
一种用于熔融沉积成型3D打印机的组合物、制备及其应用.pdf

一只****爱敏


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于熔融沉积成型3D打印机的组合物、制备及其应用.pdf
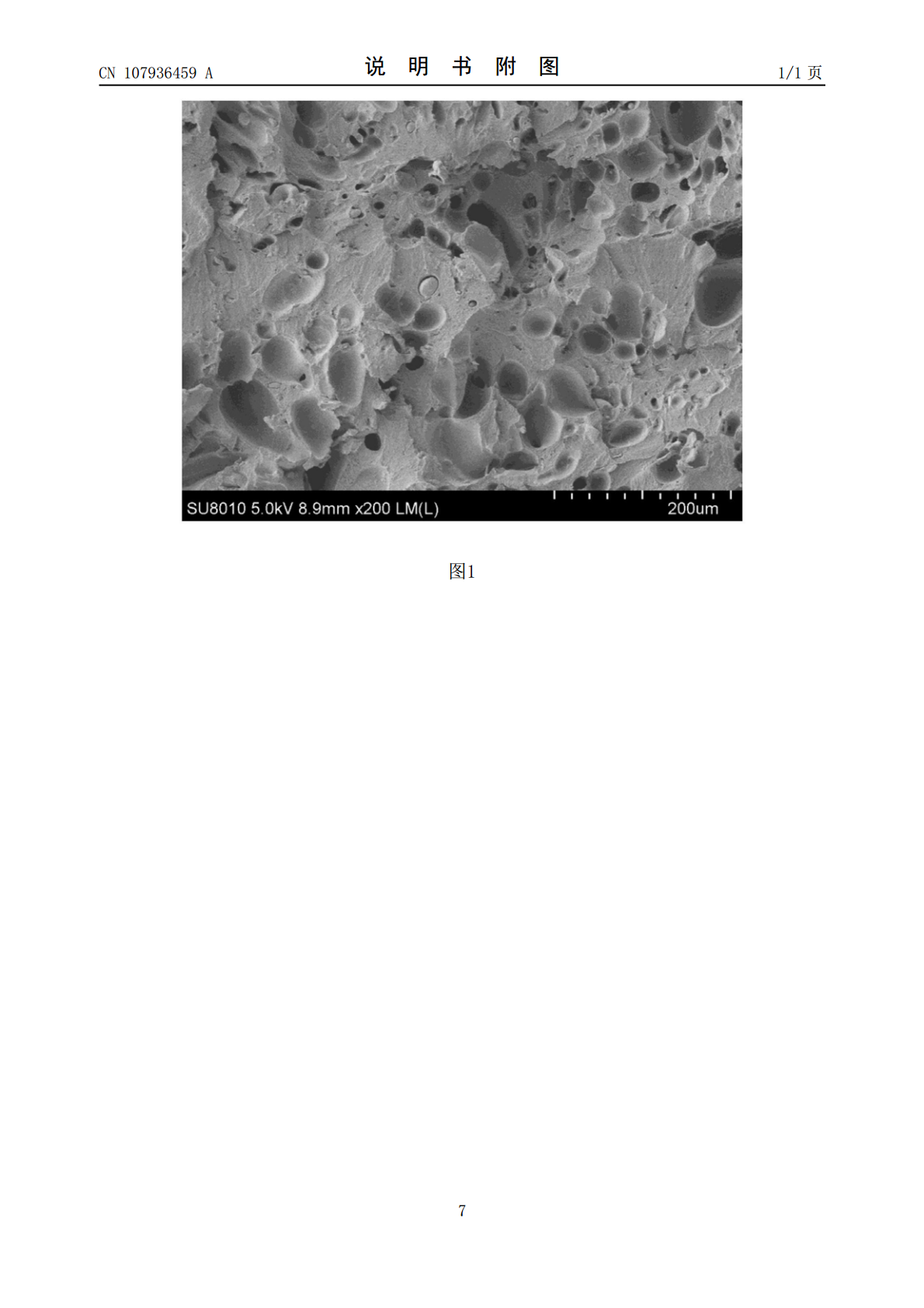
本发明涉及一种用于熔融沉积成型3D打印机的组合物、制备及应用。该组合物由高分子聚合物连续相、发泡剂相、低熔点合金相三相组成。采用该组合物进行熔融沉积3D打印成制件,放入中频电磁感应炉中加热6‑10秒,可在制件内部形成微米级孔隙,得到多孔制件。