
彩釉钢化玻璃及其制造方法.pdf

一只****签网

1/7
2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
彩釉钢化玻璃及其制造方法.pdf
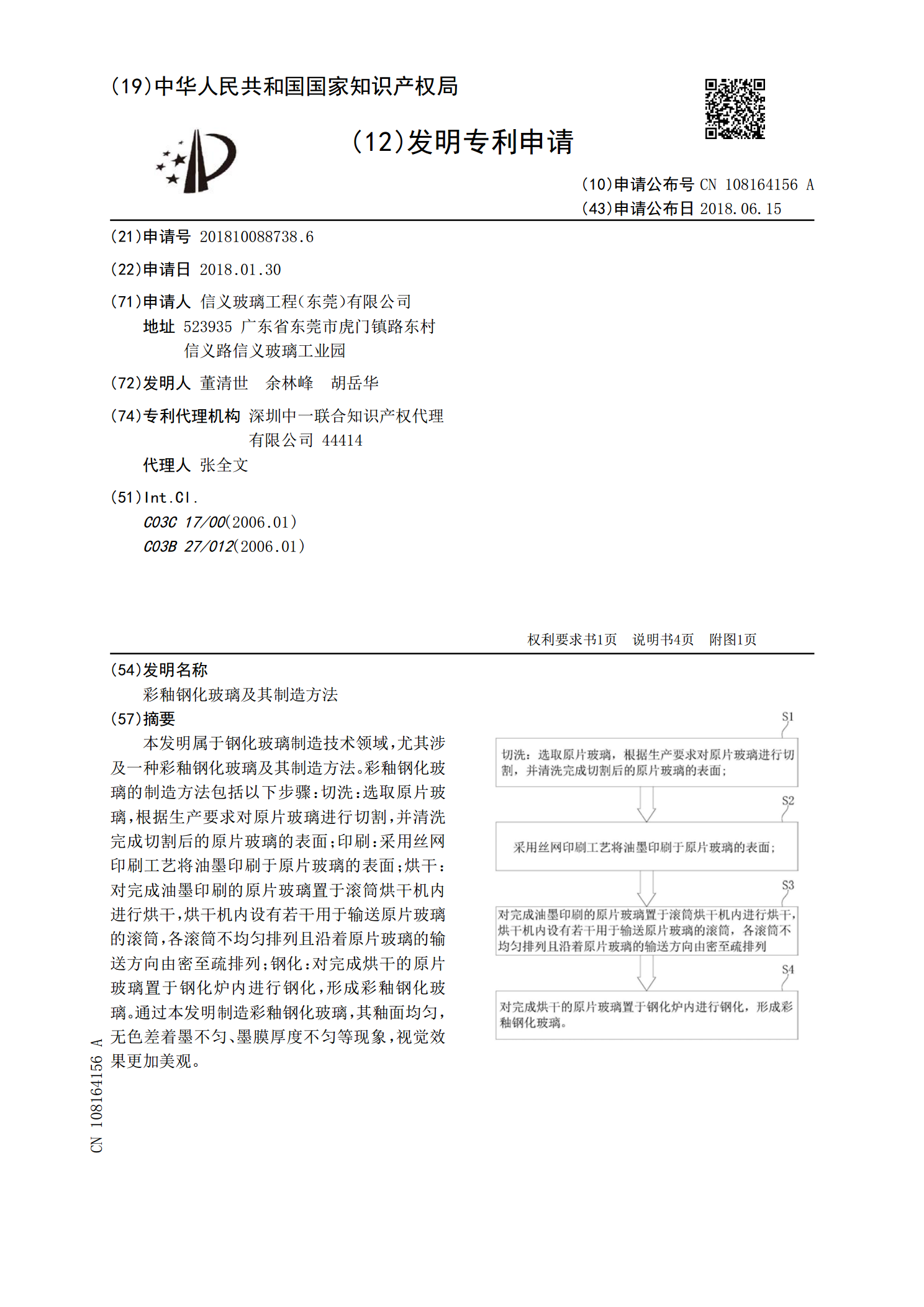
本发明属于钢化玻璃制造技术领域,尤其涉及一种彩釉钢化玻璃及其制造方法。彩釉钢化玻璃的制造方法包括以下步骤:切洗:选取原片玻璃,根据生产要求对原片玻璃进行切割,并清洗完成切割后的原片玻璃的表面;印刷:采用丝网印刷工艺将油墨印刷于原片玻璃的表面;烘干:对完成油墨印刷的原片玻璃置于滚筒烘干机内进行烘干,烘干机内设有若干用于输送原片玻璃的滚筒,各滚筒不均匀排列且沿着原片玻璃的输送方向由密至疏排列;钢化:对完成烘干的原片玻璃置于钢化炉内进行钢化,形成彩釉钢化玻璃。通过本发明制造彩釉钢化玻璃,其釉面均匀,无色差着墨不
彩釉镀膜玻璃的制造方法及彩釉镀膜玻璃.pdf
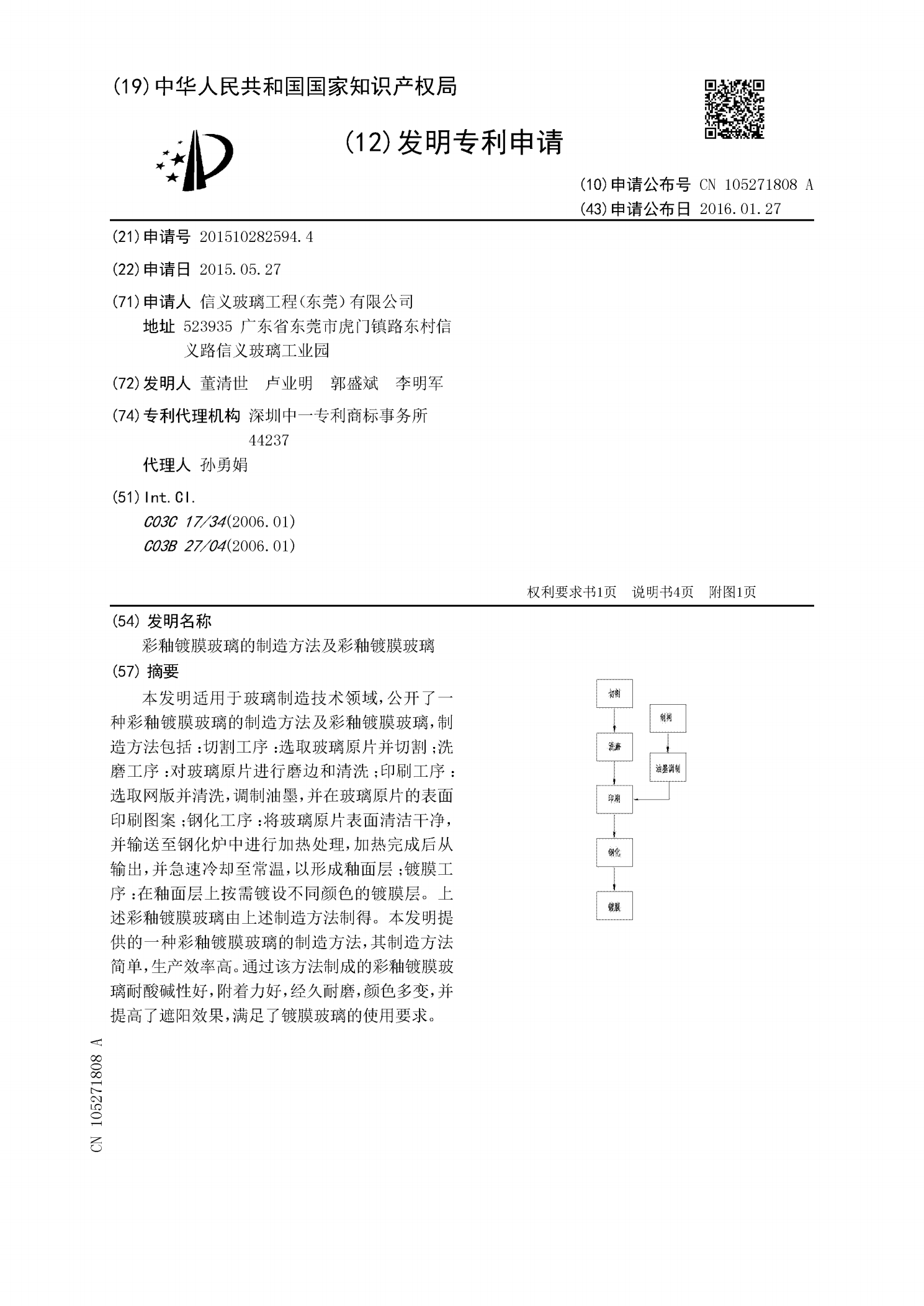
本发明适用于玻璃制造技术领域,公开了一种彩釉镀膜玻璃的制造方法及彩釉镀膜玻璃,制造方法包括:切割工序:选取玻璃原片并切割;洗磨工序:对玻璃原片进行磨边和清洗;印刷工序:选取网版并清洗,调制油墨,并在玻璃原片的表面印刷图案;钢化工序:将玻璃原片表面清洁干净,并输送至钢化炉中进行加热处理,加热完成后从输出,并急速冷却至常温,以形成釉面层;镀膜工序:在釉面层上按需镀设不同颜色的镀膜层。上述彩釉镀膜玻璃由上述制造方法制得。本发明提供的一种彩釉镀膜玻璃的制造方法,其制造方法简单,生产效率高。通过该方法制成的彩釉镀膜
建筑印刷彩釉钢化玻璃.pdf
CSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirror
建筑印刷彩釉钢化玻璃.pdf
CSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirrorcspmirror@163.comCSPSolarMirror

一种钢化玻璃及其制造系统与制造方法.pdf
本发明一种钢化玻璃及其制造系统与制造方法,钢化玻璃的外边缘通过压边块压合有金属边条,方法为:1、将普通平板玻璃在加热炉中加热到接近玻璃的软化温度后,将玻璃放置在两个矩形框之间,使得两个矩形框相互靠近,两个压框将玻璃夹紧;2、在四个进气管处分别通入冷空气,两个电机分别带动两个转圈转动,冷空气被转圈搅拌均匀后四散,又从压框上的多个通风孔排出,使得冷空气均匀吹向玻璃的两面;3、将金属边条兔涂抹粘胶后放置在钢化玻璃的边缘位置,向后移动推拉杆和压边块向后移动,使得压边块通过梯形槽将金属边条压在钢化玻璃的边缘位置;4