
一种螺丝的加工成型工艺.pdf

文宣****66

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种螺丝的加工成型工艺.pdf
本发明公开了一种螺丝的加工成型工艺,具体步骤如下:准备原料、退火、酸洗、冷镦、搓丝、热处理、电镀、包装出库;首先准备原料,所述原料为盘圆,即直径10毫米以下的钢筋;将所述盘圆送入退火炉内进行退火处理,调整结晶组织;退火后将所述盘圆进行酸洗,去除表面氧化膜;随后对所述盘圆进行通过冷镦机冷镦,获得螺丝坯件;将所述螺丝坯件送入搓丝机搓丝,形成螺纹;搓丝后对所述螺丝坯件进行热处理工艺处理,调整钢材结构,提高强度和韧性;随后将所述螺丝坯件进行电镀工艺处理,最终包装出库,获得成品。通过上述方式,本发明能够有效提高螺丝
一种螺丝成型及搓丝的粗加工工艺.pdf
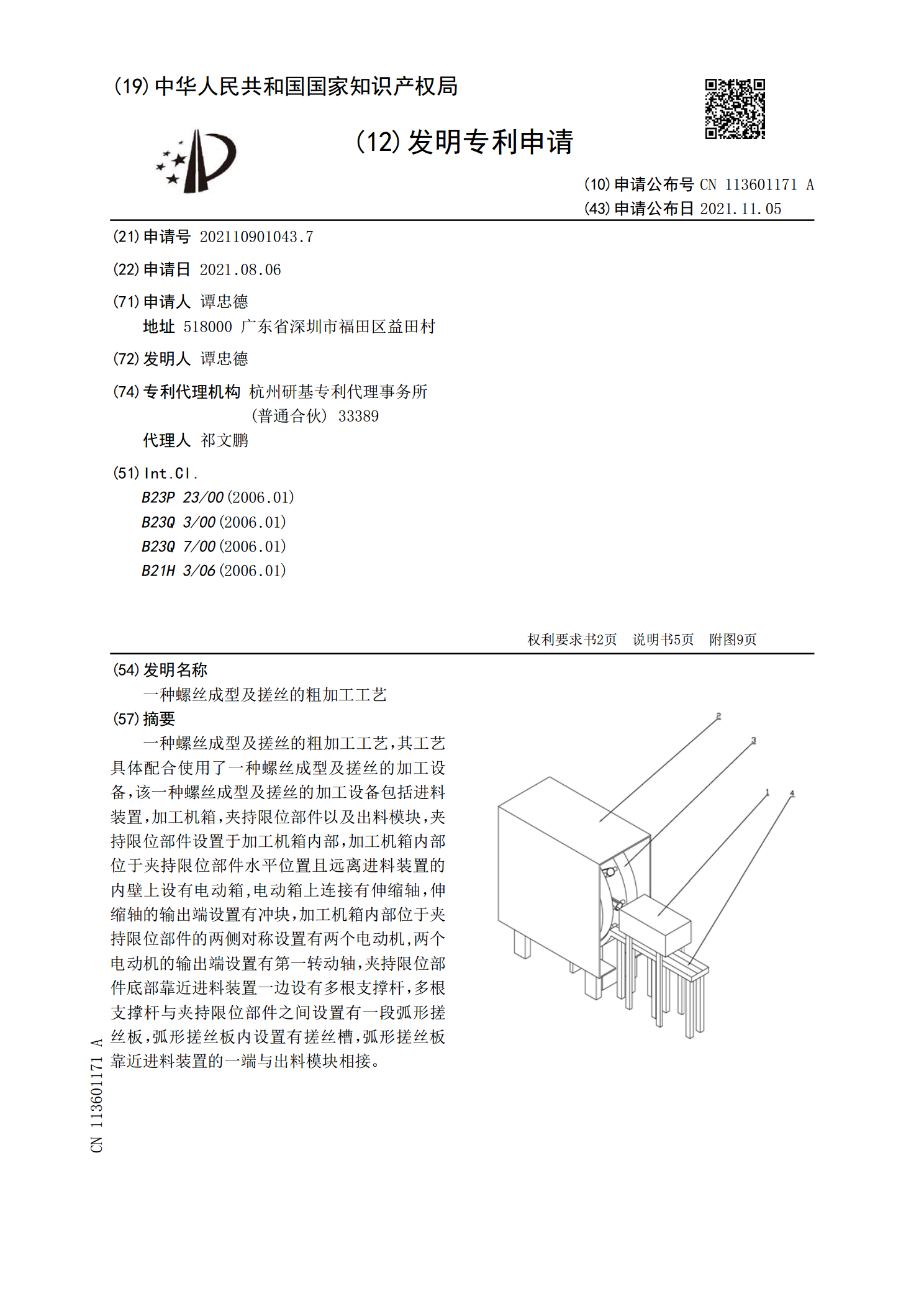
一种螺丝成型及搓丝的粗加工工艺,其工艺具体配合使用了一种螺丝成型及搓丝的加工设备,该一种螺丝成型及搓丝的加工设备包括进料装置,加工机箱,夹持限位部件以及出料模块,夹持限位部件设置于加工机箱内部,加工机箱内部位于夹持限位部件水平位置且远离进料装置的内壁上设有电动箱,电动箱上连接有伸缩轴,伸缩轴的输出端设置有冲块,加工机箱内部位于夹持限位部件的两侧对称设置有两个电动机,两个电动机的输出端设置有第一转动轴,夹持限位部件底部靠近进料装置一边设有多根支撑杆,多根支撑杆与夹持限位部件之间设置有一段弧形搓丝板,弧形搓丝
一种船舶使用的耐腐蚀螺丝加工成型工艺.pdf
本发明公开了螺丝生产技术领域的一种船舶使用的耐腐蚀螺丝加工成型工艺,包括以下步骤:(1)将CH38F线材放入吊炉内,得到预处理CH38F线材;(2)将预处理CH38F线材浸入酸溶液中20‑25min,取出后水洗;(3)将处理后的线材的放入冷镦机中予以成型,得到螺丝的头部和杆部;(4)利用搓丝机在螺丝的杆部搓出螺纹;(5)得到中处理螺丝;(6)将中处理螺丝用蒸馏水反复冲洗3‑4次后烘干,将烘干后的中处理螺丝浸渍于耐腐蚀涂料;(7)将步骤(6)中的中处理螺丝从耐腐蚀涂料中取出后烘干,得到目标产物;本发明通过合

