
变压器充油套管瓷套同金属底座的密封结构及密封方法.pdf

努力****星驰


1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
变压器充油套管瓷套同金属底座的密封结构及密封方法.pdf
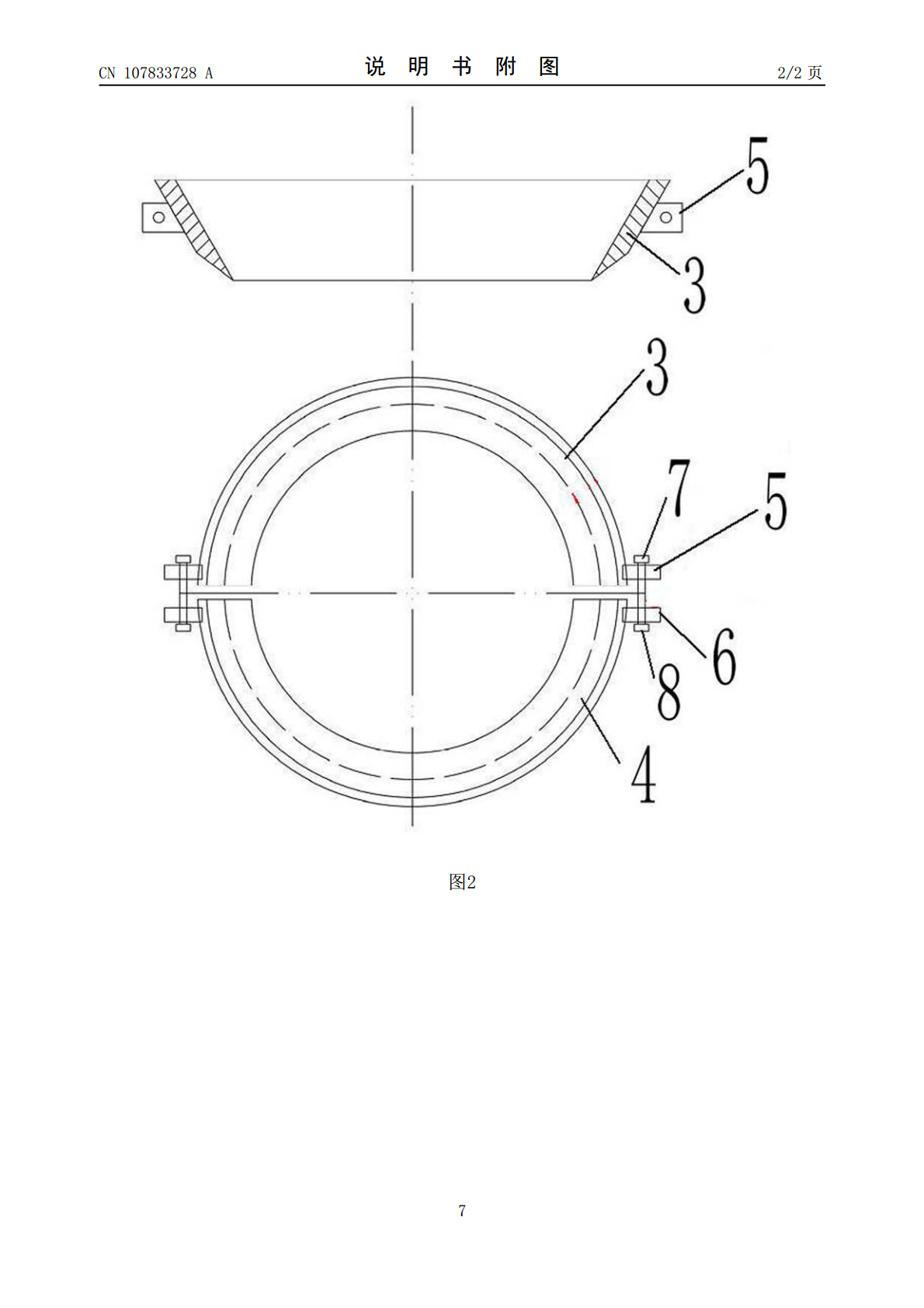
一种变压器充油套管瓷套同金属底座的密封结构及密封方法,包括:半锥体Ⅰ、半锥体Ⅱ、定位机构,锥体Ⅰ与半锥体Ⅱ之间的间隙部位通过焊接固定。由于半锥体Ⅰ与半锥体Ⅱ类似半圆锥结构,根据陶瓷管和金属底座的尺寸,每个半锥体Ⅰ与半锥体Ⅱ同金属基座通过焊接方式连接在一起,确保变压器油不会从这一侧渗漏。之后,通过完成两个半圆锥结构的对接焊接,其具有封堵效率高、结合强度高,可在非停电状态下实施的特点。
