
一种PET单向拉伸土工格栅及制备方法.pdf

星星****眨眼

1/7

2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种PET单向拉伸土工格栅及制备方法.pdf
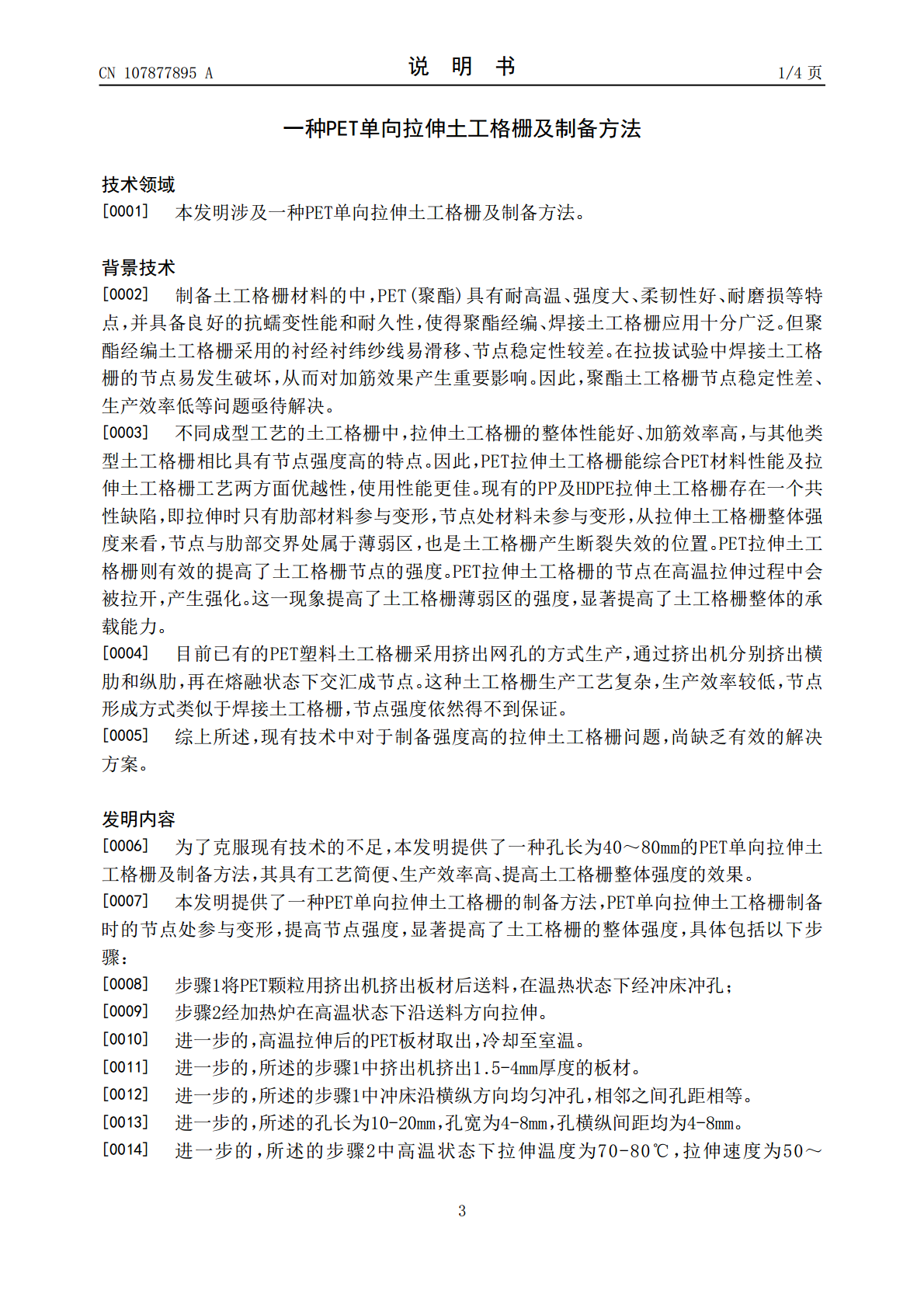
本发明公开了一种PET单向拉伸土工格栅及制备方法,它解决了现有技术中土工格栅强度不高、生产工艺复杂的问题,其具有工艺简便、生产效率高、提高土工格栅整体强度的效果;其技术方案为:首先将PET颗粒用挤出机挤出板材后送料,在温热状态下经冲床冲孔;然后经加热炉在高温状态下沿送料方向拉伸。

PET单向土工格栅拉伸成型工艺研究.pptx
汇报人:目录PARTONEPARTTWO拉伸成型工艺简介PET单向土工格栅的特点拉伸成型工艺在PET单向土工格栅生产中的应用PARTTHREE原材料准备预热与软化拉伸成型冷却定型收卷与包装PARTFOUR温度参数优化拉伸速率参数优化冷却温度与时间参数优化收卷张力参数优化PARTFIVE预热装置拉伸成型装置冷却装置收卷装置PARTSIX原材料质量控制工艺过程质量控制产品质量检测方法不合格品处理与追溯体系PARTSEVEN在土木工程领域的应用在环境工程领域的应用在交通工程领域的应用未来发展趋势与展望THANK

PET单向土工格栅拉伸成型工艺研究.docx
PET单向土工格栅拉伸成型工艺研究PET(聚酯)单向土工格栅是一种高强度土工材料,可用于加强土壤并增强土壤的稳定性。由于其出色的性能和广泛的应用,近年来在土木工程中受到了越来越多的关注。本文将重点研究PET单向土工格栅的拉伸成型工艺。一、PET单向土工格栅的性能特点PET单向土工格栅是一种高强度的土工材料,具有以下一些显著的特点:1.高强度:PET单向土工格栅具有较高的强度和刚度,能够有效地增强土壤,并增加土体的稳定性。2.长寿命:PET单向土工格栅采用优质的聚酯材料制造,具有较长的寿命和抗老化性能。3.

单向土工格栅拉伸性能试验研究.docx
单向土工格栅拉伸性能试验研究摘要:本研究旨在探究单向土工格栅的拉伸性能,以提高其在工程上的应用价值。通过选取不同承载力、长度和宽度的不同尺寸的土工格栅进行拉伸性能试验,并通过试验数据的分析,得出结论。研究表明,承载力、长度和宽度都会影响土工格栅的拉伸性能,而不同的结构设计也会对拉伸性能产生影响,因此选取合适的结构设计和尺寸对于提高土工格栅的拉伸性能非常重要。关键词:单向土工格栅,拉伸性能,承载力,长度,宽度正文:1.引言作为一种常见的土工材料,土工格栅广泛用于道路、铁路、堤防、码头、废物场等工程的土工受力

单向拉伸土工格栅二十五辊拉伸机.pdf
本发明提供了一种单向拉伸土工格栅二十五辊拉伸机,属于塑性状态物质的加工领域,该拉伸机通过使用多辊式多点的拉伸方式、油加热、全程链传动以及通过链轮调整前后级的拉伸速度,避免了拉伸辊在完全充满热油后重量增加,转动惯量大,导致现有拉伸设备从动辊运转的控制难度加大甚至失去控制,影响拉伸精度的不足,还避免了现有技术中通过不断增大后级拉伸辊尺寸带来的成本、加工以及控制方面的各种问题,使得板材在各拉伸辊上都能进行拉伸,实现多辊多点式拉伸,制备的土工格栅拉伸更加均匀,厚度均匀一致,分子定向线性分布均匀、节点强度高,具有相