该发明主要针对熔点在200℃以上的工程塑料制件的无模具发泡。要想使工程塑料在制备过程和3D打印过程中均不发泡,而使3D打印完成的制件发泡,必须要使用分解温度较高的化学发泡剂。而要使得打印制件发泡后保持其形状,就不能使用传统的传导加热,要使用感应加热,则要加入熔点较低的
一种用于熔融沉积成型3D打印机的送丝机构.pdf
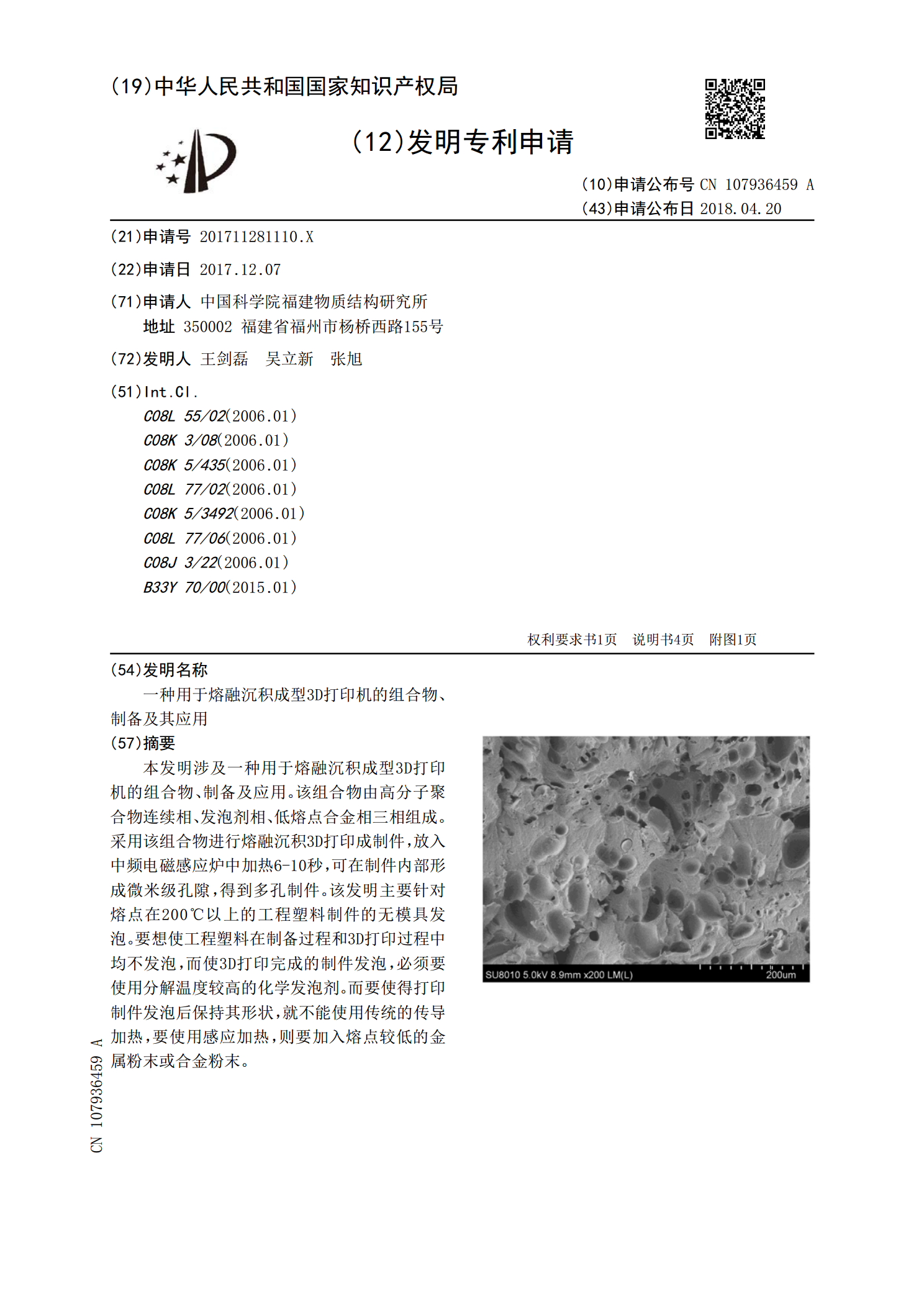
本发明公开了一种用于熔融沉积成型3D打印机的送丝机构,包括压线结构、夹线结构和送丝结构,压线结构包括压线箱、一号穿线套和二号穿线套,一号穿线