一种电力变压器充油式套管密封采样装置.pdf
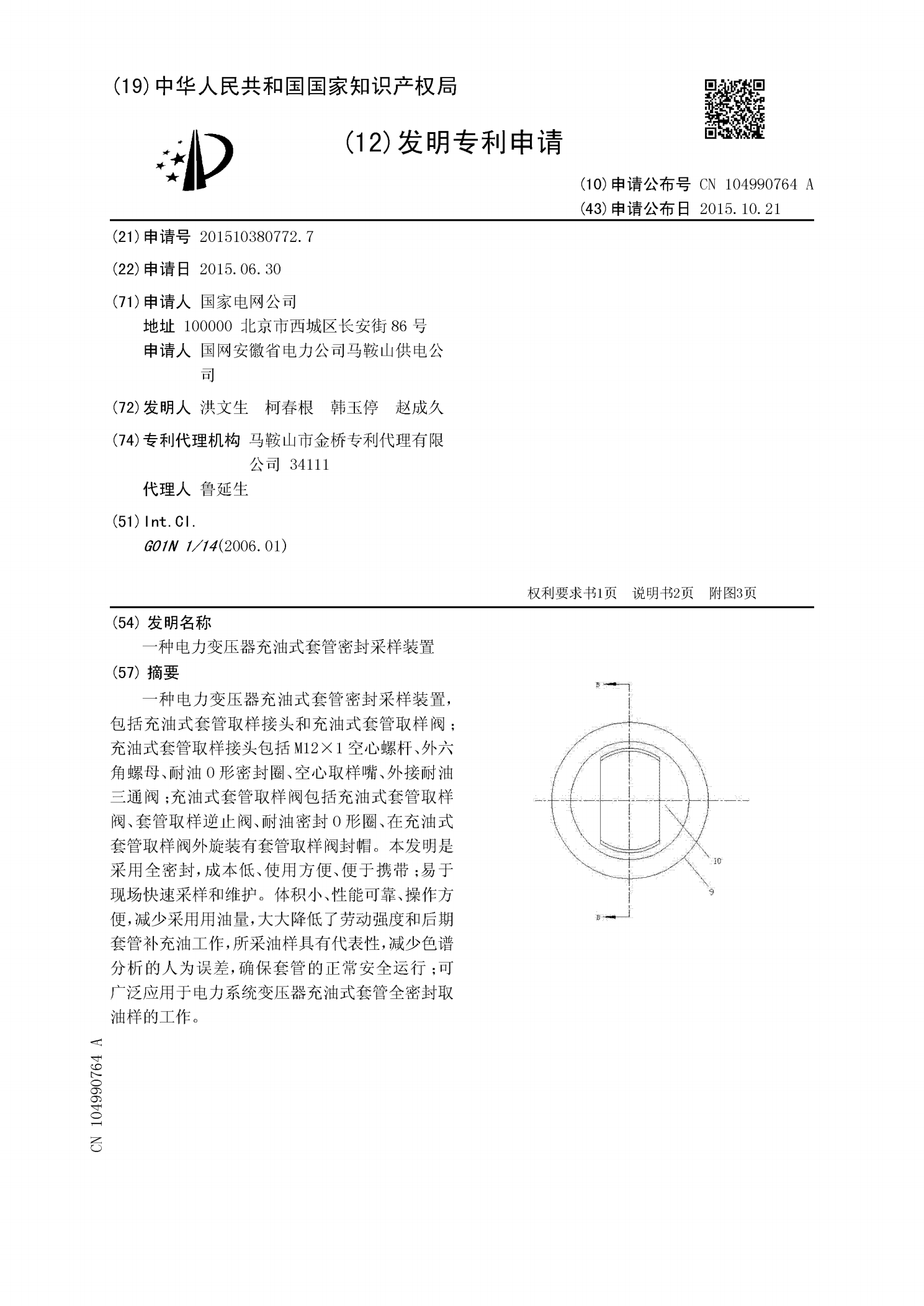
一种电力变压器充油式套管密封采样装置,包括充油式套管取样接头和充油式套管取样阀;充油式套管取样接头包括M12×1空心螺杆、外六角螺母、耐油O形密封圈、空心取样嘴、外接耐油三通阀;充油式套管取样阀包括充油式套管取样阀、套管取样逆止阀、耐油密封O形圈、在充油式套管取样阀外旋装有套管取样阀封帽。本发明是采用全密封,成本低、使用方便、便于携带;易于现场快速采样和维护。体积小、性能可靠、操作方便,减少采用用油量,大大降低了劳动强度和后期套管补充油工作,所采油样具有代表性,减少色谱分析的人为误差,确保套管的正常安全运

