
一种耐酸不锈钢精密零件的热处理淬火工艺.pdf

玉怡****文档


1/5
2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种耐酸不锈钢精密零件的热处理淬火工艺.pdf
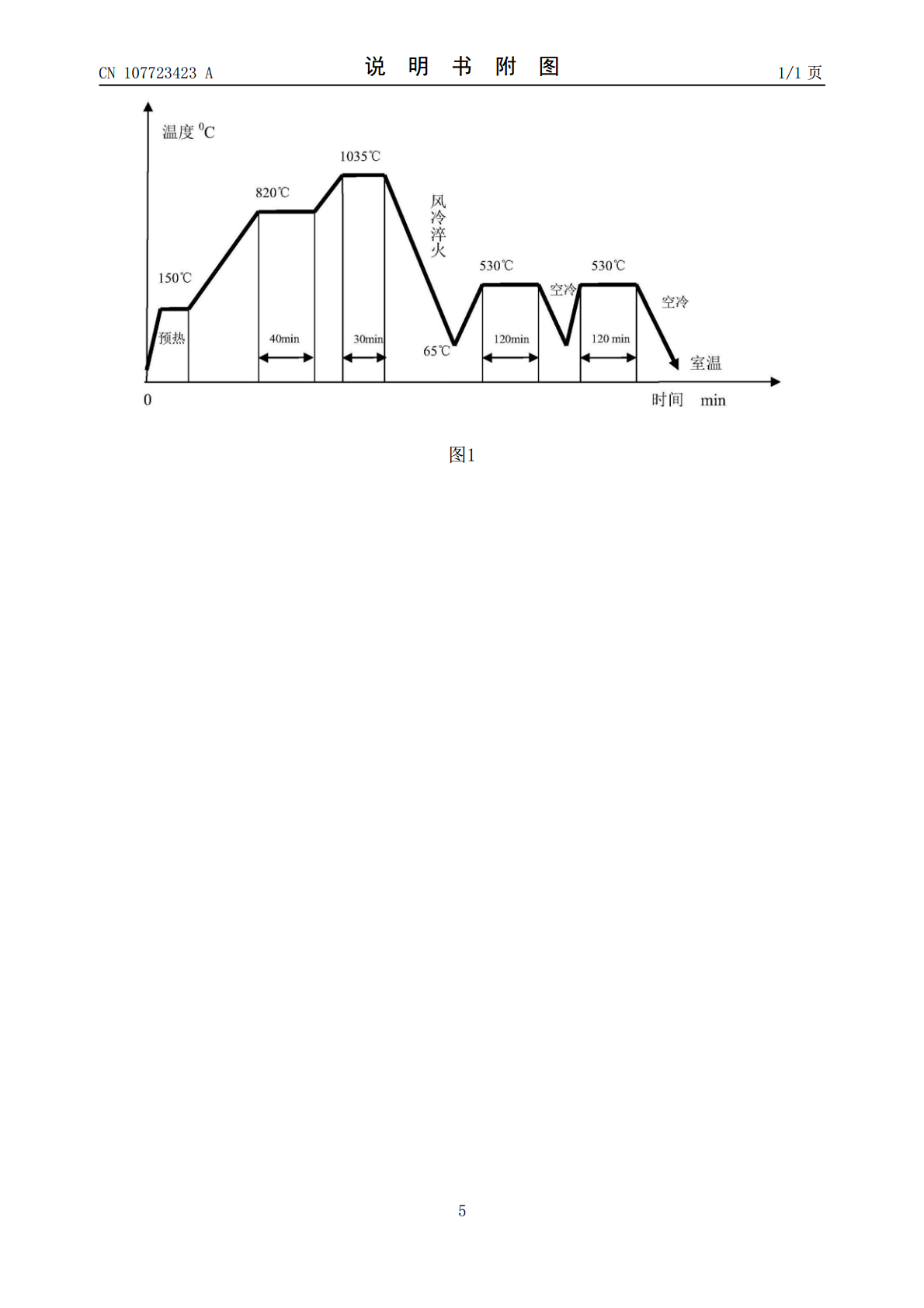
本发明公开了一种耐酸不锈钢精密零件的热处理淬火工艺,通过以下步骤完成,包括:(1)将工件放入淬火炉中预热至150℃;(2)在淬火炉中分二级加热至淬火温度1035℃并保温;(3)将工件出炉风冷淬火至65℃;(4)将工件两次入回火炉530℃保温回火,出炉空冷。所述的将工件放入淬火炉中预热至150℃,以小于115℃/小时的加热速度至150℃。工件预热后继续加热至820℃并保温40min,加热至加热至淬火温度1035℃并保温30min。