套和二号穿线套分别嵌设在压线箱的两侧,本发明结构紧凑,具有送丝快速和使用寿命长的特点,具体工作流程为:二号电机的输出轴转动一定角度,可带动两夹持块将塑料丝夹持,在驱动杆转动半周后,二号电机的输出轴反向转动一定角度,两夹持块将会相互远离,在驱动杆转动一周后,两夹持块将会重新夹持住塑料丝,该流程不断重复进行可不断向3D打印机喷头供给塑料丝,解决了传统送丝机构长时间工作,传
一种熔融沉积快速成型3D打印机.pdf
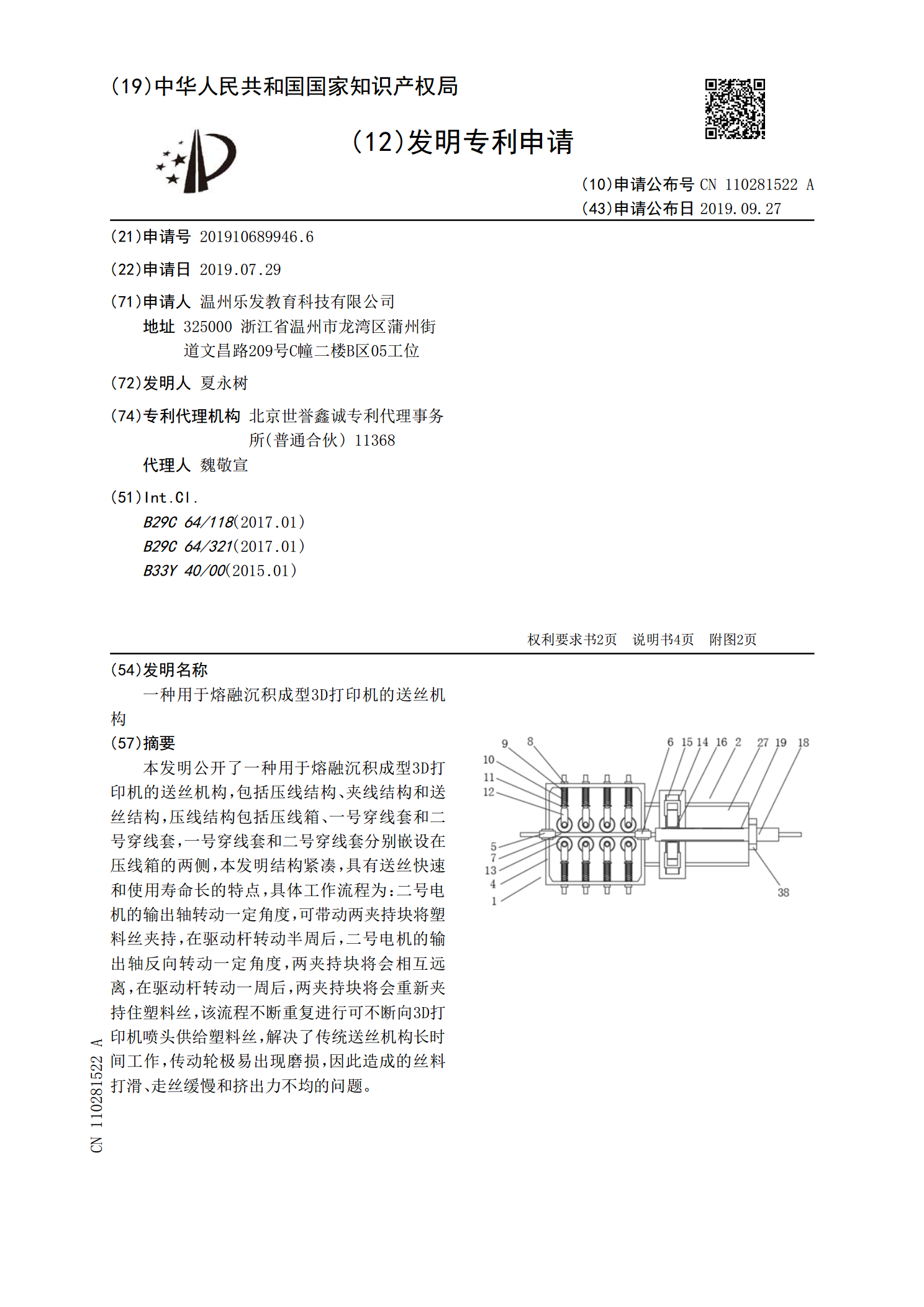
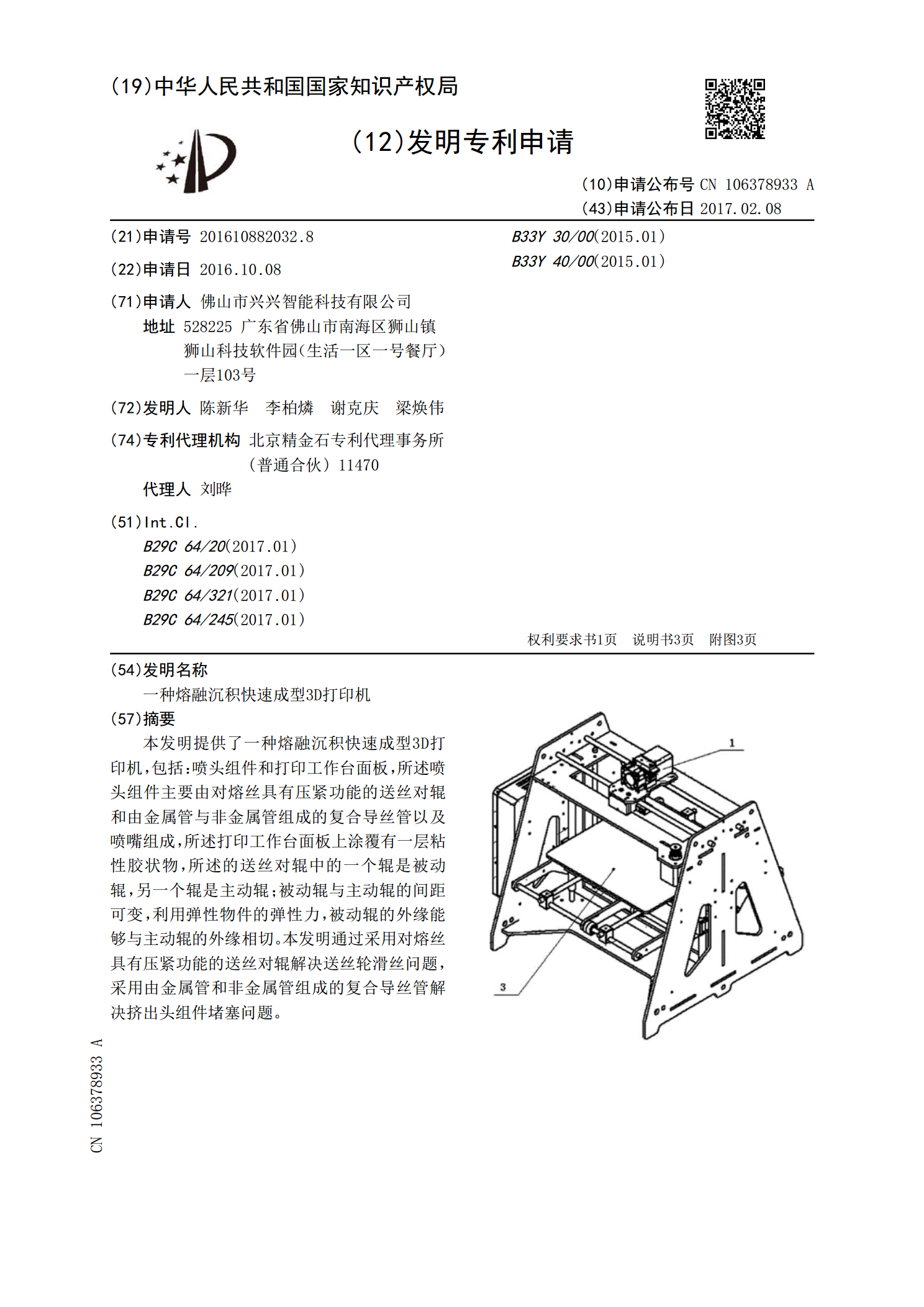
