
一种多孔镁合金的发泡装置及方法.pdf

邻家****66


1/8
2/8
3/8
4/8
5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多孔镁合金的发泡装置及方法.pdf
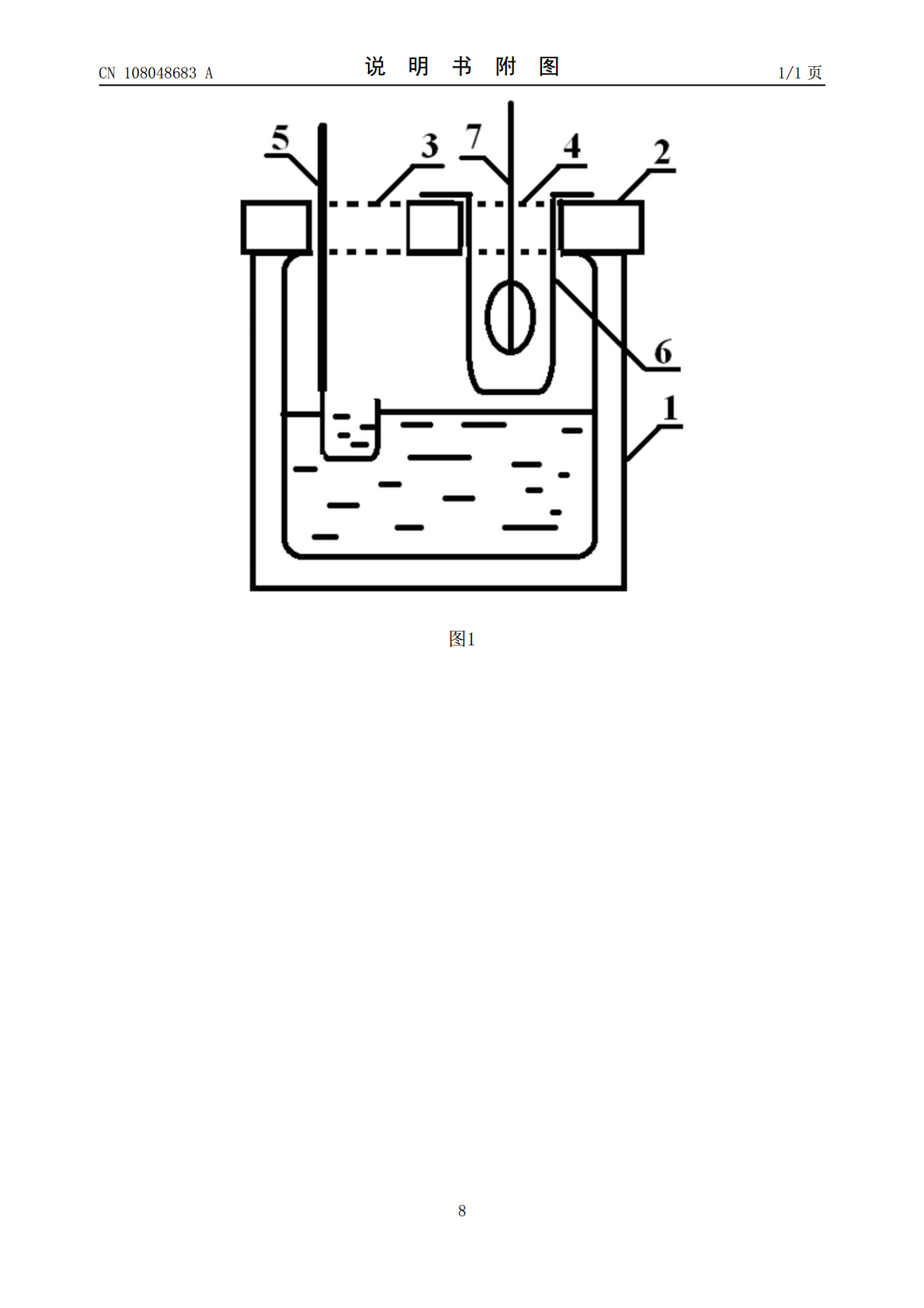
本发明提供了一种多孔镁合金的发泡装置,包括:熔化炉;设置在所述熔化炉顶部的炉盖,所述炉盖设有第一通孔和第二通孔;贯穿所述第一通孔的移液勺;固定在所述第二通孔的发泡模具,所述发泡模具悬空于熔化炉内部;设置在所述发泡模具中的搅拌器。本发明提供的发泡装置能够实现短流程发泡,省去加入增粘剂及保温发泡环节,不在半固态下长时间搅拌,一方面不会改变已有合金成分,对产品性能影响小,另一方面使发泡工艺适用于大多数镁合金且成形性好,再一方面缩短发泡时间、提高发泡效率;并且通过熔化炉与发泡模具的结构设计,能够使发泡剂分解的速度