本发明可精细控制工件的内部晶相组织,使之晶粒细化、均匀、稳定、可靠,残余奥氏体

一种中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺.docx
一种中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺标题:中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺研究摘要:随着工业领域对高性能不锈钢精密零件的需求不断增加,中碳马氏体耐酸不锈钢作为一种理想的材料被广泛应用。热处理是提高不锈钢材料硬度、耐腐蚀性和耐磨性的重要手段之一。本文通过对中碳马氏体耐酸不锈钢精密零件的热处理淬火工艺进行深入研究,分析了淬火参数对不锈钢材料性能的影响,为优化中碳马氏体耐酸不锈钢精密零件的热处理工艺提供了理论依据。1.引言中碳马氏体耐酸不锈钢具有良好的耐蚀性、耐热性和机械性能,被广泛应用
一种中碳马氏体耐酸不锈钢精密零件的精准热处理淬火工艺.pdf
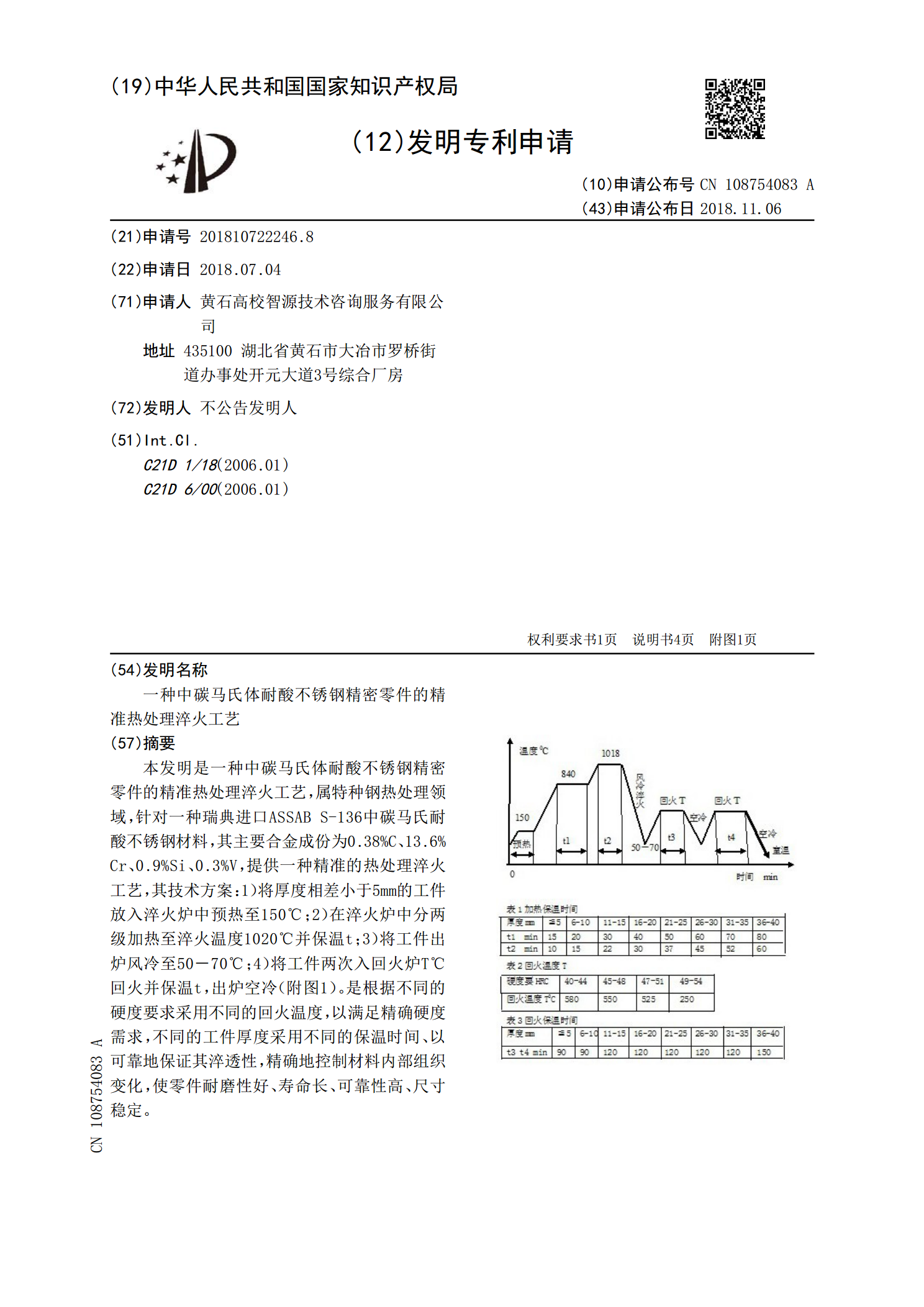
本发明是一种中碳马氏体耐酸不锈钢精密零件的精准热处理淬火工艺,属特种钢热处理领域,针对一种瑞典进口ASSABS‑136中碳马氏耐酸不锈钢材料,其主要合金成份为0.38%C、13.6%Cr、0.9%Si、0.3%V,提供一种精准的热处理淬火工艺,其技术方案:1)将厚度相差小于5mm的工件放入淬火炉中预热至150℃;2)在淬火炉中分两级加热至淬火温度1020℃并保温t;3)将工件出炉风冷至50-70℃;4)将工件两次入回火炉T℃回火并保温t,出炉空冷(附图1)。