本发明提供了一种熔融沉积快速成型3D打印机,包括:喷头组件和打印工作台面板,所述喷头组件主要由对熔丝具有压紧功能的送丝对辊和由金属管与非金属管组成的复合导丝管以及喷嘴组成,所述打印工作台面板上涂覆有一层粘性胶状物,所述的送丝对辊中的一个辊是被动辊,另一个辊是主动辊;被动辊与主动辊的间距可变,利用弹性物件的弹性力,被动辊的外缘能够与主动辊的外缘相切。本发明通过采用对熔丝具有压紧功能的送丝对辊解决送丝轮滑丝问题,采用由金属管和非金属管组成的复合导丝管解决挤出头组件堵塞问题。

多头熔融沉积成型3D打印机设计.pdf
多头熔融沉积成型3D打印机设计[主题和立意]:本文将介绍多头熔融沉积成型3D打印机的设计,重点探讨其工作原理、特点和优化方向,旨在为3D打印技术的发展和应用提供新的思路和方案。[逻辑思路]:本文将从以下几个方面展开讨论:多头熔融沉积成型3D打印机的概述:首先简要介绍多头熔融沉积成型3D打印机的概念和起源,以及其在3D打印领域中的应用和优势。多头熔融沉积成型3D打印机的工作原理:详细介绍多头熔融沉积成型3D打印机的工作原理和主要组成部分,包括喷头、送料机构、加热装置和控制系统等。多头熔融沉积成型3D打印机的
一种熔融沉积成型3d打印装置.pdf