一种油套管密封连接结构.pdf
本发明涉及一种油套管密封连接结构。包括油套管管体和油套管接箍;油套管管体一端设置外螺纹,管体外螺纹的前端设置管体锥面密封面、管体端扭矩台肩;油套管接箍开设有供油套管管体插入的连接孔,连接孔内自外向内依次设置有接箍内螺纹、接箍锥面密封面和接箍扭矩台肩。本发明内螺纹和外螺纹啮合,管体锥面密封面与油套管接箍的锥面密封面过盈配合,大大增强油套管的密封性,提高了密封效果;油套管管体端上的扭矩台肩与油套管接箍端上的扭矩台肩配合,当外力施加扭矩时能很好的起到抗扭矩作用,提高了油套管连接处的抗压缩、反扭矩作用,增强了连接
一种具有套管密封结构的油浸式变压器及其使用方法.pdf
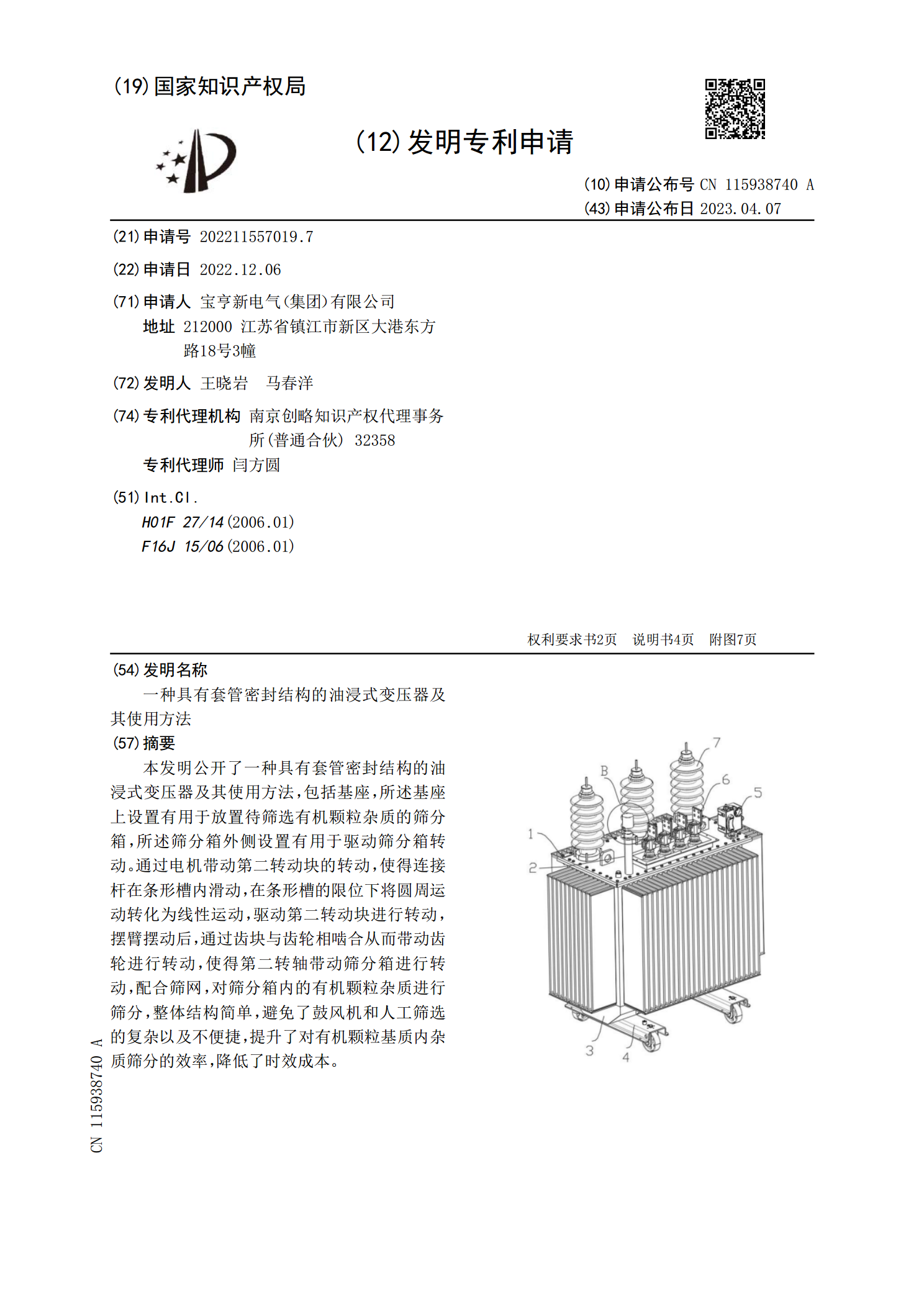
本发明公开了一种具有套管密封结构的油浸式变压器及其使用方法,包括基座,所述基座上设置有用于放置待筛选有机颗粒杂质的筛分箱,所述筛分箱外侧设置有用于驱动筛分箱转动。通过电机带动第二转动块的转动,使得连接杆在条形槽内滑动,在条形槽的限位下将圆周运动转化为线性运动,驱动第二转动块进行转动,摆臂摆动后,通过齿块与齿轮相啮合从而带动齿轮进行转动,使得第二转轴带动筛分箱进行转动,配合筛网,对筛分箱内的有机颗粒杂质进行筛分,整体结构简单,避免了鼓风机和人工筛选的复杂以及不便捷,提升了对有机颗粒基质内杂质筛分的效率,降低
