
火电站锅炉水冷壁管的激光表面熔覆方法.pdf

一条****彩妍


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
火电站锅炉水冷壁管的激光表面熔覆方法.pdf
一种电站熔炉水冷壁管向火侧的激光熔覆强化方法,包括如下步骤:1)配制预置凃料:2)将所述的涂胶涂敷覆在所述的水冷壁管的表面,涂敷层厚度为0.3~0.5mm;3)在氩气保护下,采用二氧化碳激光加工机或采用半导体激光机进行激光熔覆。本发明发挥了纳米氧化钛和纳米氧化锌的高吸收激光特牲,大幅提升了相等入射激光功率密度的熔覆效果;吸收涂料在熔覆处理中具有纳米抗裂效应,可避免熔覆层开裂;添加了具有优异高温性能的Ni基合金,可避免熔覆层中的组织高温老化。本发明使水冷壁管的激光熔覆取得了突破性进展。

火电站锅炉水冷壁管的激光表面相变强化方法.pdf
本发明具体是一种火电站锅炉水冷壁管的激光表面相变强化方法;其特征是:该方法包括:步骤1、清洗待处理表面步骤2、在清洗过的待处理表面涂覆专用于激光相变强化的吸光凃料,所述吸光涂料的涂覆厚度为0.1~0.5mm;步骤3、在氩气保护的情况下,采用二氧化碳激光加工机或采用半导体激光机完成对待处理表面的激光淬火作业。实验表明,本方法有效减弱相变强化层中组织高温老化及开裂倾向,从而使激光表面改性技术能够应用于用于锅炉水冷壁管的制造、修复、维护作业上。
一种锅炉水冷壁管表面防护的方法.pdf
本发明公开了一种锅炉水冷壁管表面防护的方法,包括喷丸处理和超音速电弧喷涂在内的工艺步骤,具体包括以下步骤:a、表面预处理:对水冷壁管表面的杂物进行清理;b、喷丸:用超声喷丸机喷射弹丸对水冷壁管的表面进行超声喷丸处理;c、喷涂:喷丸后,采用超音速电弧喷涂设备,对喷丸处理后的水冷壁管喷涂HDS‑88A涂层,厚度为0.6‑0.8mm;d、封孔:用封孔剂将HDS‑88A涂层进行封孔。本发明将超声喷丸与超音速喷涂技术相结合,有效提高水冷壁管的耐磨性、抗疲劳断裂性、耐腐蚀性能等,延长了水冷壁管的使用寿命。