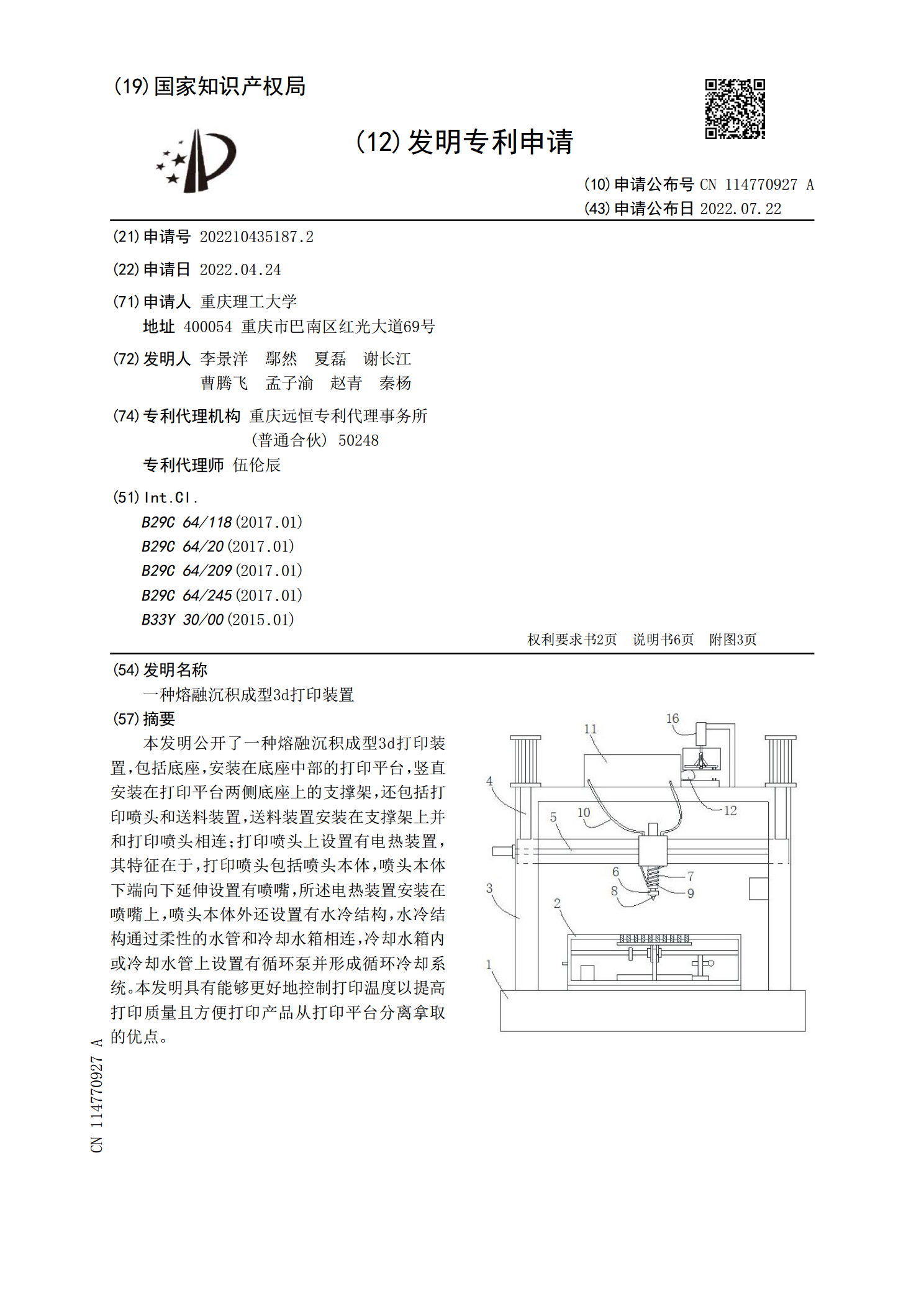
本发明公开了一种熔融沉积成型3d打印装置,包括底座,安装在底座中部的打印平台,竖直安装在打印平台两侧底座上的支撑架,还包括打印喷头和送料装置,送料装置安装在支撑架上并和打印喷头相连;打印喷头上设置有电热装置,其特征在于,打印喷头包括喷头本体,喷头本体下端向下延伸设置有喷嘴,所述电热装置安装在喷嘴上,喷头本体外还设置有水冷结构,水冷结构通过柔性的水管和冷却水箱相连,冷却水箱内或冷却水管上设置有循环泵并形成循环冷却系统。本发明具有能够更好地控制打印温度以提高打印质量且方便打印产品从打印平台分离拿取的优点。