
锅筒吊杆加工方法.pdf

是秋****写意

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锅筒吊杆加工方法.pdf
本发明锅筒吊杆加工方法涉及机械加工领域,具体涉及锅筒吊杆加工方法,包括以下步骤:按图放样、划加热线;在毛胚加热区涂防氧化漆,吊杆螺纹区域已经加工好所以螺纹区域也应涂耐火泥防止加热时损伤螺纹;加热,首先将热电偶固定用铁丝捆扎好,然后吊杆加热940℃‑950℃,但不得超过950℃,终弯温度大于等于800℃毛胚加热时,必须用托架放平,试样随炉加热,加热时,炉内加三个支点用于支撑工件,起吊时,两个吊点各距两端1.3米处加热;热弯,采用钻用磨具弯曲工件,并控制终弯温度;本发明加工过程简单,降低加工难度,保证工件加工
锅筒U型吊杆螺纹保护套螺母的制造方法.pdf
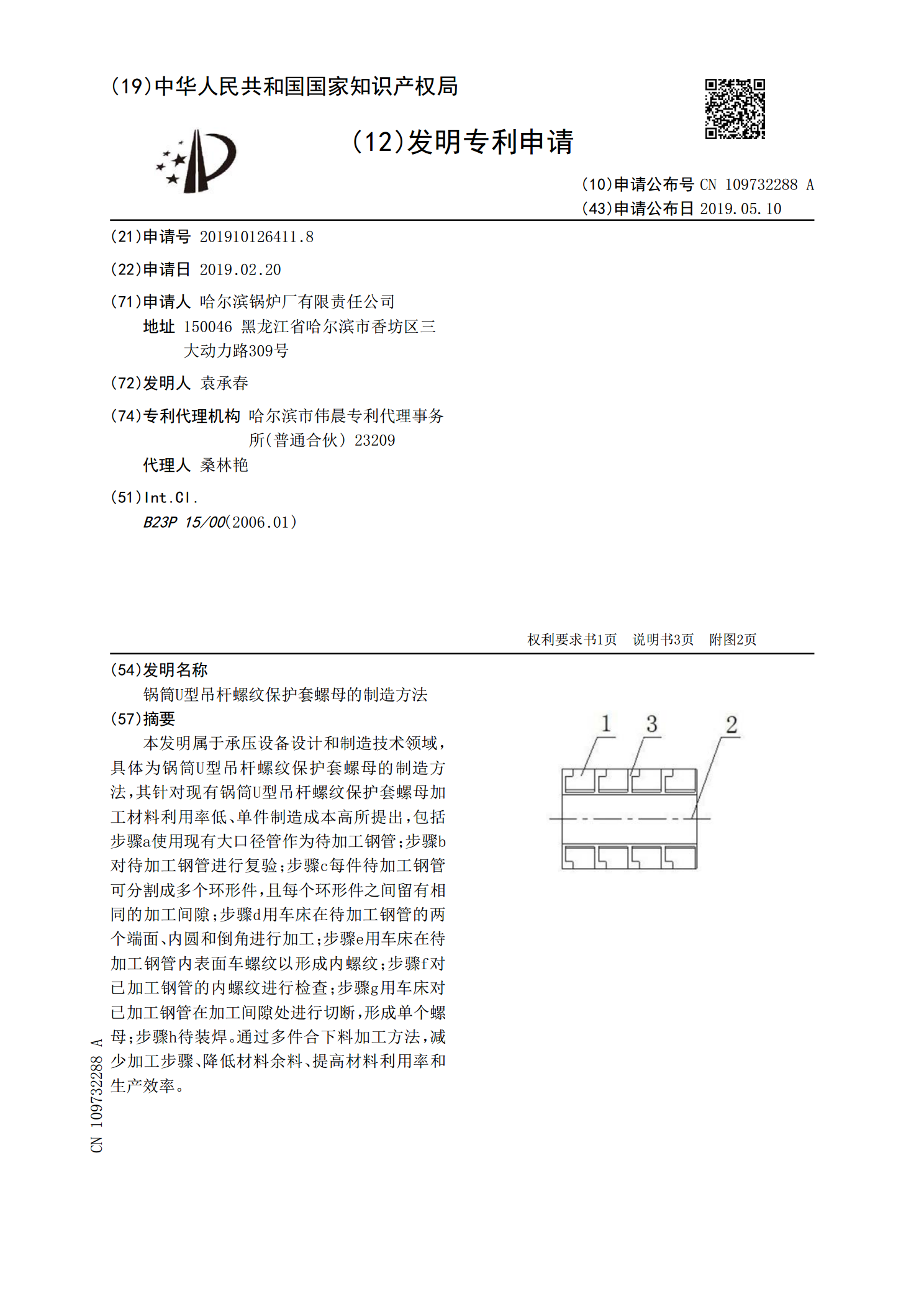
本发明属于承压设备设计和制造技术领域,具体为锅筒U型吊杆螺纹保护套螺母的制造方法,其针对现有锅筒U型吊杆螺纹保护套螺母加工材料利用率低、单件制造成本高所提出,包括步骤a使用现有大口径管作为待加工钢管;步骤b对待加工钢管进行复验;步骤c每件待加工钢管可分割成多个环形件,且每个环形件之间留有相同的加工间隙;步骤d用车床在待加工钢管的两个端面、内圆和倒角进行加工;步骤e用车床在待加工钢管内表面车螺纹以形成内螺纹;步骤f对已加工钢管的内螺纹进行检查;步骤g用车床对已加工钢管在加工间隙处进行切断,形成单个螺母;步骤