高参数垃圾焚烧锅炉膜式水冷壁用光纤激光双轨熔覆设备.pdf
本发明提供了高参数垃圾焚烧锅炉膜式水冷壁用光纤激光双轨熔覆设备,包括机床平台、滑轨、机器人、激光熔覆头、光纤;机床平台固定安装在水平面上,沿平行于机床平台两侧侧边,独立地各安装有一组滑轨;机器人分别固定安装在每一组滑轨上,两组机器人臂展伸开工作后,两组之间熔覆宽度不少于6m;激光熔覆单元固定安装在机器人的顶部,内部有一端头与光纤连接,激光熔覆单元包括光纤、激光光路调整模块、熔池光路检测模块。该设备通过设置闭环控制系统在超低热输入量下,能够实现熔覆层厚度0.8‑1.5mm,高度一致均匀美观,调整将激光熔覆的
一种激光熔覆粉末及在铝合金表面激光熔覆的方法.pdf
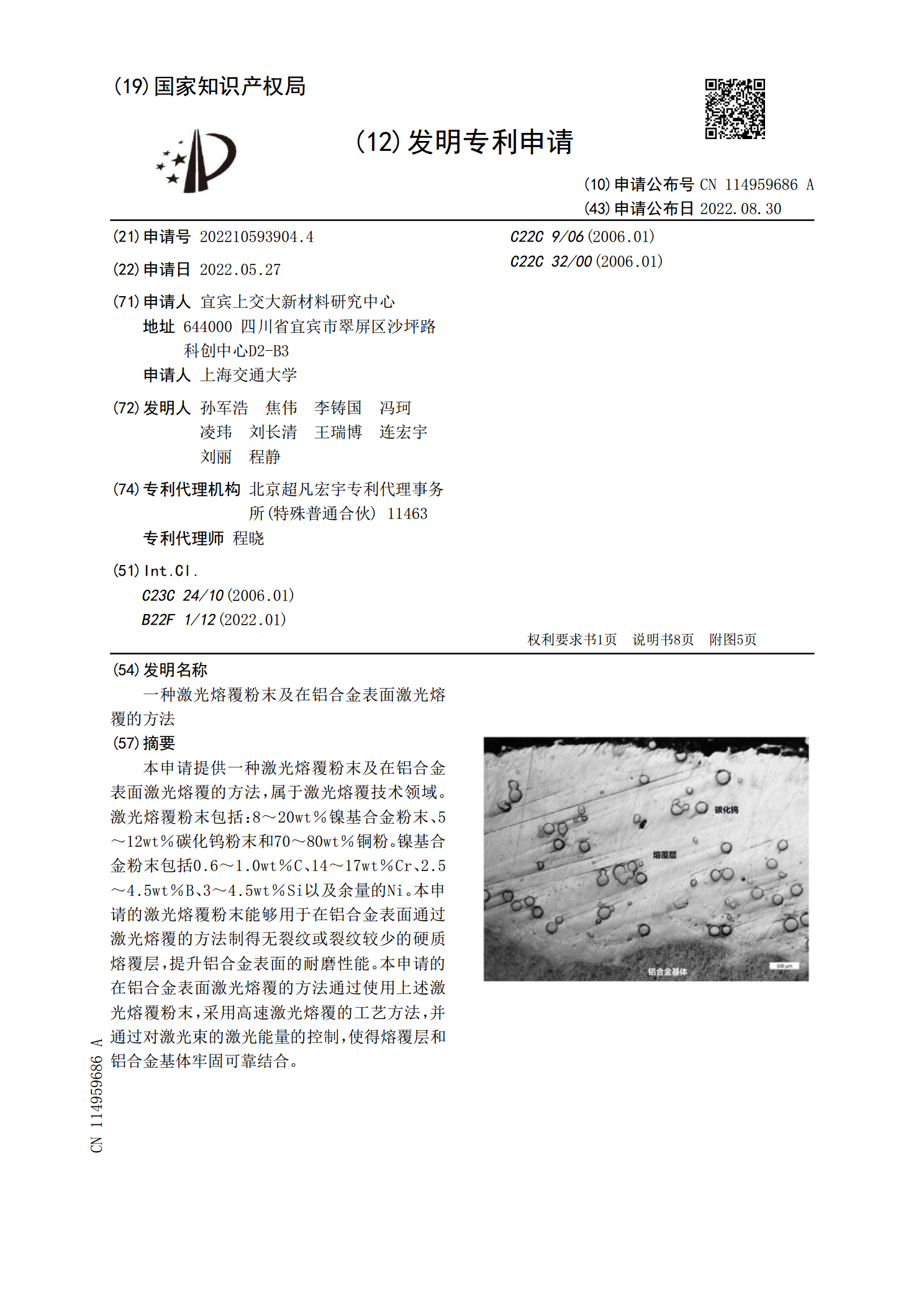
本申请提供一种激光熔覆粉末及在铝合金表面激光熔覆的方法,属于激光熔覆技术领域。激光熔覆粉末包括:8~20wt%镍基合金粉末、5~12wt%碳化钨粉末和70~80wt%铜粉。镍基合金粉末包括0.6~1.0wt%C、14~17wt%Cr、2.5~4.5wt%B、3~4.5wt%Si以及余量的Ni。本申请的激光熔覆粉末能够用于在铝合金表面通过激光熔覆的方法制得无裂纹或裂纹较少的硬质熔覆层,提升铝合金表面的耐磨性能。本申请的在铝合金表面激光熔覆的方法通过使用上述激光熔覆粉末,采用高速激光熔覆的工艺方法,并通过对激