是根据不同的硬度要求采用不同的回火温度,以满足
一种中碳马氏体耐酸不锈钢的热处理淬火工艺.pdf
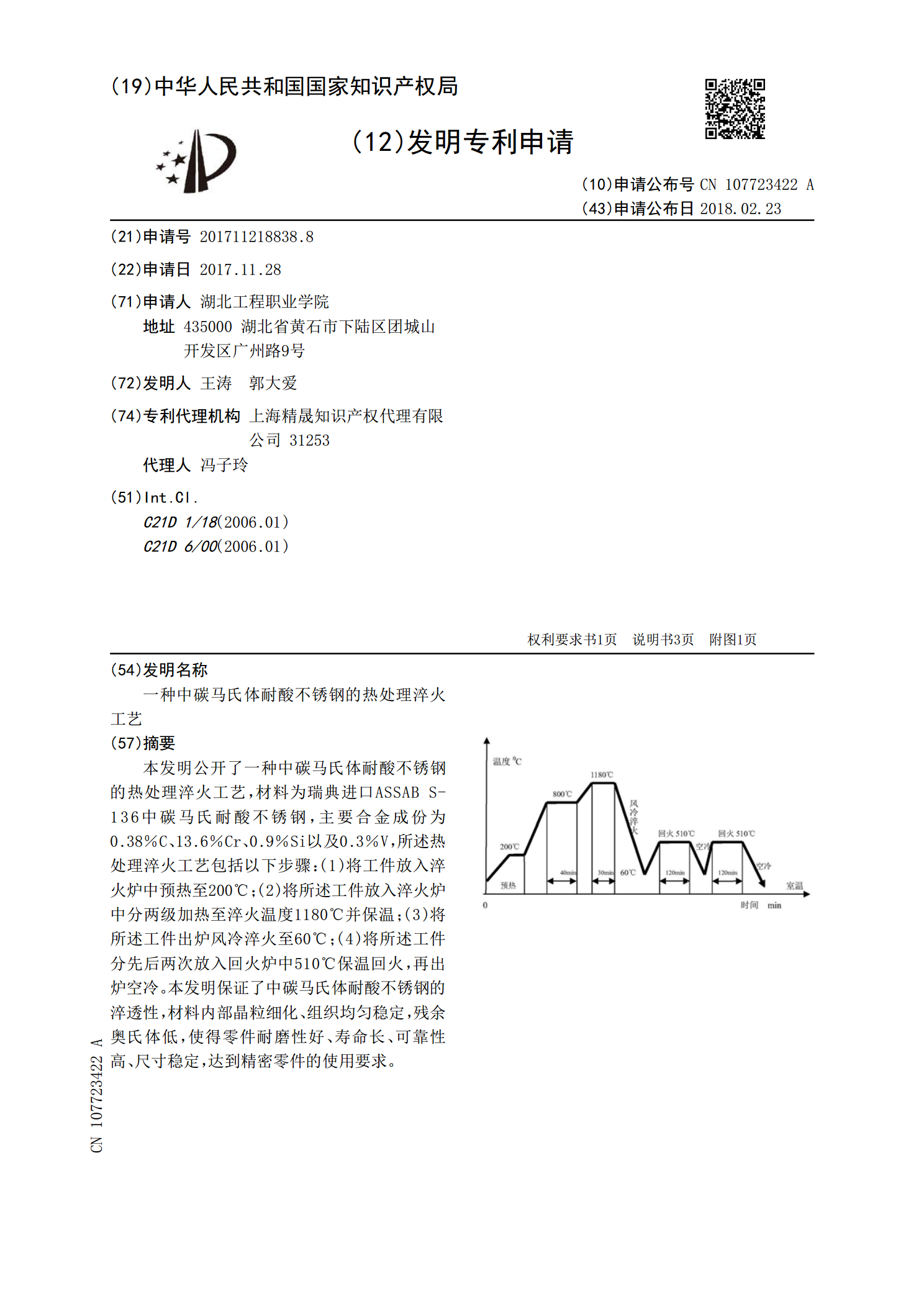
本发明公开了一种中碳马氏体耐酸不锈钢的热处理淬火工艺,材料为瑞典进口ASSABS‑136中碳马氏耐酸不锈钢,主要合金成份为0.38%C、13.6%Cr、0.9%Si以及0.3%V,所述热处理淬火工艺包括以下步骤:(1)将工件放入淬火炉中预热至200℃;(2)将所述工件放入淬火炉中分两级加热至淬火温度1180℃并保温;(3)将所述工件出炉风冷淬火至60℃;(4)将所述工件分先后两次放入回火炉中510℃保温回火,再出炉空冷。本发明保证了中碳马氏体耐酸不锈钢的淬透性,材料内部晶粒细化、组织均匀稳定,残余奥氏体
