域,具体涉及一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺。(1)根据预设置的重量与尺寸对原料进行锯切下料,以制得坯料;(2)将坯料按照预设置的温度进行加热并保温;(3)对加热后的坯料进行镦粗并采用胎模进行胎模锻制坯,以制得锻坯;(4)将锻坯按照预设值的温度进行回炉加热并保温,出炉后采用卧式辗环模具对锻坯进行模具环轧成形,以制得风塔用高颈法兰锻件;(5)对高颈法兰锻件进行正火热处理。本申请公开的风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺,经工艺流程策划、下料、胎模锻制坯

带主法兰阀体锻件的锻造方法.pdf
本发明涉及阀门的阀体锻造,具体是一种带主法兰阀体锻件的锻造方法。包括如下步骤:A、坯料加热:坯料加热到始锻温度1200℃±20℃,并在该温度下保温;B、模具预热;C、坯料准备出炉;D预锻:坯料出炉后,坯料放置到预锻模具型腔内,预锻模具上模开始合模,坯料填充满模具型腔形成预锻坯;E终锻:预锻坯从预锻型腔取出放到终锻模具型腔,终锻模具上模的合模,冲头挤压,直至预锻坯完全填满模具型腔,两片体球阀阀体锻件成形。本发明锻件无飞边,能锻出阀体锻件的中间孔,降低锻件重量,节约原材料,提供效率。

一种法兰球阀端盖碾环成形方法.pdf
本发明公开了一种法兰球阀端盖碾环成形方法,包括以下步骤:A1.制坯:选用圆坯碳钢或者奥氏体不锈钢作为原料,并在炉中加热;A2.开坯:将A1步骤中加热所得的坯料进行敦粗,去掉坯料表面的氧化皮;然后将坯料放置到带孔的工作台面上,并用冲孔机的冲孔冲头下行至设定位置进行第一次冲孔,使坯料翻转180°,用冲连皮冲头进行第二次冲孔,直至冲穿坯料;A3.碾环:将A2步骤所得的带孔坯料进行第二次敦粗,去掉表面氧化皮后放置在碾环机上,碾环机根据端盖法兰的大小设计需要组合碾环模;并利用电机驱动坯件进行旋转,直接通过碾环机使坯