锅炉锅筒加工姿态调整装置.pdf
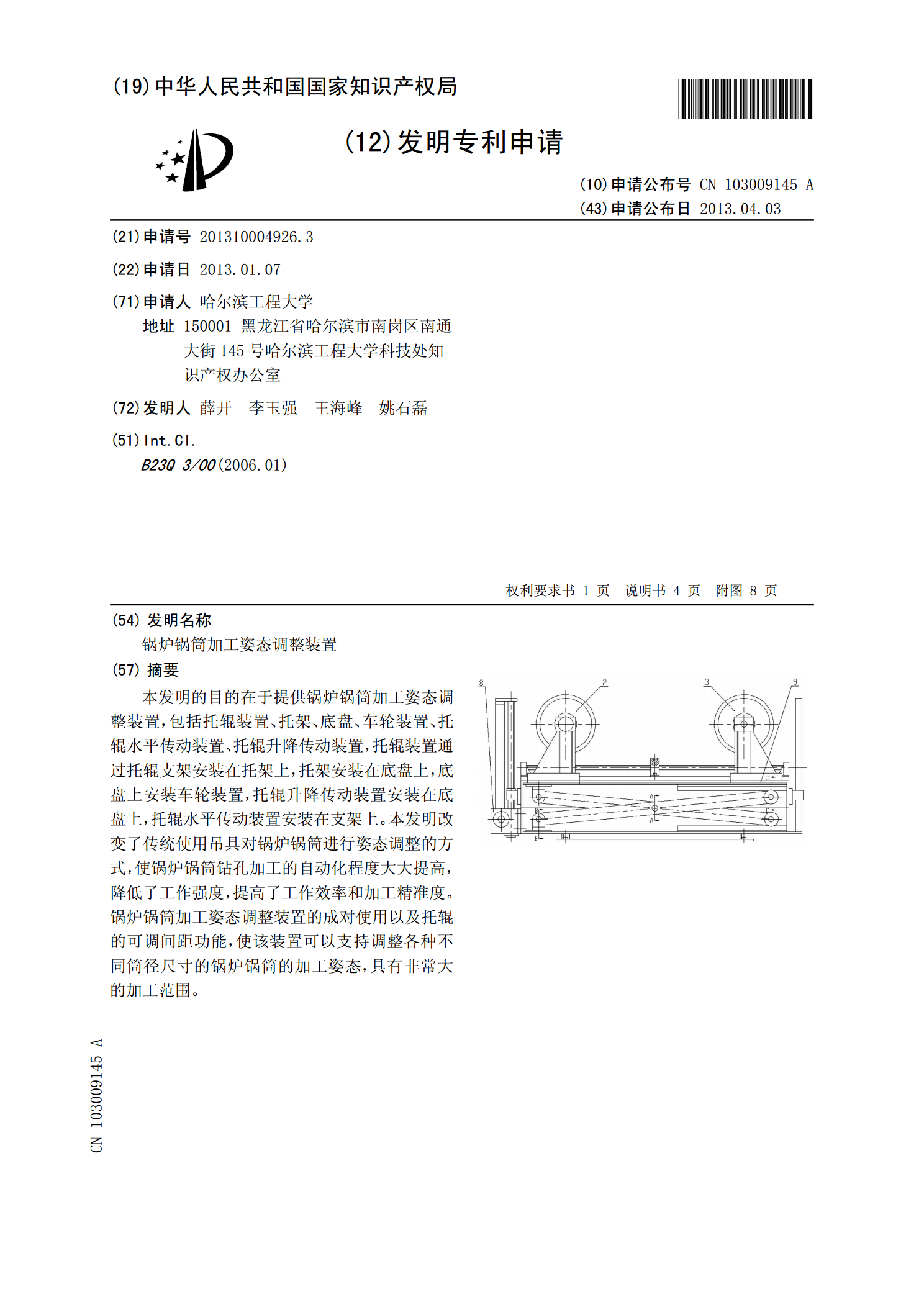
本发明的目的在于提供锅炉锅筒加工姿态调整装置,包括托辊装置、托架、底盘、车轮装置、托辊水平传动装置、托辊升降传动装置,托辊装置通过托辊支架安装在托架上,托架安装在底盘上,底盘上安装车轮装置,托辊升降传动装置安装在底盘上,托辊水平传动装置安装在支架上。本发明改变了传统使用吊具对锅炉锅筒进行姿态调整的方式,使锅炉锅筒钻孔加工的自动化程度大大提高,降低了工作强度,提高了工作效率和加工精准度。锅炉锅筒加工姿态调整装置的成对使用以及托辊的可调间距功能,使该装置可以支持调整各种不同筒径尺寸的锅炉锅筒的加工姿态,具有非