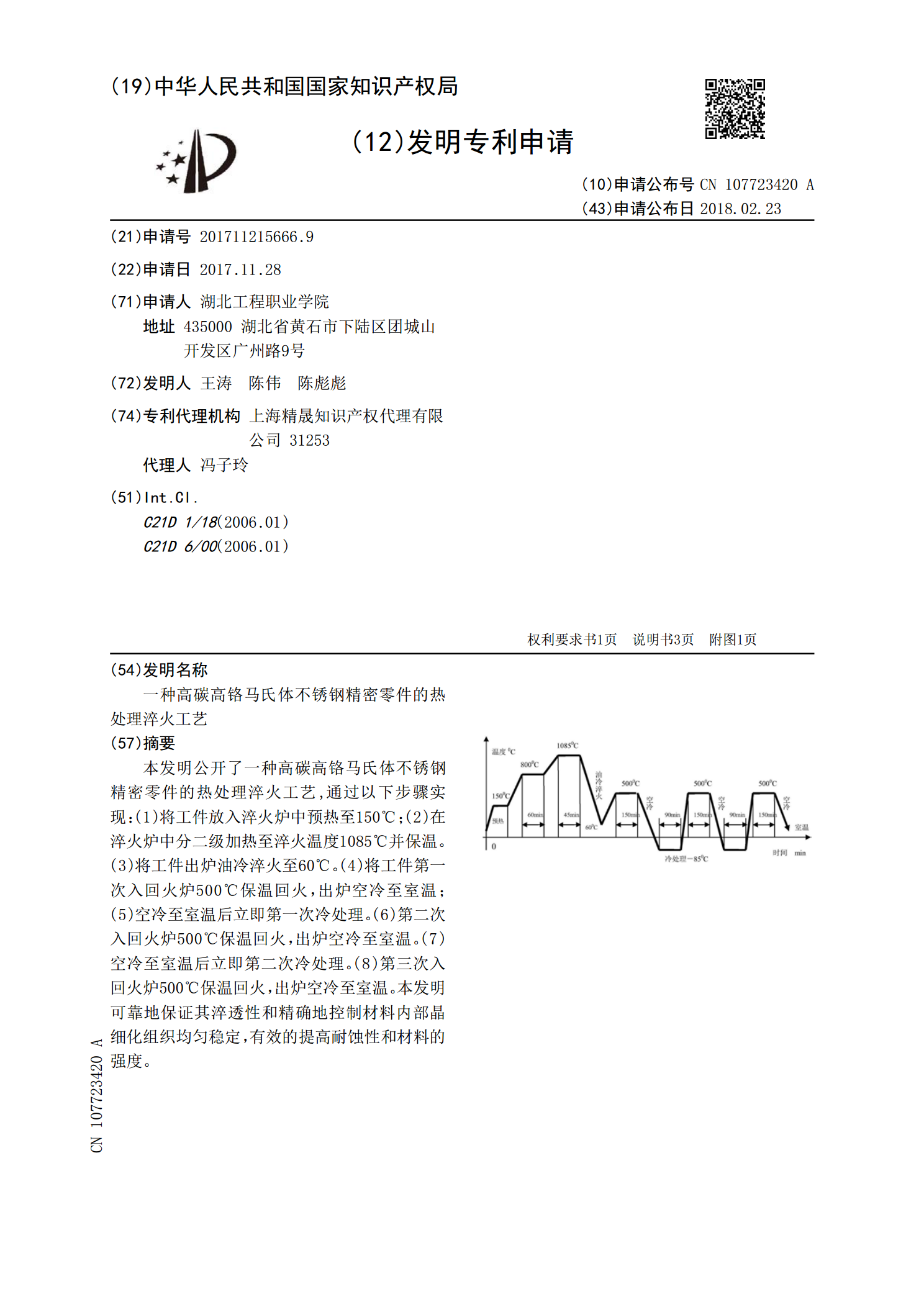
一种高碳高铬马氏体不锈钢精密零件的热处理淬火工艺.pdf
本发明公开了一种高碳高铬马氏体不锈钢精密零件的热处理淬火工艺,通过以下步骤实现:(1)将工件放入淬火炉中预热至150℃;(2)在淬火炉中分二级加热至淬火温度1085℃并保温。(3)将工件出炉油冷淬火至60℃。(4)将工件第一次入回火炉500℃保温回火,出炉空冷至室温;(5)空冷至室温后立即第一次冷处理。(6)第二次入回火炉500℃保温回火,出炉空冷至室温。(7)空冷至室温后立即第二次冷处理。(8)第三次入回火炉500℃保温回火,出炉空冷至室温。本发明可靠地保证其淬透性和精确地控制材料内部晶细化组织均匀稳定