一种飞机使用的耐腐蚀螺丝加工成型工艺.pdf
本发明公开了一种飞机使用的耐腐蚀螺丝加工成型工艺,准备原料、退火、酸洗、冷镦、搓丝、热处理、电镀、包装出库;首先准备原料,所述原料为盘圆;将所述盘圆送入退火炉内进行退火处理,调整结晶组织;退火后将所述盘圆进行酸洗,去除表面氧化膜;随后对所述盘圆进行通过冷镦机冷镦,获得螺丝坯件;将所述螺丝坯件送入搓丝机搓丝,形成螺纹;搓丝后对所述螺丝坯件进行热处理工艺处理,调整钢材结构,提高强度和韧性。本发明能够有效提高螺丝的物理性能和化学性能,在强度达标的前提下拥有外刚内柔的特性,不会出现毛刺情况出现,同时本制备工艺方法

一种不锈钢螺丝耐腐蚀加工成型工艺.pdf
本发明公开了一种不锈钢螺丝耐腐蚀加工成型工艺,包括以下步骤:准备原料;本发明酸洗工艺中,先将不锈钢钢筋分别浸入常温且浓度为20%的盐酸中以及常温且浓度为25%的盐酸中,以除去表面的氧化膜,用清水清除表面的盐酸腐蚀产物,再将不锈钢钢筋浸入常温且浓度为25%的草酸中,以增加表面的活性,再将不锈钢钢筋浸入常温以及浓度为25%的磷酸盐中,不锈钢钢筋表面与处理液接触,可溶解生成不溶性的化合物,附着在不锈钢钢筋表面形成皮膜,再用清水清除表面的残留物,最后将不锈钢钢筋进入润滑剂中,以增加润滑性能,多种方式相互配合,提高