
一种工件加热温度控制装置及控制方法.pdf

Ke****67

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工件加热温度控制装置及控制方法.pdf
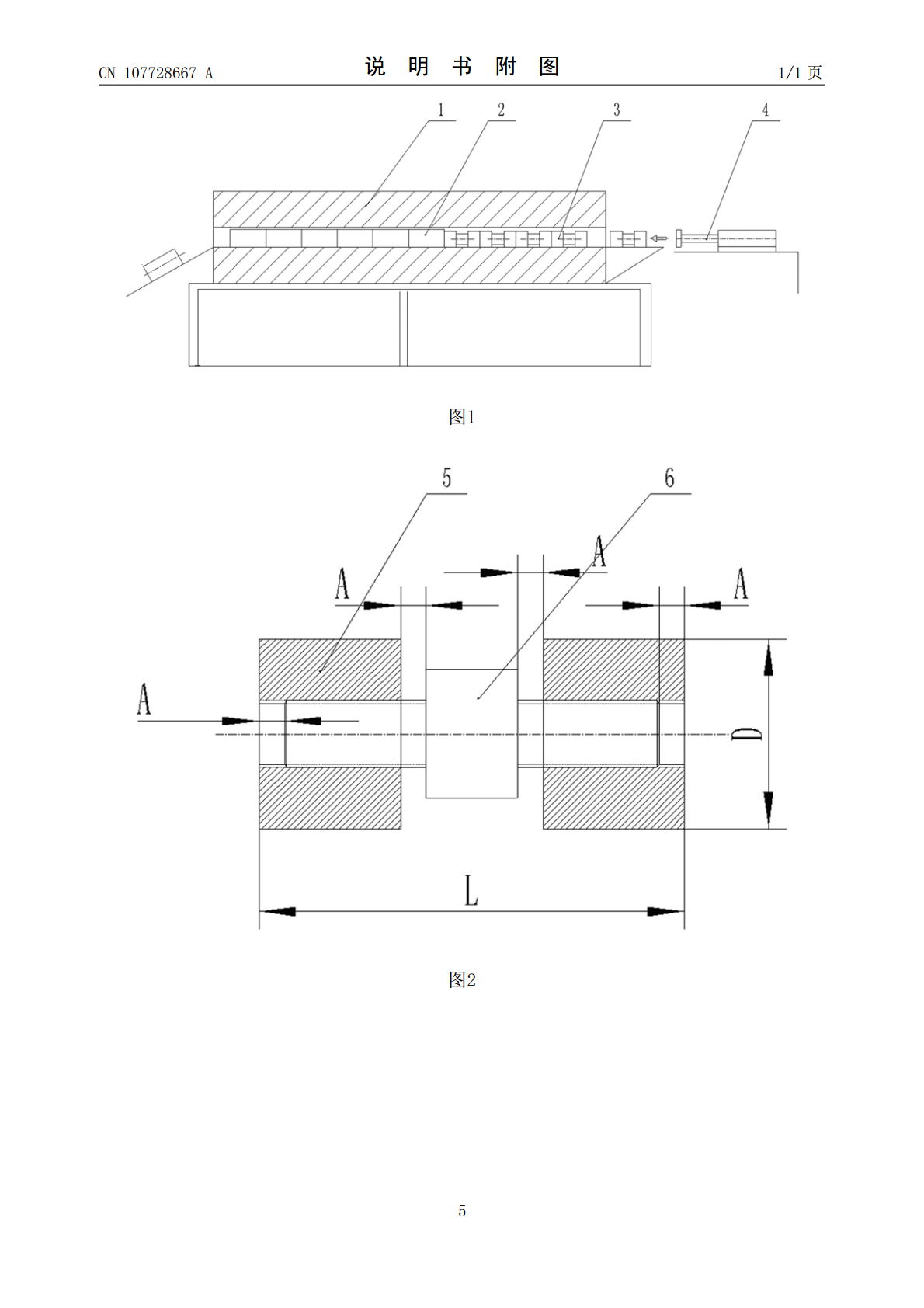
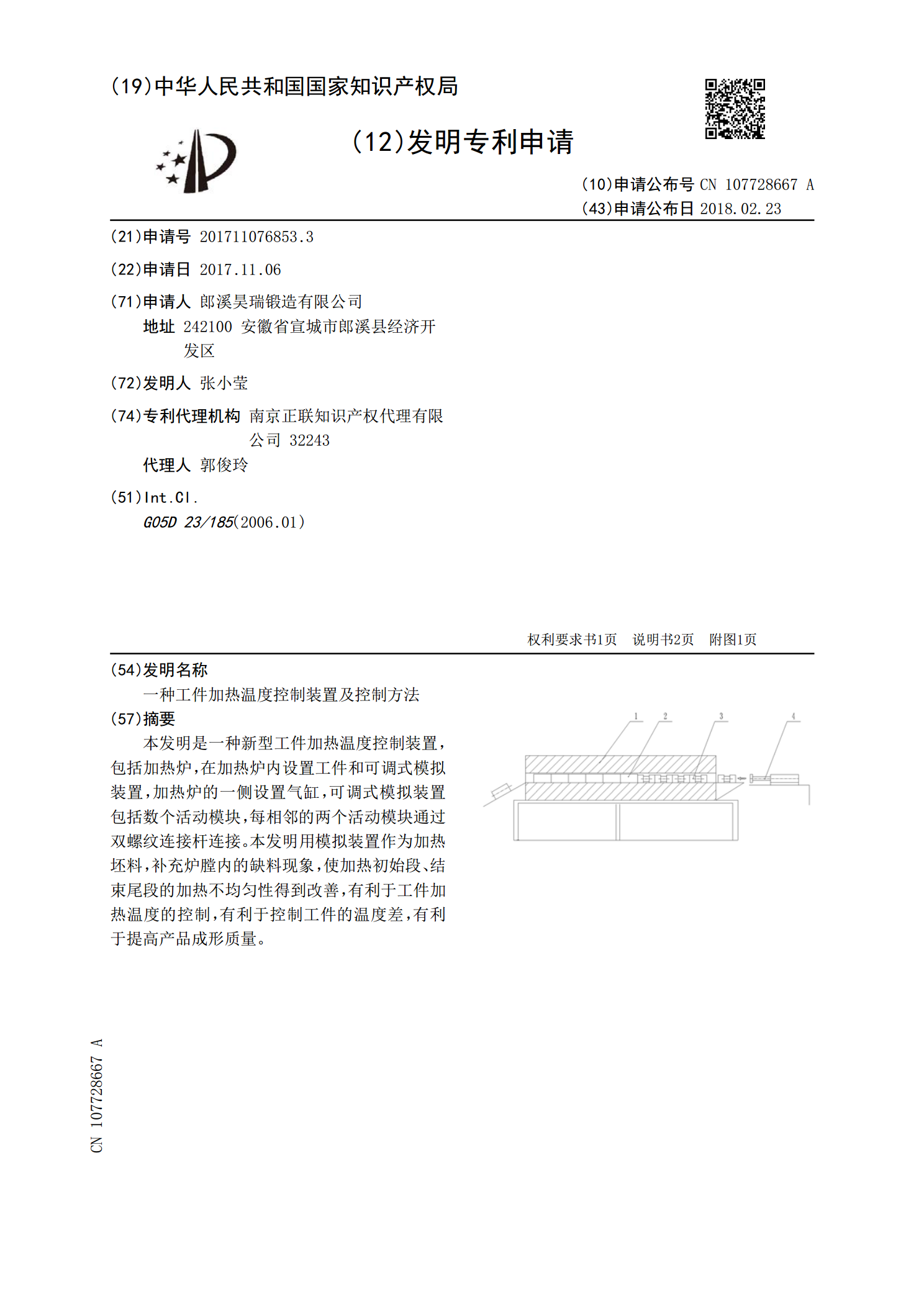
本发明是一种新型工件加热温度控制装置,包括加热炉,在加热炉内设置工件和可调式模拟装置,加热炉的一侧设置气缸,可调式模拟装置包括数个活动模块,每相邻的两个活动模块通过双螺纹连接杆连接。本发明用模拟装置作为加热坯料,补充炉膛内的缺料现象,使加热初始段、结束尾段的加热不均匀性得到改善,有利于工件加热温度的控制,有利于控制工件的温度差,有利于提高产品成形质量。
一种圆柱形工件加热温度的控制装置及控制方法.pdf
本发明公开了一种圆柱形工件加热温度的控制装置,包括控制装置本体,所述控制装置本体设置有支撑多个待加热工件的托架,多个所述待加热工件均匀、对称的分布在加热炉内,所述托架与多个待加热工件接触的位置均设置有测温热电偶,所述加热炉的内炉面上设置有测温摄像头、两侧炉面上分别设置有左侧烧嘴和右侧烧嘴,所述加热炉电性连接有对多个待加热工件加热温度信号进行采集处理和加热调控的计算机,本发明抛弃了传统上以炉内温度为对象的控制方法,直接以待加热工件为靶向进行温度调节和控制,极大的提高了加热的控制精度和待加热工件的有效加热率、