一种熔体吸气型自发泡多孔镁合金及其制备方法.pdf
本发明提供了一种熔体吸气型自发泡多孔镁合金及其制备方法,包括:3~18wt%的Zn,3~18wt%的Al,2~15wt%的Nd,Zn:Al:Nd的质量比为1:(0.8~1):(0.35~1.2),余量为镁。本发明提供的多孔镁合金中含有Nd、Zn和Al,原料熔化后能够大量吸附并溶解大量的气体,在凝固过程中,随着温度的降低,气体逐渐析出从而形成气泡,从而达到自发泡的目的。本发明提供的熔体吸气型自发泡多孔镁合金不需要借助任何发泡剂、增粘剂或者任何特殊的铸造工艺及条件就可以实现多孔镁合金的制备,因此,本发明提供的

发泡法制备多孔镁合金的研究.docx
发泡法制备多孔镁合金的研究发泡法制备多孔镁合金的研究摘要:多孔材料在制备轻质、高强度结构材料和吸能材料方面具有广泛的应用。作为一种轻质金属,镁合金因其良好的力学性能和优异的耐腐蚀性能而备受关注。然而,纯镁的密度较大,制约了其在实际应用中的广泛使用。因此,制备多孔镁合金成为了一种重要的研究方向。本文综述了目前关于发泡法制备多孔镁合金的研究进展,包括发泡剂类型、发泡工艺和多孔结构对材料性能的影响。最后,对多孔镁合金的未来发展进行了展望。关键词:多孔材料,镁合金,发泡剂,发泡工艺,多孔结构1.引言多孔材料是一种

一种生物多孔镁合金的制备方法.pdf
一种生物多孔镁合金的制备方法,包括以下步骤:S1、根据所需制备的多孔镁合金的尺寸数据,建立几何模型及加工轨迹;S2、对镁合金块体进行表面处理;S3、设定激光器激光加工参数;S4、激光器按照S1设定的加工轨迹对镁合金块体进行表面加工,得到镁合金块体一个方向上所需的多孔;S5、将镁合金块体旋转90°,重复步骤S4,直至镁合金块体上各个方向的多孔均完成;S6、对步骤S5所得多孔镁合金进行干燥处理并储存。本发明采用激光直接熔化镁合金,从而制得生物多孔镁合金,摒弃传统利用粉末添加造孔剂进行烧结或气相沉积的方法,解决
多孔镁和多孔镁合金的制备方法.pdf
一种多孔镁和多孔镁合金的制备方法,以镁粉或镁合金粉为原料,采用限位式模具,工艺步骤如下:①按照计算式m=V×ρ计算出所需镁粉或镁合金粉的质量m,根据镁粉或镁合金粉质量的计算值称量镁粉或镁合金粉;②将步骤①所称量的镁粉或镁合金粉装入已安装限位式下压头的模具本体的模腔之中,然后振动模具本体和限位式下压头形成的组合体,当模腔中的镁粉或镁合金粉在振动下流动至表面平整后,安装限位式上压头,继后翻转所述模具并再次对模具进行振动,振动时间至少为1分钟;③将装好镁粉或镁合金粉的模具放入热压烧结设备中进行烧结,烧结结束后,