锅具和锅具的加工方法.pdf
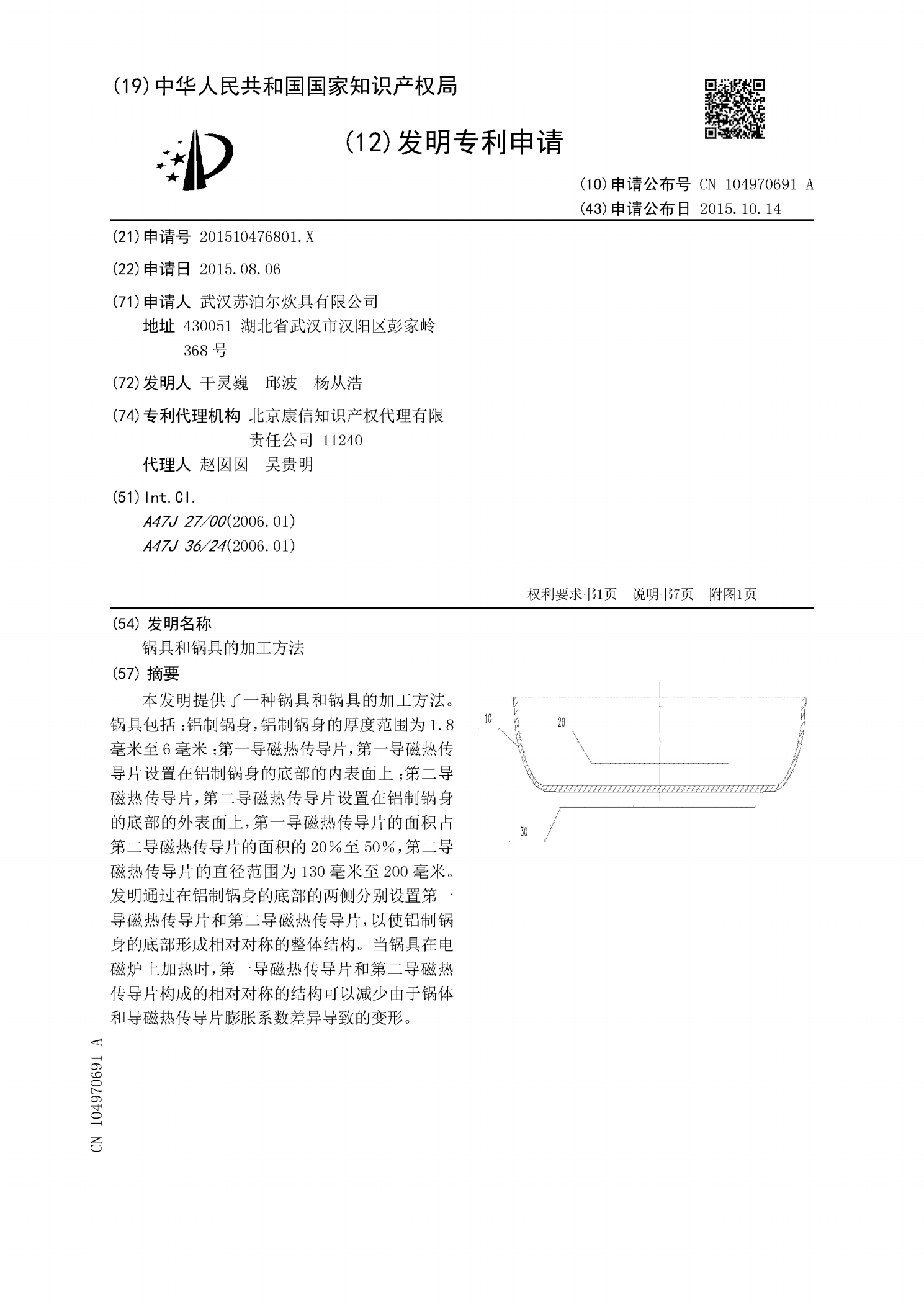
本发明提供了一种锅具和锅具的加工方法。锅具包括:铝制锅身,铝制锅身的厚度范围为1.8毫米至6毫米;第一导磁热传导片,第一导磁热传导片设置在铝制锅身的底部的内表面上;第二导磁热传导片,第二导磁热传导片设置在铝制锅身的底部的外表面上,第一导磁热传导片的面积占第二导磁热传导片的面积的20%至50%,第二导磁热传导片的直径范围为130毫米至200毫米。发明通过在铝制锅身的底部的两侧分别设置第一导磁热传导片和第二导磁热传导片,以使铝制锅身的底部形成相对对称的整体结构。当锅具在电磁炉上加热时,第一导磁热传导片和第二导