一种具有密封结构的金属底座.pdf
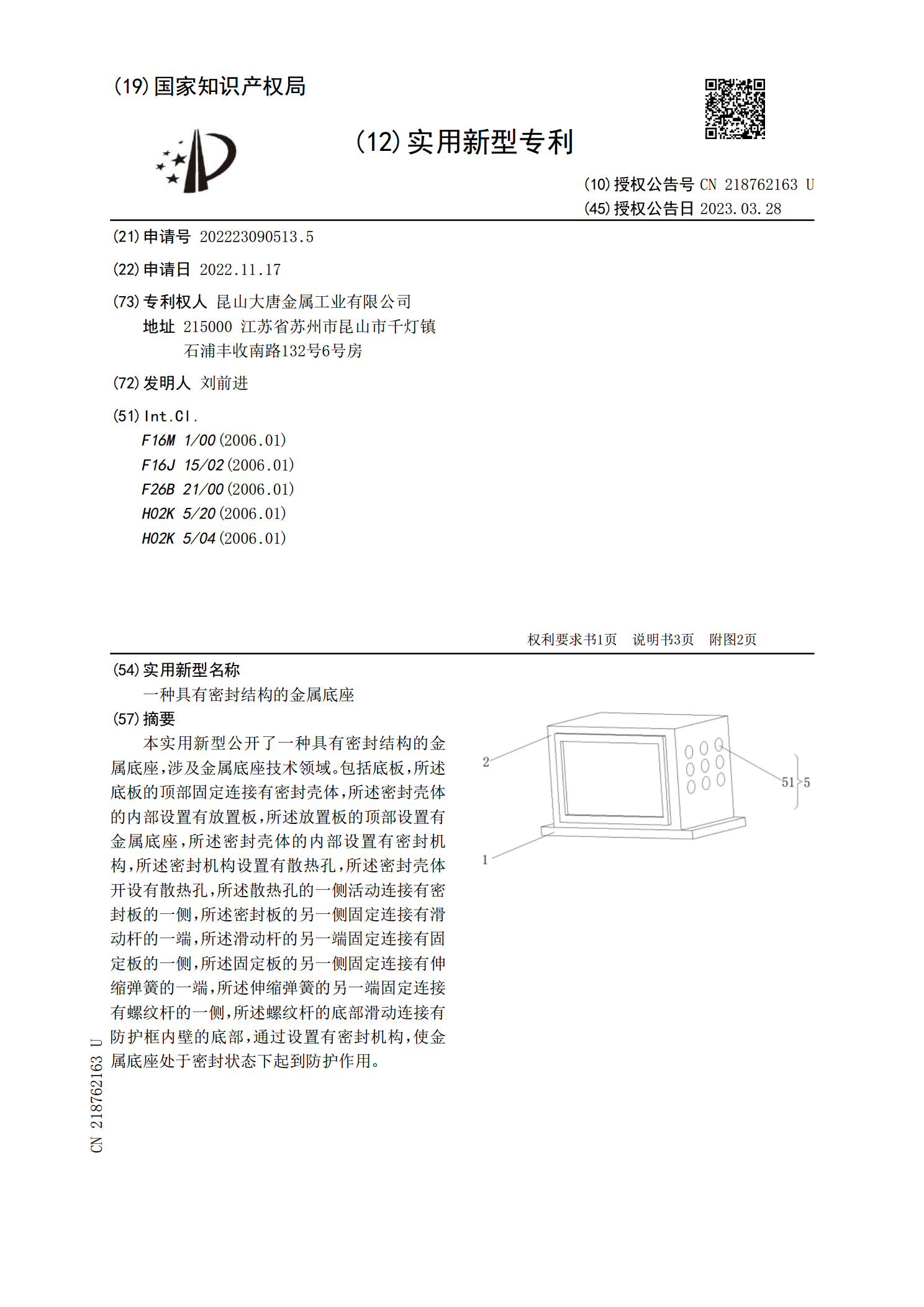
本实用新型公开了一种具有密封结构的金属底座,涉及金属底座技术领域。包括底板,所述底板的顶部固定连接有密封壳体,所述密封壳体的内部设置有放置板,所述放置板的顶部设置有金属底座,所述密封壳体的内部设置有密封机构,所述密封机构设置有散热孔,所述密封壳体开设有散热孔,所述散热孔的一侧活动连接有密封板的一侧,所述密封板的另一侧固定连接有滑动杆的一端,所述滑动杆的另一端固定连接有固定板的一侧,所述固定板的另一侧固定连接有伸缩弹簧的一端,所述伸缩弹簧的另一端固定连接有螺纹杆的一侧,所述螺纹杆的底部滑动连接有防护框内壁的