电加热设备、温度控制方法及装置.pdf
本公开是关于电加热设备、温度控制方法及装置。该电加热设备,包括:温度采样电路,包括测温传感器,用于测量所述电加热设备的炉心温度;继电器控制电路,连接负载;控制电路板,连接所述温度采样电路和所述继电器控制电路,用于根据所述温度采样电路测量的炉心温度调整所述继电器控制电路的占空比周期,指示所述继电器控制电路按照调整后的占空比周期控制所述负载加热,其中,每个占空比周期内的加热时长为固定值。该技术方案可以让炉心温度在一个较小范围内波动,温幅小,温度控制更精准,对于烤小饼干等温度要求较高的食材烹饪效果较好,且成本低
一种电子雾化装置的加热温度控制方法.pdf
本发明公开了一种电子雾化装置的加热温度控制方法,包括:发热模块、温度检测模块、雾化器、电源模块以及控制模块,包括以下四个步骤:根据雾化器大小规格对控制模块的目标温度值进行设定,效验完成后将控制模块与装置之间进行连接,连接后控制模块可实现对发热模块的温度进行控制,将需要进行雾化的液体添加至雾化器的内部。本发明开发出一种电子雾化装置的加热温度控制方法在使用时可根据需要雾化量的大小对电子雾化装置的温度进行调节,提高装置的实用性,利用温度检测模块可在使用时对发热模块的温度进行实时监测,当所检测的温度超出控制模块所
一种控制加热炉排烟温度的方法及其装置.pdf
本发明公开了一种控制加热炉排烟温度的方法及其装置,高温烟气14从热管组4流过温度降低成冷烟气15从烟囱排出,冷空气12从热管组4流过温度升高成为热空气13进入热风系统,抽打两用真空泵6利用抽出和打入热管组4内工作介质控制冷烟气14的温度,本发明可由于只增加真空泵,本发明投资较少、工作效率高。