一种大型锅筒加工固定装置.pdf
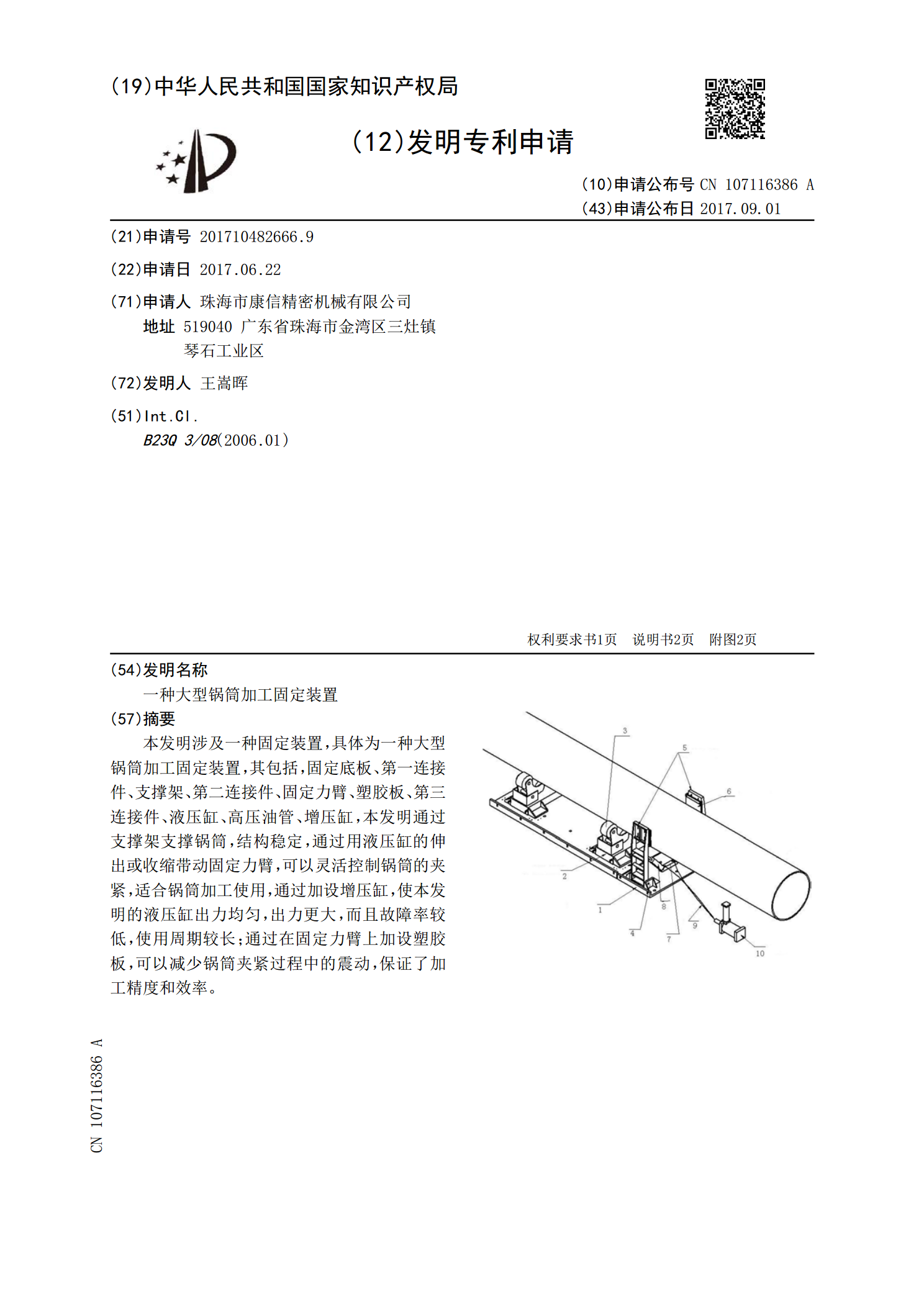
本发明涉及一种固定装置,具体为一种大型锅筒加工固定装置,其包括,固定底板、第一连接件、支撑架、第二连接件、固定力臂、塑胶板、第三连接件、液压缸、高压油管、增压缸,本发明通过支撑架支撑锅筒,结构稳定,通过用液压缸的伸出或收缩带动固定力臂,可以灵活控制锅筒的夹紧,适合锅筒加工使用,通过加设增压缸,使本发明的液压缸出力均匀,出力更大,而且故障率较低,使用周期较长;通过在固定力臂上加设塑胶板,可以减少锅筒夹紧过程中的震动,保证了加工精度和效率。